Известен люнет станов холодной прокатки труб рычажного тина, состоящий из трех рычагов. Центрирование заготовки производится двумя рычагами - верхним и нижним, имеющими свои индивидуальные гидроцилиндры, а загрузка заготовки производится самостоятельным рычагом с приводом от электродвигателя.
Особенность описываемого люнета состоит в том, что он снабжен нижним рычагом с приводом от двух независимых гидроцилиндров через общую дифференциальную зубчатую передачу. Благодаря этому нижний рычаг имеет два различных по величине хода. Один ход используется для подачи заготовки на ось прокатки, а другой - для пропуска патрона подачи и центрирования заготовки. Таким образом, в люнете одним и тем же рычагом осуществляются загрузка заготовки, ее центрирование ц пропуск патрона подачи. Это позволяет исключить отдельный механизм подачи заготовки и сделать стан более компактным и легким.
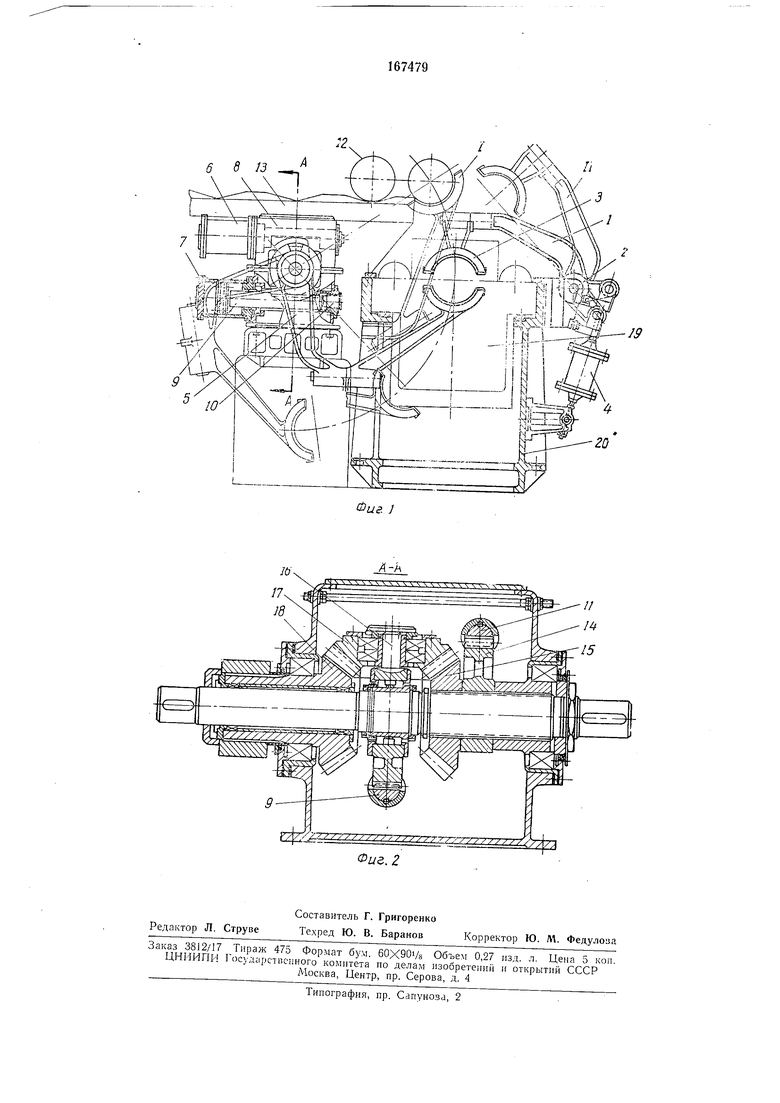
На фиг. 1 показан люнет в общем виде; на фиг. 2 - разрез по А-А на фиг. 1. ,
Верхний двуплечий рычаг } люнета качается на оси 2. Одно плечо рычага имеет вкладыш 5, соответствующий наибольшему диаметру прокатываемой заготовки, а другое плечо соединено со штоком гидроцилиндра 4,
приводящим рычаг в движение. Нижний рычаг 5 приводится в движение от двух независимых гидроцилиндров б и 7 через дифференциал 8. На станине смонтировано несколько пар рычагов; нижние рычаги соединены общей трансмиссией.
Принцип работы люнета следующий. В исходном положении верхние и нижние рычаги устанавливаются так, чтобы ось заготовки совпадала с осью прокатки. Такое положение рычагов изображено на фиг. 1 линиями основного контура чертежа. При исходном положении рычагов щток 9 гидроцилиндра 7 находится в переднем крайнем положении и соприкасается с упором 10, а шток// гидроцилиндра 6 - в заднем крайнем положении и убирается в крыщку гидроцилиндра.
Для приема заготовки 12 со стола загрузки 13 все нижние рычаги занимают верхнее положение /. При этом работают только гидроцилиндры 6. Рейка штока 1 вращает находящуюся с ней в зацеплении шестерню 14 и коническую шестерню 15. Поскольку водило 16 неподвижно, вращение шестерни 15 через шестерню 17 передается валу-шестерне 18, на котором закреплен нижний рычаг 5.
Для подъема нижних рычагов в верхнее положение / штоки гидроцилиндров б перемещаются из заднего крайнего положения в переднее, а для опускания рычагов с заготовкой 12 на ось прокатки-штоки перемещаются в обратном направленип. При работе гидроцилипдров 6 все рычаги 5, соедипенные общей трансмиссией, поднимаются или опускаются синхронно, сохраняя параллельное положение оси заготовки 12 относительно оси прокатки.
В процессе прокатки патрон гильзы 19 производит подачу заготовки в зону деформации; при этом он перемещается по раме 20 и поочередпо подходит к каждой паре рычагов. Для пропуска патрона гильзы нижние и верхние рычаги должны занять положение //, обеспечивающее беспрепятственное его перемещение. Это достигается перемещением верхнего рычага в крайнее верхнее положение при помощи гидроцилиндра 4, и нижнего рычага в крайнее заднее положение с помощью гидр о цилиндр а 7.
Настройка нижних рычагов на различные диаметры заготовок осуществляется с помощью упорных винтов 10.
Предмет изобретения
Люнет для заготовки к станам холодной прокатки труб, включающий устройство для центрирования заготовки с гидроприводом,
сгличающийся тем, что, с целью исключения отдельного механизма загрузки, люнет снабжен нижним рычагом с приводом от двух независимых гидроцилиндров через общую дифференциальную зубчатую передачу, позволяющим рычагу иметь два различных по величине хода, используемых один для подачи заготовки на ось прокатки, а другой - для пропуска патрона подачи заготовки и центрирования заготовки.
;2
6 8 13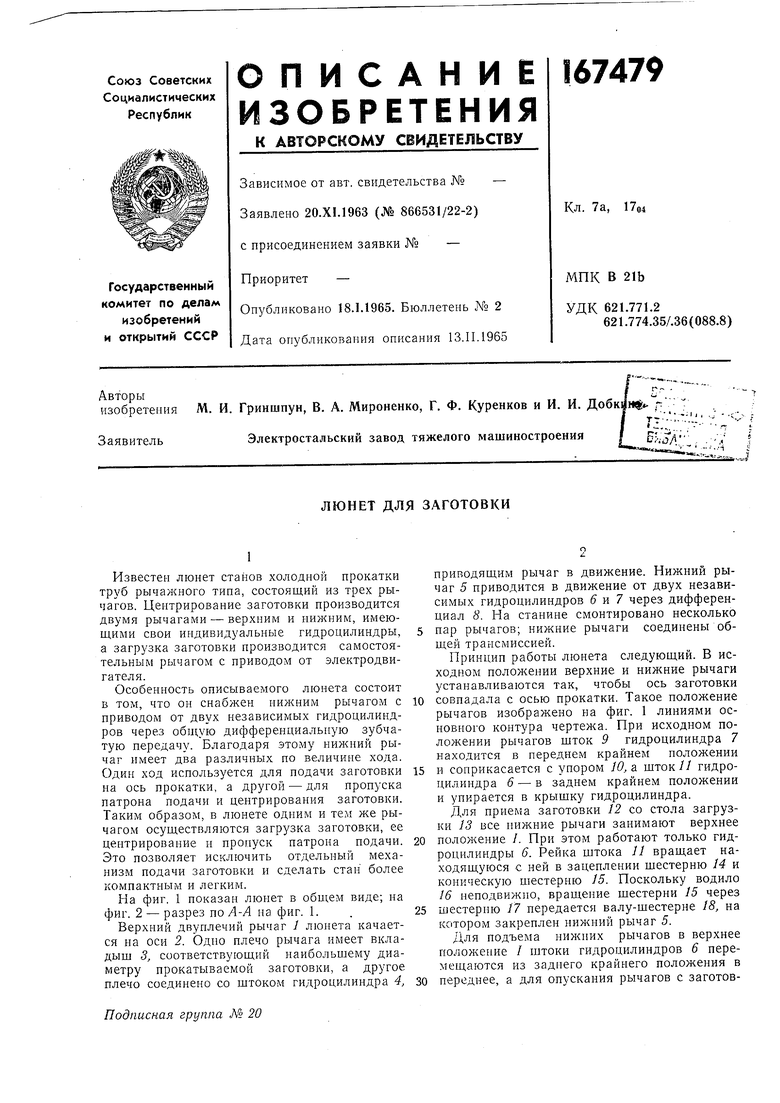

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ АВТОМАТИЧЕСКОЙ ЗАГРУЗКИ ЗАГОТОВОК В СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1969 |
|
SU236401A1 |
| РОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 2005 |
|
RU2308331C2 |
| Вспомогательное устройство к трубопрокатному стану | 1975 |
|
SU544481A1 |
| Стан для переменно-периодической прокатки трубчатых конических изделий | 1978 |
|
SU763029A1 |
| ТРЕХРОЛИКОВЫЙ ЦЕНТРОВАТЕЛЬ ТРУБОПРОКАТНОГО СТАНА | 1993 |
|
RU2040350C1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Передний стол стана холодной прокатки труб | 1978 |
|
SU759155A1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2008 |
|
RU2376087C1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
| Правильно-колибровочный стан | 1979 |
|
SU804068A1 |