Привод системы программного управления перемещением по основному авт. св. №165959, в котором длительность программного сигнала определяет величину перемещения, а для кинематического присоедииепия выходного вала к непрерывно враи1ающемуся применена одно- или полуоборотная муфта, известен.
Предлагаемый привод отличается от известного тем, что в его кинематическую цепь введена дополнительная одно- или полуоборотная (стартстопная) муфта, связанная дифференциалом с выходным валом. Передаточное отношение дифференциала при этом выбирается в зависимости от необходимого наименьшего перемещения исполнительного элемента,, перемещаемого независимо от движения взаимодействующего с ним рабочего органа.
Такое выполнение привода позволяет повысить его разрешающую способность, упростить систему программного унравления и перемещать исполнительный элемент с большой скоростью.
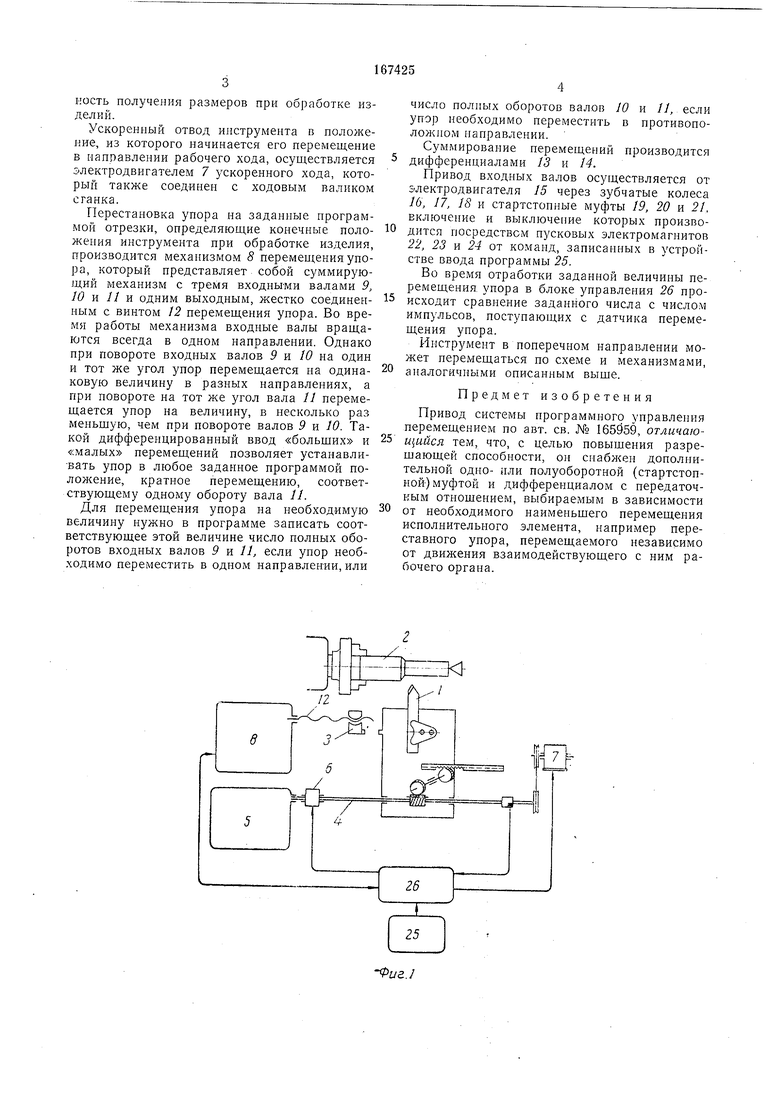
На фиг. 1 изображена блок-схема привода системы программпого управления; на фиг. 2--кинематическая схема механизма перемещения упора.
батываемого изделия 2, определяется передвигающимся упором 3, который в процессе обработки изделия автоматически устанавливается в задаваемое программой положение н ограничивает дальнейшее перемещение инструмента в направлении рабочего хода.
Привод ходового валика 4 для перемещения инструмента в направлении рабочего хода осуществляется от коробки подач 5 станка через фрикционную электромагнитную муфту 6, которая включается от команды, записанной в программирующем устройстве. После включения муфты инструмент перемещается
к направлении рабочего хода со скоростью, устанавливаемой соответствующими переключениями в коробке подач станка и обеспечивающей пеобходимые режимы резания при обработке данного изделия. Упор, установленный в заданное программой положение, ограничивает перемещение инструмента в направлении рабочего хода, и фрикционная электромагнитная муфта начинает проскальзывать. Момент подхода инструмента к упору
фиксируется конечным выключателем.
Отключение фрикционной электромагнитной муфты происходит с некоторой задержкой по времени, в течение которого обеспечивается надежный подход инструмента к упокость получения размеров при обработке изделий. Ускоренный отвод инструмента в положение, из которого начинается его перемещение в направлении рабочего хода, осуществляется электродвигателем 7 зскоренного хода, который также соединен с ходовым валиком станка. Перестановка упора на заданные програм.мой отрезки, определяющие конечные положения инструмента при обработке изделия, производится механизмом 8 перемеи ;ения упора, который представляет собой суммируюJдий механизм с тремя входными валами Я 10 к 11 и одним выходным, жестко соединенным с винтом 2 перемещения упора. Во вре.мя работы механизма входные валы вращаются всегда в одном направлении. Однако при повороте входных валов 9 к 10 на один и тот же угол упор перемещается на одинаковую величину в разных направлениях, а при повороте на тот же угол вала 11 перемещается упор на величину, в несколько раз меньщую, чем при повороте валов 9 и 10. Такой дифференцированный ввод «больщих и «малых перемещений позволяет устанавливать упор в любое заданное программой положение, кратное перемещению, соответствующему одному обороту вала //. Для перемещения упора на необходимую величину нужно в программе записать соответствующее этой величине число полных оборотов входных валов 9 и //, если унор необходимо переместить в одном направлении, или число полных оборотов валов 10 и //, если упор необходимо переместить в противоположном направлении. Суммирование перемещений производится дифференциалами 13 и 14. Привод входных валов осуществляется от электродвигателя 15 через зубчатые колеса 16, 17, 18 и стартстонные муфты 19, 20 и 21. включение и выключение которых производится посредством пусковых электромагнитов 22, 23 и 24 от команд, записанных в устройстве ввода программы 25. Во время отработки заданной величины перемещения упора в блоке управления 26 происходит сравнение заданного числа с числом импульсов, поступающих с датчика перемещения упора. Инструмент в поперечном направлении может перемещаться по схеме и механизмами, аналогичными описанным выще. Предмет изобретения Привод системы программного управления перемещение.м по авт. св. № 165959, отличающийся тем, что, с целью повыщения разрешающей способности, он снабжен дополнительной одно- или полуоборотной (стартстопной) муфтой и дифференциалом с передаточным отнощением, выбираемым в зависимости от необходимого наименьщего перемещения исполнительного элемента, например переставного упора, перемещаемого независимо от движения взаимодействующего с ним рабочего органа.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИВОД СИСТЕМЫ ПРОГРАММНОГО УПРАВЛЕНИЯПОЛОЖЕНИЕМ | 1964 |
|
SU165959A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU237577A1 |
| ЙСЕСОЮЗНАЯ I Экспериментальный научно-исследовательский "ncTHTjiTr, -.-гиу,..,-.--...^ ,^ .,)металлорежущих станковl''"''^"'*w itAlllntvfl>&i&—— 1^'^^^>&^0'»л* I | 1972 |
|
SU331852A1 |
| ОДНОШПИНДЕЛЬНАЯ СИЛОВАЯ ГОЛОВКА | 1995 |
|
RU2086386C1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU244105A1 |
| Устройство для переключения ремизоподъемной каретки ткацкого станка на обратный ход | 1986 |
|
SU1461781A1 |
| СТАНОК ДЛЯ ОБТОЧКИ КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ ДЛЯ ВОССТАНОВЛЕНИЯ ПРОФИЛЯ БАНДАЖА ЖЕЛЕЗНОДОРОЖНЫХ КОЛЕС | 1996 |
|
RU2107586C1 |
| Фрезерный станок | 1983 |
|
SU1087268A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| РЕЗЬБОНАРЕЗНОЙ НАТРОНВ ПТБФОНД зноенртов | 1971 |
|
SU418282A1 |

