Автоматы для одновременного шлифования торцов изделий, например магнита громкоговорителя резьбовой плашки загружаемых из бункера в гнезда диска, подаюшего изделие в зону обработки к абразивным кругам шлифовальных головок, расположенных симметрично с обеих сторон питателя, известны.
Особенность описываемого автомата состоит в том, что в диске установлены зажимные патроны с двумя призматическими кулачками, из которых один подвижный находится под воздействием гидравлического поршня, управляемого копиром при вращении диска. Автомат в таком выполнении обеспечивает правильное ориентирование и надежное крепление изделия в зоне обработки.
На фиг. 1 схематически изображен описываемый автомат; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - схема загрузки магнитов в диск автомата.
Изделия типа магнита громкоговорителя, подлежащие шлифованию из нибробункера / поступают через лоток-накопитель 2 при помощи толкателя 3 в зажимной патрон 4 подающего диска 5 (дисковый питатель). Диск 5 получает вращение от электродвигателя через коническую и червячную пару 6. Магнит фиксируется в зажимном патроне 4 посредством гидравлического поршня 7 с роликом, взаимодействующим с копиром 8.
Поршень 7 наезжает своим роликом на выступ копира 8 и передает усилие через гидронласт на шток 9, взаимодействующий с подвижным кулачком 10 зажимного патрона 4, фиксирующего изделия в диске 5. Последний поворачивается и подает изделие в зону обработки к шлифовальным кругам. Шесть шлифовальных кругов 11, установленных по три с каждой стороны диска 5, равномерно снимают стружку с обеих сторон изделия. Шлифовальные круги установлены на шпинделях 12 и приводятся во вращение от двигагателей 13.
15
Предмет изобретения
Автомат для одновременного шлифования торцов изделий, например магнита громкоговорителя резьбовой плашки, загружаемых из
бункера в гнезда диска подающего изделие в зону обработки к абразивным кругам шлифовальных головок, расположенных симметрично с обеих сторон питателя отличающийся тем, что, с целью правильного ориентирования и надежного крепления изделия в зоне обработки, в диске установлены зажимные патроны с двумя призмагическими кулачками, из которых один, подвижный, находится под воздействием гидраваического поршня,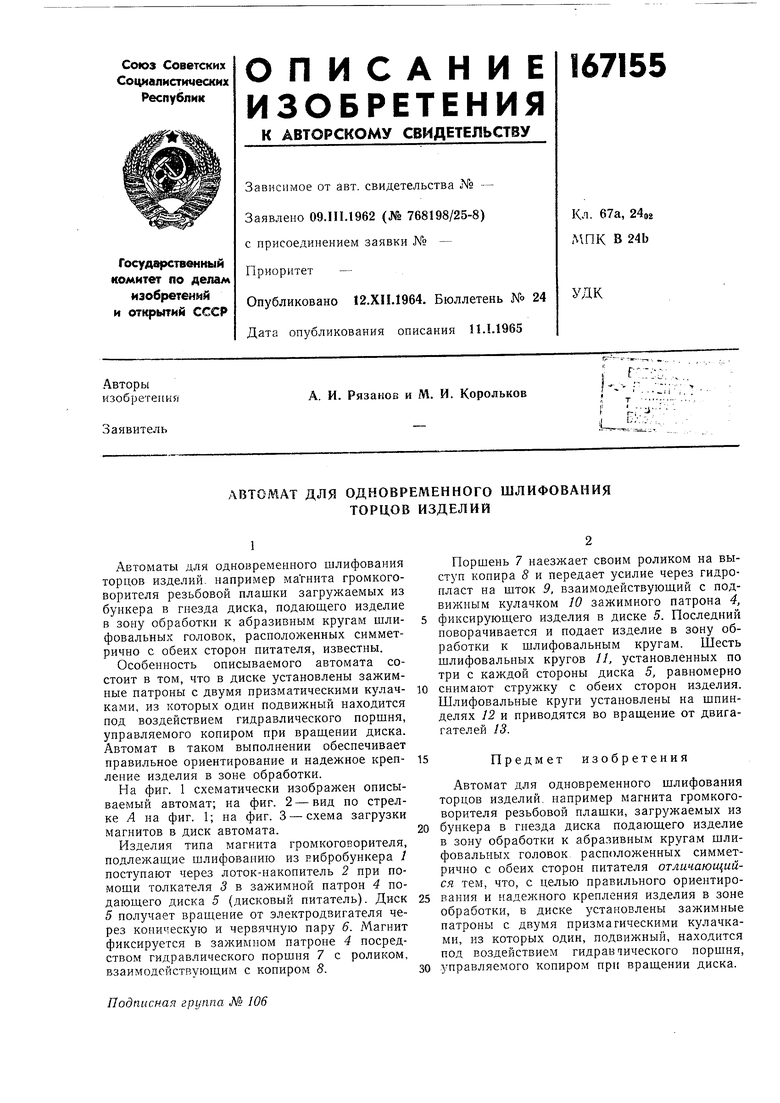
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки торцев пру-жиН | 1978 |
|
SU837777A1 |
| АВТОМАТ ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ КРУПНЫХ ПРУЖИН, ВСТРАИВАЕМЫЙ В БЫСТРОПЕРЕНАЛАЖИВАЕМУЮ АВТОМАТИЧЕСКУЮ ЛИНИЮ | 1964 |
|
SU214336A1 |
| Устройство для шлифования криволинейных поверхностей | 1987 |
|
SU1450982A1 |
| Автомат для чистовой обработки конического конца стержня малого диаметра (например, пуансона, цапф оси) | 1959 |
|
SU124333A1 |
| Станок для шлифования плоских поверхностей деталей | 1988 |
|
SU1602710A1 |
| Автомат для шлифования сквозных цилиндрических отверстий подшипниковых колец | 1961 |
|
SU150029A1 |
| СПОСОБ ОБРАБОТКИ ТОРЦОВ ПРУЖИН И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2223851C2 |
| АВТОМАТ ДЛЯ АБРАЗИВНОЙ ОТРЕЗКИ ПРИБЫЛИ НА РАБОЧЕЙ ЧАСТИ СПИРАЛЬНЫХ СВЕРЛ | 1971 |
|
SU292752A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ ТОРЦОВ ЗАГОТОВОК | 1991 |
|
RU2032519C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ КОЛЕНЧАТОГО ВАЛА | 1994 |
|
RU2112637C1 |
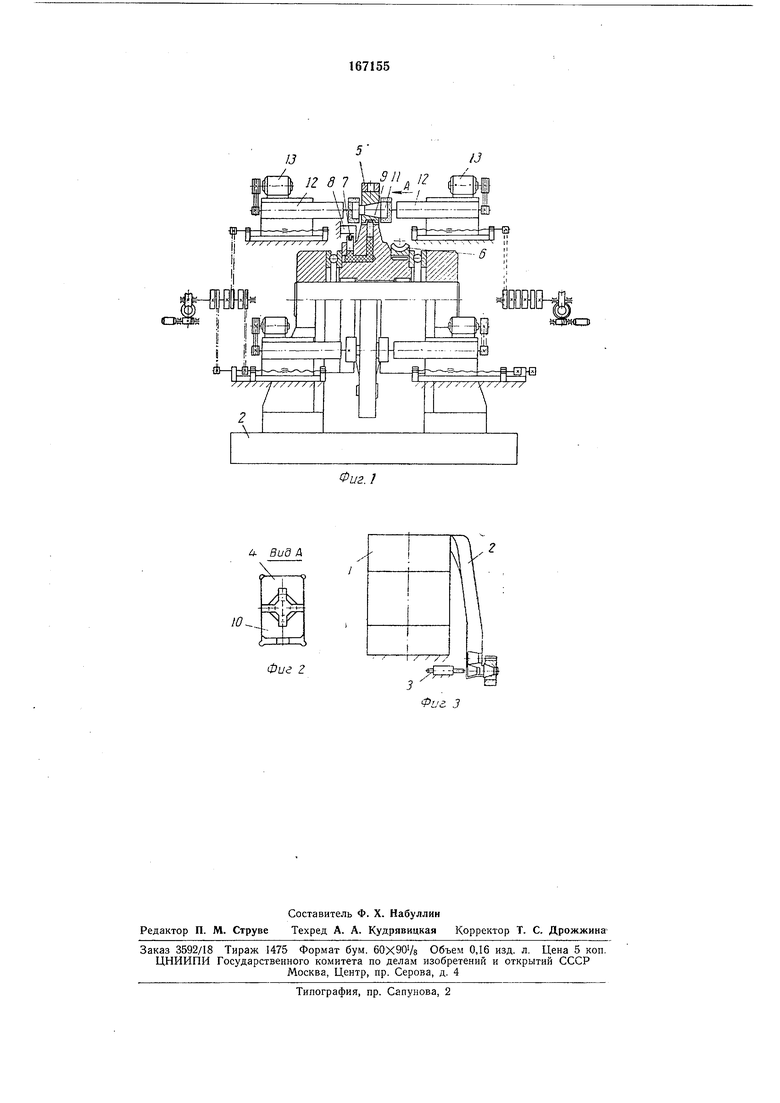
Д Вид А
Jk
Фие Z
