Изобретение относится к литейному производству и может быть использовано для приготовления жидкостекольного связующего, используемого для изготовления литейных форм и стержней,
Цель изобретения - улучшение физико- механических свойств форм и стержней и улучшение их выбиваемости.
Сущность изобретения заключается в способе приготовления модифицированного жидкостекольного связующего, заключающимся в том, что жидкое стекло предварительно обрабатывают ультразвуком в диапазоне 25-35 кГц в течение 7-15 мин, после чего осуществляют электро- шдравлическую обработку импульсными
электрическими разрядами в количестве 15-25 импульсов при энергии одного импульса 0,65-0,75 кДж на 1 кг связующего. При этом модифицирование жидкого стекла осуществляют техническим углеродом.
Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней осуществляют следующим образом.
В камеру типовой ультразвуковой установки УЗВД-6 в соотношении 10/1 подают 10 частей жидкого стекла (т 2,8 у- 1420)кг/м3и 1 часть технического углерода по ГОСТ 7885-86. После чего полученную суспензию обрабатывают ультразвуком в диапазоне 20-35 кГц в течение 7-15 мин.
О 00
ю
fcb s|
Под действием ультразвука в указанном выше диапазоне происходит пропитка гранул технического углерода жидким стеклом, В результате эти гранулы представляют собой уже не обособленные комочки углерода, взвешенные в жидком стекле, а сгустки (зоны) повышенной концентрации углерода, пропитанного жидким стеклом,
После ультразвукового воздействия осуществляют импульсную обработку пол- ученной массы высоковольтными электрическими разрядами, 15-25 импульсами при энергии одного импульса 0,65-0,75 кДж на
1кг связующего, в разрядной камере изготовленной из стали 20, в которой электриче- ской изоляцией электродов служит вакуумная резина или полиэтилен. В качестве генератора импульсов тока (ГИТ с пультом управления) используют ГИТ установки Удар 30.
Высоковольтный разряд сопровождается мощной волной сжатия, высокоскоростным гидропотоком и кавитационными явлениями приводящими к разрушению упомянутых сгустков (дискокаций) техниче- ского углерода и равномерному его распределению по всему объему обрабатываемой смеси.
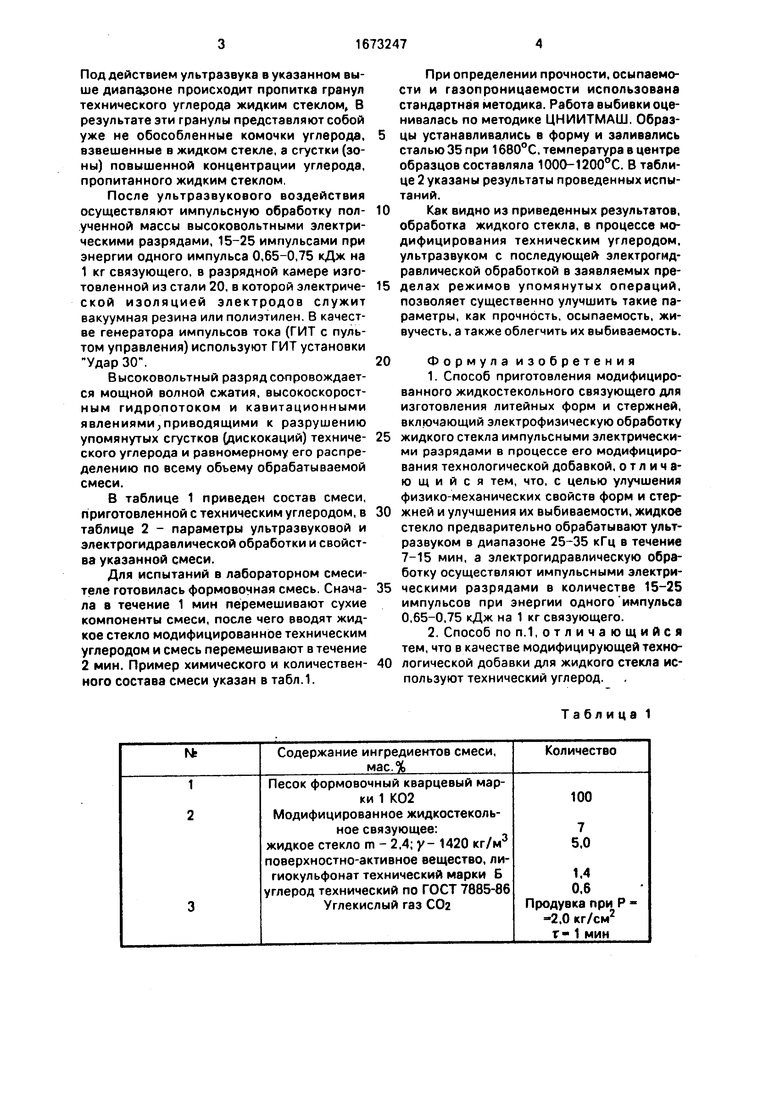
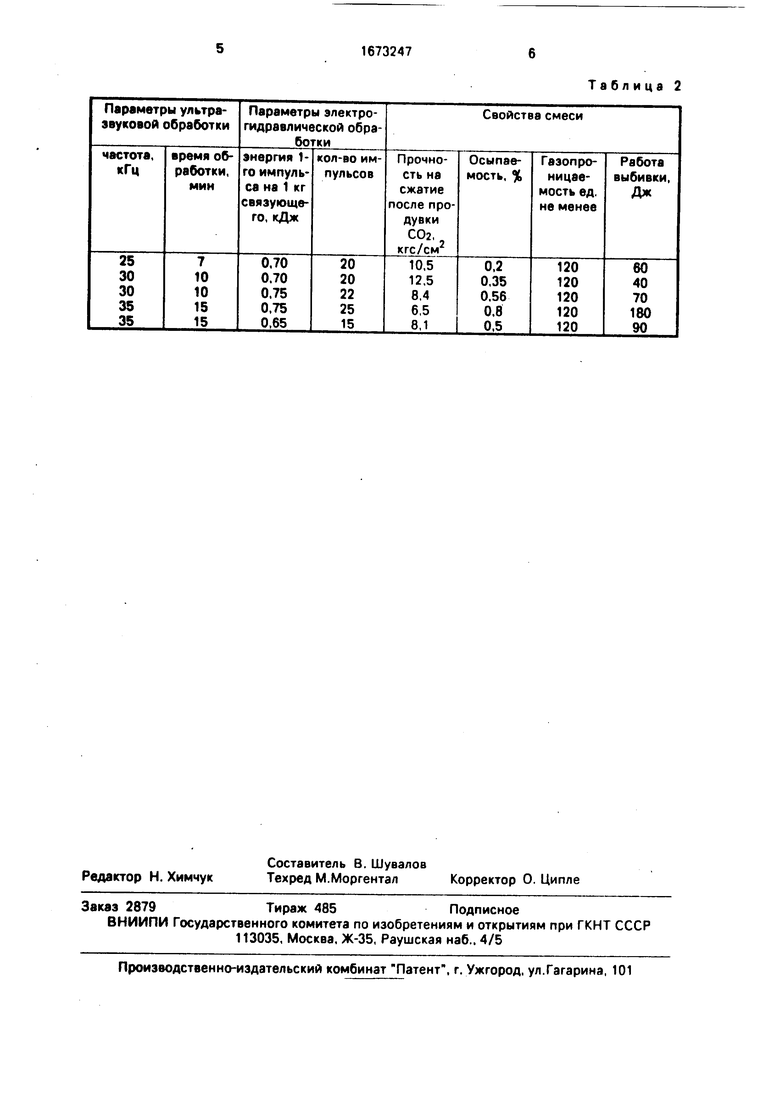
В таблице 1 приведен состав смеси, приготовленной с техническим углеродом, в таблице 2 - параметры ультразвуковой и электрогидравлической обработки и свойства указанной смеси.
Для испытаний в лабораторном смесителе готовилась формовочная смесь. Снача- ла в течение 1 мин перемешивают сухие компоненты смеси, после чего вводят жидкое стекло модифицированное техническим углеродом и смесь перемешивают в течение
2мин. Пример химического и количествен- ного состава смеси указан в табл.1.
При определении прочности, осыпаемости и газопроницаемости использована стандартная методика. Работа выбивки оценивалась по методике ЦНИИТМАШ. Образцы устанавливались в форму и заливались сталью 35 при 1680°С. температура в центре образцов составляла 1000-1200°С. В таблице 2 указаны результаты проведенных испытаний.
Как видно из приведенных результатов, обработка жидкого стекла, в процессе модифицирования техническим углеродом, ультразвуком с последующей электрогмд- равлической обработкой в заявляемых пределах режимов упомянутых операций, позволяет существенно улучшить такие параметры, как прочность, осыпаемость, живучесть, а также облегчить их выбиваемость.
Формула изобретения
1.Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней, включающий электрофизическую обработку жидкого стекла импульсными электрическими разрядами в процессе его модифицирования технологической добавкой, отличающийся тем, что, с целью улучшения физико-механических свойств форм и стержней и улучшения их выбиваемости, жидкое стекло предварительно обрабатывают ультразвуком в диапазоне 25-35 кГц в течение 7-15 мин, а электрогидравлическую обработку осуществляют импульсными электрическими разрядами в количестве 15-25 импульсов при энергии одного импульса 0,65-0,75 кДж на 1 кг связующего.
2.Способ по п.1,отличающийся тем, что в качестве модифицирующей технологической добавки для жидкого стекла используют технический углерод.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней | 1986 |
|
SU1404152A1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ (ВАРИАНТЫ) | 1999 |
|
RU2151018C1 |
| Смесь для изготовления легковыбиваемых литейных форм и стержней | 2024 |
|
RU2841429C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1998 |
|
RU2145265C1 |
| СОСТАВ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2001 |
|
RU2202438C1 |
| Смесь для изготовления литейных форм и стержней | 1986 |
|
SU1380830A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1996 |
|
RU2094164C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2023 |
|
RU2820616C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 2010 |
|
RU2445185C1 |
| Смесь для изготовления литейных форм и стержней | 1988 |
|
SU1547936A1 |
Изобретение относится к литейному производству и может быть использовано для приготовления жидкостекольного связующего, используемого для изготовления литейных форм и стержней. Цель изобретения - улучшение физико-механических свойств форм и стержней и улучшение их выбиваемости. Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней заключается в том, что жидкое стекло предварительно обрабатывают ультразвуком в диапазоне 25 - 35 кГц в течение 7 - 15 мин, после чего осуществляют электрогидравлическую обработку импульсными электрическими разрядами в количестве 15 - 25 импульсов при энергии одного импульса 0,65 - 0,75 кДж на 1 кг связующего. При этом в качестве модифицирующей добавки для жидкого стекла используют технический углерод. Обработка жидкого стекла ультразвуком и электрогидравлическими импульсами в сочетании с модифицирующей добавкой способствует улучшению адгезионной прочности связующего, снижению осыпаемости, улучшению выбиваемости. 1 з.п. ф-лы, 2 табл.
Nfc
Содержание ингредиентов смеси, мас.%
Песок формовочный кварцевый марки 1 К02 Модифицированное жидкостекольное связующее:
жидкое стекло m - 2,4; у- 1420 кг/м
поверхностно-активное вещество, лигиокульфонат технический марки Б
углерод технический по ГОСТ 7885-86
Углекислый газ СО
Таблица 1
Количество
100
7 5,0
Продувка при Р -2.0 кг/см2 т- 1 мин
Таблица 2
| Способ приготоления связующего для литейных форм и стержней | 1986 |
|
SU1360876A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Способ приготовления модифицированного жидкостекольного связующего для изготовления литейных форм и стержней | 1986 |
|
SU1404152A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Механическая топочная решетка с наклонными частью подвижными, частью неподвижными колосниковыми элементами | 1917 |
|
SU1988A1 |
