Изобретение относится к металлургии и может быть использовано для производства холоднокатаной изотропной электротехнической стали
Цель изобретения - улучшение геометрических характеристик проката, повышение уровня и однородности магнитной индукчи v. снижение потерь на перемагничивание стали
Пример Горячекатаный подкат (Fe - 3% SI) толщиной 2,4 мм прошел нормализа- ционный отжиг при 850°С с предварительной холодной деформацией предлагаемым
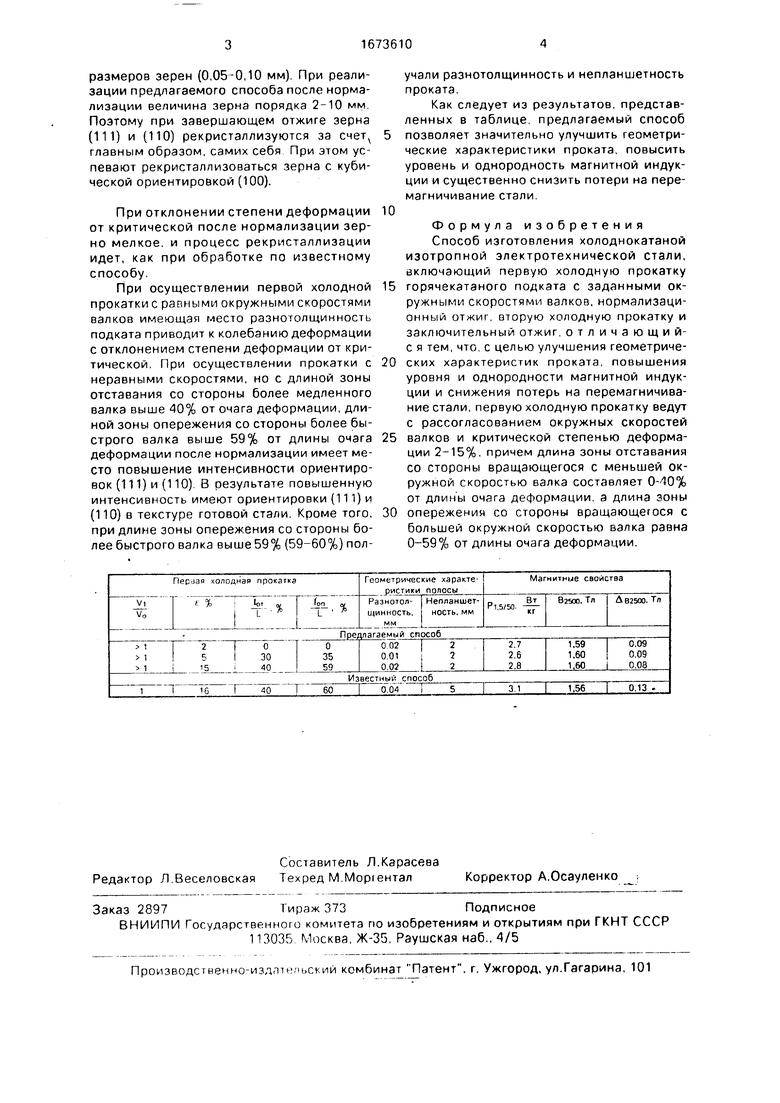
способом Далее металл прошел прокатку до конечной толщины 0 50 мм и заключ;- тельный отжиг при 900°С в течение 5 мин ь защитной атмосфере Режимы первой холодной прокатки приведены в таблице
С целью сравнения ряд образцов был обработан по известному способу
Результаты испытаний полученной ленты приведены в таблице
Установлено,что при реализации изве стного способа зародышевые центры ори ентировок (111) и (110) pacrvT за смет зерен ориентировок близких к (100) вриду малых
О J
(А) О
О
размеров зерен (0,05-0,10 мм). При реализации предлагаемого способа после нормализации величина зерна порядка 2-10 мм Поэтому при завершающем отжиге зерна (111) и (110) рекристаллизуются за счет главным образом, самих себя При этом успевают рекристаллизоваться зерна с кубической ориентировкой (100).
При отклонении степени деформации от критической после нормализации зерно мелкое, и процесс рекристаллизации идет, как при обработке по известному способу.
При осуществлении первой холодной прокатки с равными окружными скоростями валков имеющая место разнотолщинность подката приводит к колебанию деформации с отклонением степени деформации от критической. При осуществлении прокатки с неравными скоростями, но с длиной зоны отставания со стороны более медленного валка выше 40% от очага деформации, длиной зоны опережения со стороны более быстрого валка выше 59% от длины очага деформации после нормализации имеет место повышение интенсивности ориентировок (111) и (110) В результате повышенную интенсивность имеют ориентировки (111) и (110) в текстуре готовой стали. Кроме того, при длине зоны опережения со стороны более быстрого валка выше 59% (59-60%) получали разнотолщинность и непланшетность проката.
Как следует из результатов, представленных в таблице, предлагаемый способ позволяет значительно улучшить геометрические характеристики проката, повысить уровень и однородность магнитной индукции и существенно снизить потери на пере- магничивание стали.
Формула изобретения Способ изготовления холоднокатаной изотропной электротехнической стали, включающий первую холодную прокатку горячекатаного подката с заданными окружными скоростями валков, нормализаци- онный отжиг, вторую холодную прокатку и заключительный отжиг, отличающий- с я тем, что, с целью улучшения геометрических характеристик проката, повышения уровня и однородности магнитной индукции и снижения потерь на перемагничива- ние стали, первую холодную прокатку ведут с рассогласованием окружных скоростей валков и критической степенью деформации 2-15%, причем длина зоны отставания со стороны вращающегося с меньшей окружной скоростью валка составляет 0-10% от длины очага деформации, а длина зоны опережения со стороны вращающегося с большей окружной скоростью валка равна 0-59% от длины очага деформации.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ производства холоднокатаной динамной стали | 1988 |
|
SU1595929A1 |
| Способ холодной многопроходной прокатки полос из нержавеющей аустенитной стали | 1984 |
|
SU1154012A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2004 |
|
RU2271255C1 |
| Способ холодной прокатки полос из жаропрочных и коррозионностойких сталей | 1983 |
|
SU1093368A1 |
| Способ производства полупроцессной электротехнической изотропной стали с низкими удельными магнитными потерями | 2018 |
|
RU2693277C1 |
| Способ производства полосы из холоднокатаной трансформаторной стали | 1988 |
|
SU1548220A1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОНИЦАЕМОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2013 |
|
RU2540243C2 |
| СПОСОБ ПРОИЗВОДСТВА ХОЛОДНОКАТАНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ ИЗОТРОПНОЙ СТАЛИ | 2011 |
|
RU2459876C1 |
| Способ производства высокопрочной электротехнической изотропной стали в виде холоднокатаной полосы | 2021 |
|
RU2764738C1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ | 2001 |
|
RU2175985C1 |
Изобретение относится к металлургии. Целью изобретения является улучшение геометрических характеристик проката, повышение уровня и однородности магнитной индукции и снижение потерь на перемагничивание стали. Способ состоит в холодной прокатке горячекатаного подката в 2 этапа с промежуточным нормализационным отжигом и заключительном отжиге, при этом первую холодную прокатку осуществляют с рассогласованием окружных скоростей валков и критической степенью деформации 2 - 15%, причем длина зоны отставания со стороны вращающегося с меньшей окружной скоростью валка составляет 0 - 40% от длины очага деформации, а длина зоны опережения со стороны вращающегося с большей окружной скоростью валка равна 0 - 59% от длины очага деформации. Обработка по предлагаемому способу стали с 3% SI на ленту толщиной 0,5 мм позволила снизить разнотолщинность проката до 0,02 мм, непланшетность полосы до 2 мм, потери на перемагничивание P1,5/50 до 2,6 - 2,8 Вт/кг, повысить магнитную индукцию B2500 до 1,59 - 1,60 Тл при Δ B2500 = 0,08 - 0,09 Тл. 1 табл.
| Авторское свидетельство СССР N 1198961, кл С 21 d8/12, 1984 | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
