9 7 Ч .
S-5
Л ,п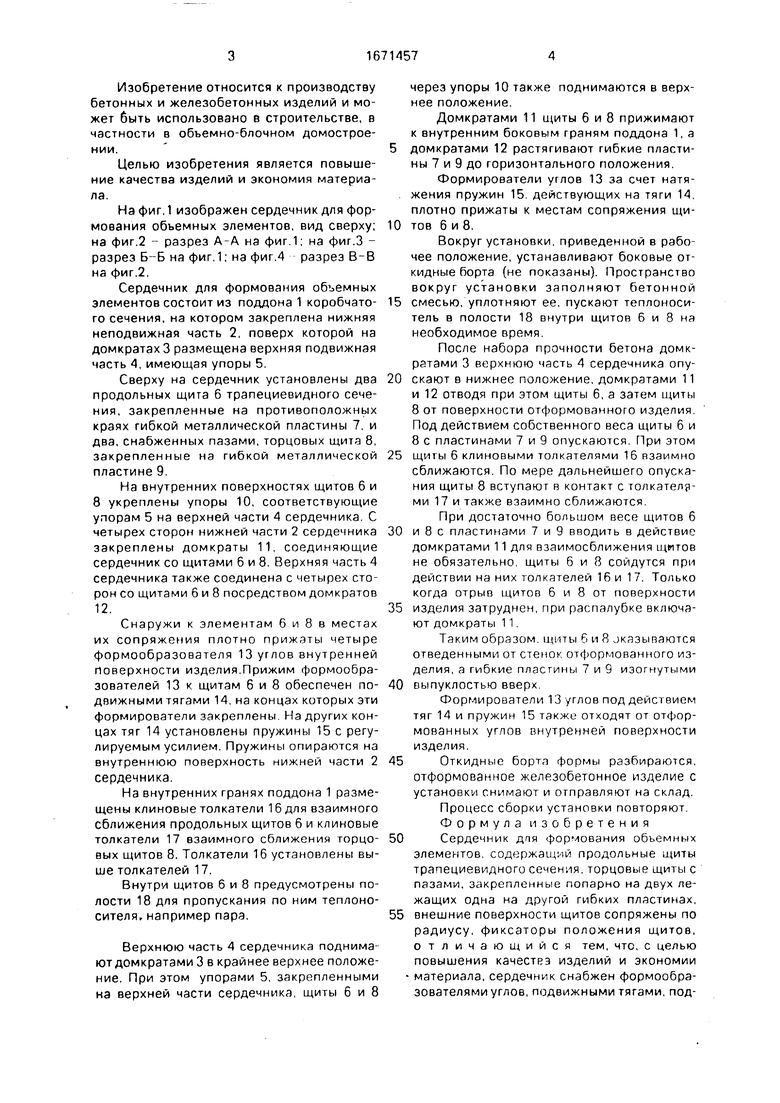
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Способ изготовления объемных блоков | 1990 |
|
SU1768390A1 |
| Пустотообразователь для изготовления железобетонных изделий | 1982 |
|
SU1096362A1 |
| Устройство для возведения монолитного здания | 1987 |
|
SU1474240A1 |
| Установка для формования многопустотных панелей | 1986 |
|
SU1472263A1 |
| Установка для формования многопустотных панелей | 1990 |
|
SU1735015A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2020059C1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ | 1970 |
|
SU273697A1 |
| Стенд для изготовления предварительно напряженных железобетонных изделий | 1982 |
|
SU1084141A1 |
| Установка для изготовления бетонных и железобетонных изделий | 1990 |
|
SU1756155A1 |
Изобретение относится к строительной индустрии. Цель изобретения - повышение качества изделий и экономия материала. Сердечник для формования объемных элементов состоит из поддона 1, нижней неподвижной 2 и верхней подвижной части 4, связанных домкратами 3. Сверху на сердечник установлены щиты 6, закрепленные на гибких пластинах 7 и 9, соответственно. При работе щиты 6 попарно могут сходиться друг к другу за счет зазора, имеющегося в углах между ними и закрытого формообразователями углов. Формообразователи закреплены на концах подвижных тяг, другой конец которых через посредство пружин опирается на неподвижную часть 2. На внутренних боковых гранях поддона 1 установлены толкатели 16 сближения щитов 6. Для приведения установки в рабочее положение щиты 6 с пластинами 7 и 9 разводят домкратами 11, поднимая подвижную часть 4 сердечника домкратами 3. При распалубке домкраты совершают обратное действие, за счет чего корпус установки освобождается от контакта с поверхностью отформованного изделия. 4 ил.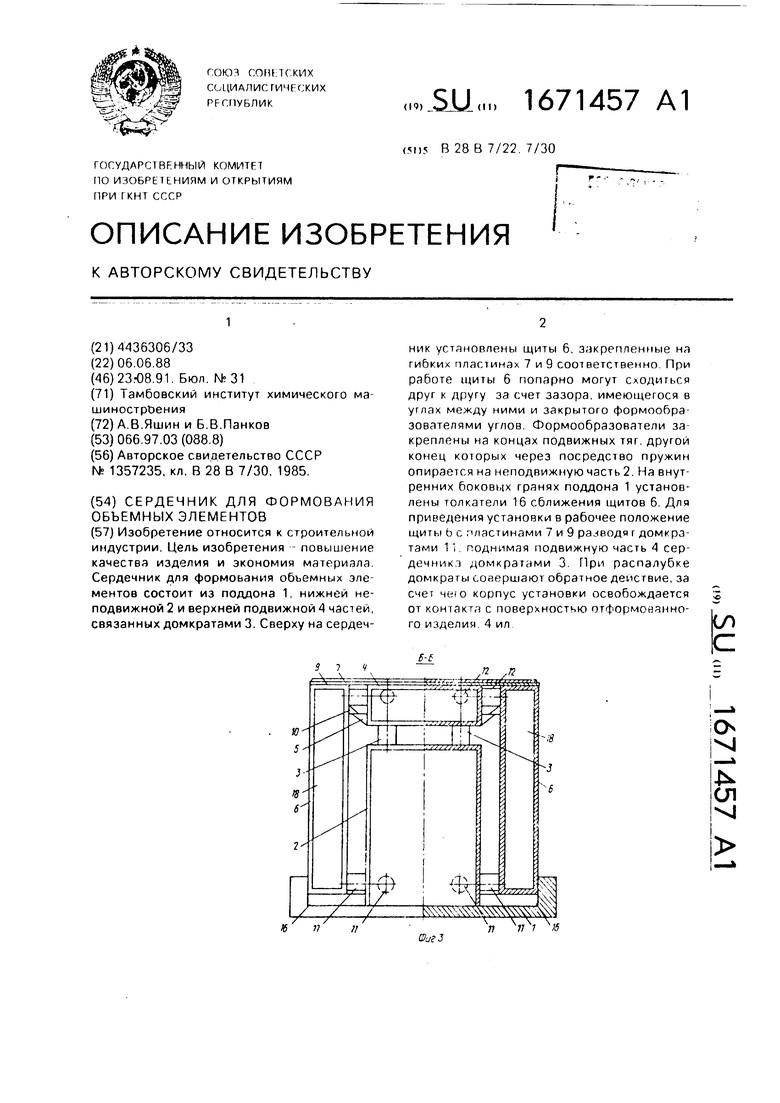
о
VI
Ј СП
s|
Изобретение относится к производству бетонных и железобетонных изделий и может быть использовано в строительстве, в частности в объемно-блочном домостроении.
Целью изобретения является повышение качества изделий и экономия материала.
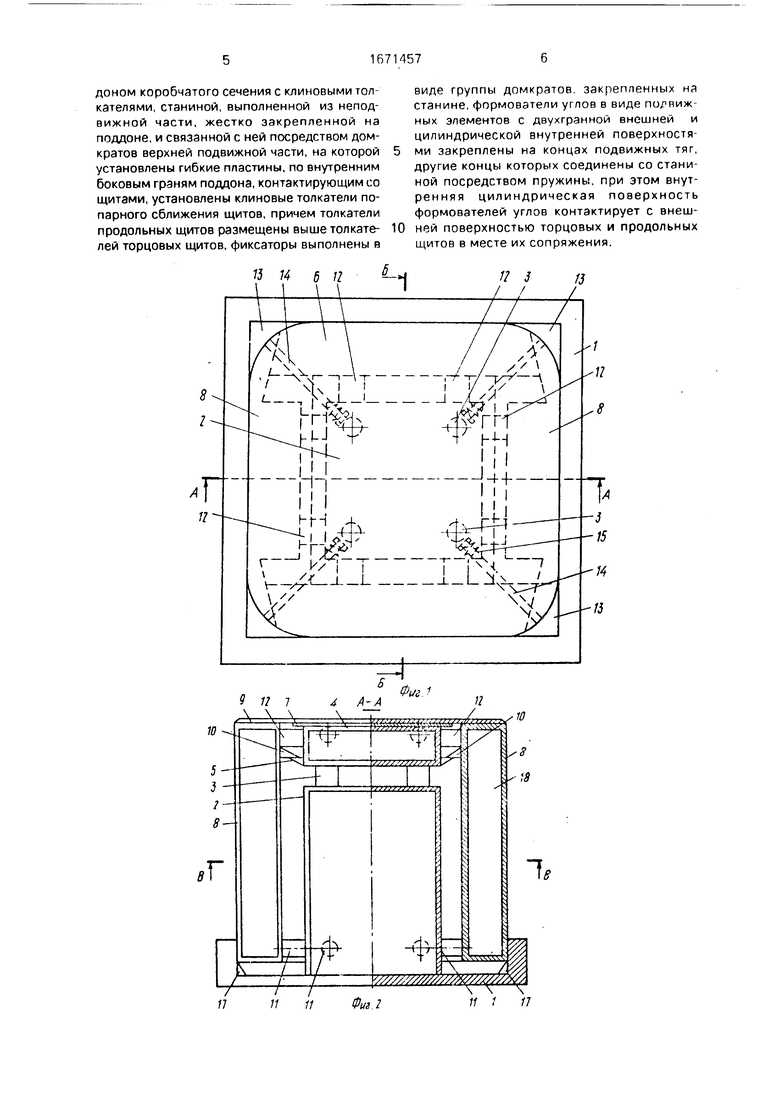
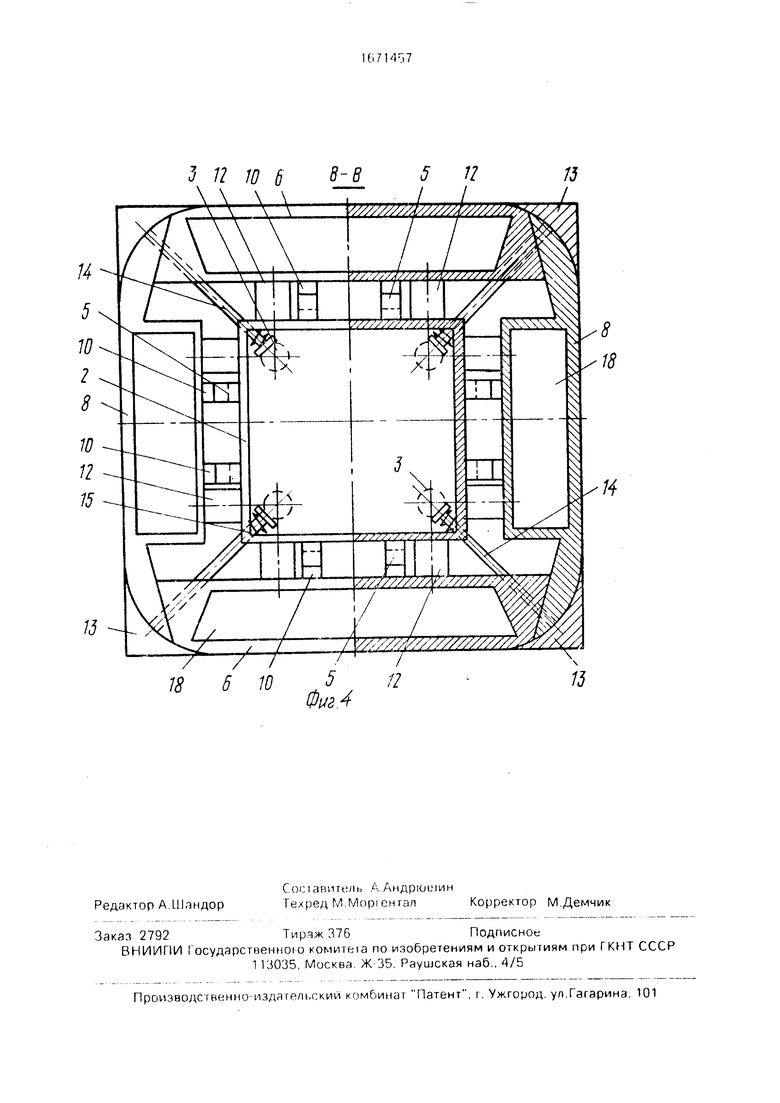
На фиг, 1 изображен сердечник для формования объемных элементов, вид сверху; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг. 1; на фиг.4 разрез В-В на фиг.2.
Сердечник для формования объемных элементов состоит из поддона 1 коробчатого сечения, на котором закреплена нижняя неподвижная часть 2, поверх которой на домкратах 3 размещена верхняя подвижная часть 4, имеющая упоры 5.
Сверху на сердечник установлены два продольных щита 6 трапециевидного сечения, закрепленные на противоположных краях гибкой металлической пластины 7, и два, снабженных пазами, торцовых щита 8, закрепленные на гибкой металлической пластине 9.
На внутренних поверхностях щитов 6 и 8 укреплены упоры 10, соответствующие упорам 5 на верхней части 4 сердечника. С четырех сторон нижней части 2 сердечника закреплены домкраты 11, соединяющие сердечник со щитами б и 8. Верхняя часть 4 сердечника также соединена с четырех сторон со щитами 6 и 8 посредством домкратов 12.
Снаружи к элементам 6 и 8 в местах их сопряжения плотно прижсэты четыре формообразователя 13 углов внутренней Поверхности изделия.Прижим формообразователен 13 к щитам 6 и 8 обеспечен подвижными тягами 14, на концах которых эти формирователи закреплены. На других концах тяг 14 установлены пружины 15 с регулируемым усилием. Пружины опираются на внутреннюю поверхность нижней части 2 сердечника.
На внутренних гранях поддона 1 размещены клиновые толкатели 16 для взаимного сближения продольных щитов б и клиновые толкатели 17 взаимного сближения торцовых щитов 8. Толкатели 16 установлены выше толкателей 17.
Внутри щитов 6 и 8 предусмотрены полости 18 для пропускания по ним теплоносителя, например пара.
Верхнюю часть 4 сердечника поднимают домкратами 3 в крайнее верхнее положение. При этом упорами 5, закрепленными на верхней части сердечника, щиты 6 и 8
через упоры 10 также поднимаются в верхнее положение.
Домкратами 11 щиты 6 и 8 прижимают к внутренним боковым граням поддона 1, а
домкратами 12 растягивают гибкие пластины 7 и 9 до горизонтального положения.
Формирователи углов 13 за счет натяжения пружин 15. действующих на тяги 14, плотно прижаты к местам сопряжения щи0 тов 6 и 8.
Вокруг установки, приведенной в рабочее положение, устанавливают боковые откидные борта (не показаны). Пространство вокруг установки заполняют бетонной
5 смесью, уплотняют ее, пускают теплоноситель в полости 18 внутри щитов 6 и 8 на необходимое время.
После набора прочности бетона домкратами 3 верхнюю часть 4 сердечника опу0 екают в нижнее положение, домкратами 11 и 12 отводя при этом щиты 6, а затем щиты 8 от поверхности отформованного изделия. Под действием собственного веса щиты 6 и 8 с пластинами 7 и 9 опускаются. При этом
5 щиты 6 клиновыми толкателями 16 взаимно сближаются. По мере дальнейшего опускания щиты 8 вступают в контакт с толкателр- ми 17 и также взаимно сближаются.
При достаточно большом весе щитов 6
0 и 8 с пластинами 7 и 9 вводить в действие домкратами 11 для взаимосближения щитов не обязательно, щиты 6 и 8 сойдутся при действии на них толкателей 16 и 17. Только когда отрыв щитов 6 и 8 от поверхности
5 изделия затруднен, при распалубке включают домкраты 11.
Таким образом, щиты 6 и 8 оказываются отведенными от стенок отформованного изделия, а гибкие пластины 7 и 9 изогнутыми
0 выпуклостью вверх.
Формирователи 13 углов под деист вием тяг 14 и пружин 15 также отходят от отформованных углов внутренней поверхности изделия.
5Откидные борта формы разбираются,
отформованное железобетонное изделие с установки снимают и отправляют на склад. Процесс сборки установки повторяют. Формула изобретения
0Сердечник дня формования объемных
элементов, содержащий продольные щиты трапециевидного сечения.торцовые щиты с пазами, закрепленные попарно на двух лежащих одна на другой гибких пластинах,
5 внешние поверхности щитов сопряжены по радиусу, фиксаторы положения щитов, отличающийся тем, что, с целью повышения качества изделий и экономии материала, сердечник снабжен формообра- зователями углов, подвижными тягами, поддоном коробчатого сечения с клиновыми толкателями, станиной, выполненной из неподвижной части, жестко закрепленной на поддоне, и связанной с ней посредством домкратов верхней подвижной части, на которой установлены гибкие пластины, по внутренним боковым граням поддона, контактирующим со щитами, установлены клиновые толкатели попарного сближения щитов, причем толкатели продольных щитов размещены выше толкателей торцовых щитов, фиксаторы выполнены в
0
виде группы домкратов закрепленных на станине, формователи углов в виде подвижных элементов с двухгранной внешней и цилиндрической внутренней поверхностями закреплены на концах подвижных тяг, другие концы которых соединены со станиной посредством пружины, при этом внутренняя цилиндрическая поверхность формователей углов контактирует с внешней поверхностью торцовых и продольных щитов в месте их сопряжения.
з n w §
18
13
| Пустотообразователь | 1985 |
|
SU1357235A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
