Изобретение относится к черной и цветной металлургии, а именно к прокатному производству, и может быть использовано при прокатке сложных, фасонных профилей в универсальных четырехвалковых клетях.
Цель изобретения - упрощение настройки, повышение жесткости и тем самым точности прокатываемых профилей.
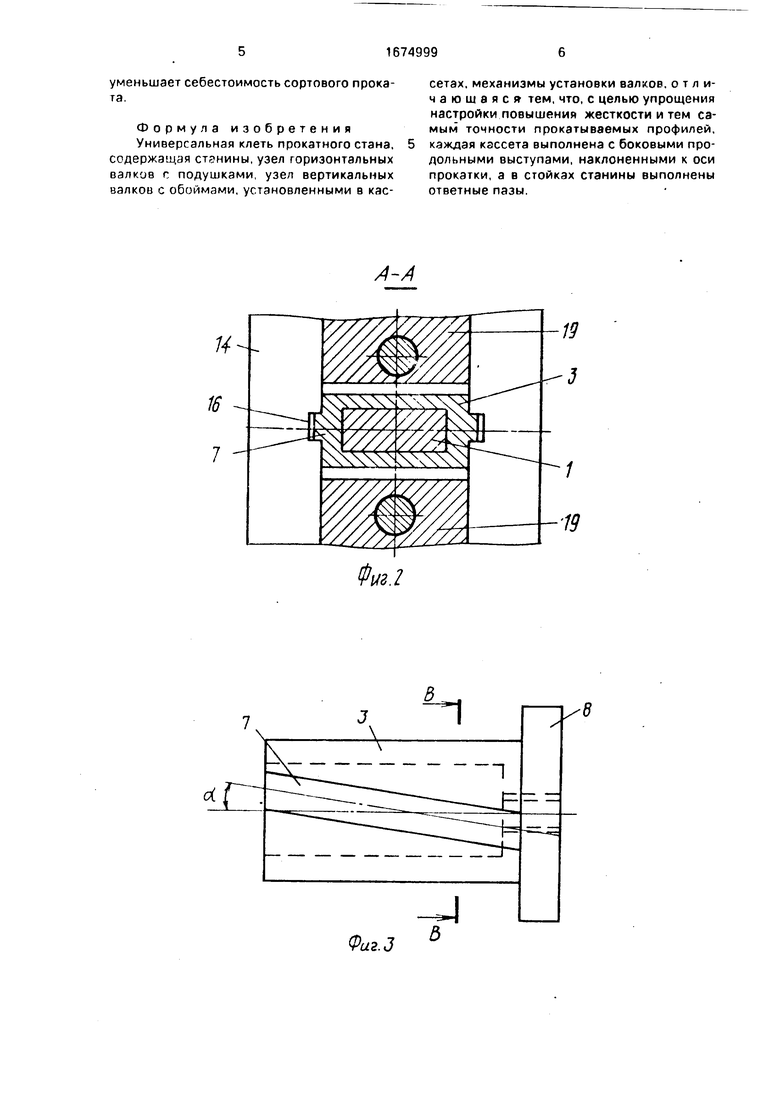
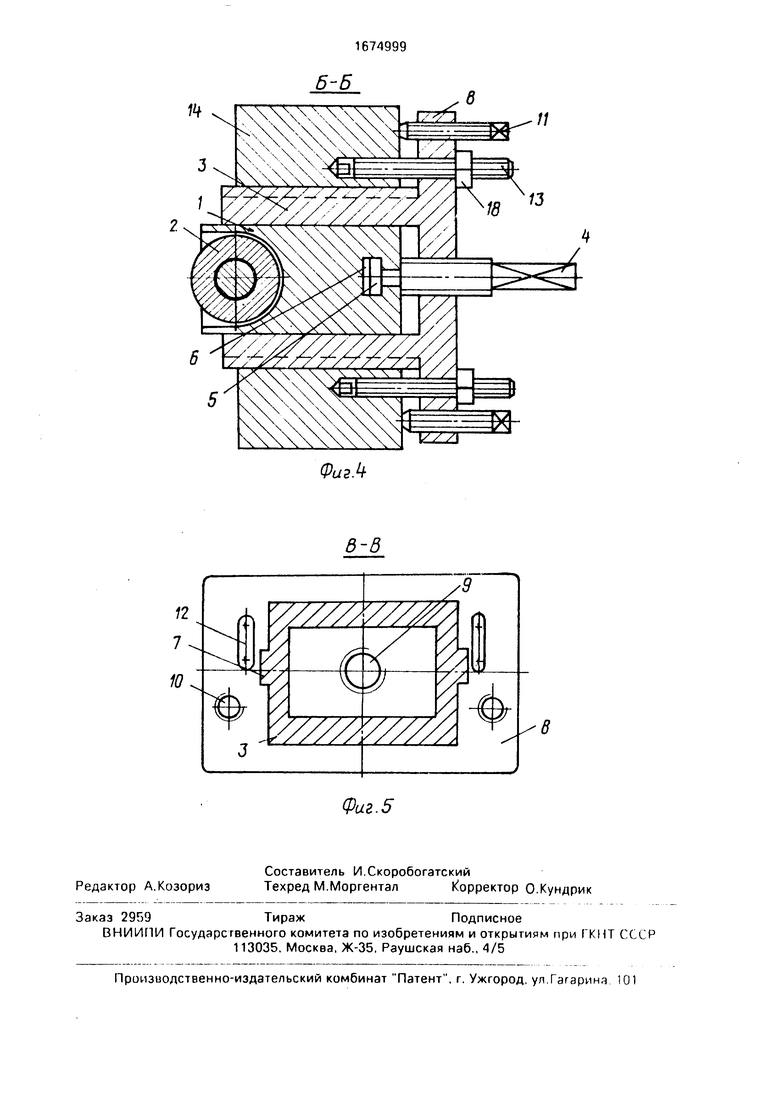
На фиг. 1 показана клеть, обший вид, продольный разрез; на фиг. 2 - разрез на фиг. 1; на фиг. 3 - направляющая кассета, вид сбоку; на фиг. 4 - разрез Б- Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 3.
Клеть включает обойму 1 з которой вмонтирован вертикальный валок 2 с подшипником. Обойма 1 установлена в направляющей кассете 3 и может перемещаться внутри нее с помощью нажимного винта 4, головка 5 которого соединена с пазом 6 Т-образной формы корпуса обоймы 1. Кассета 3 имеет боковые продольные выступы
7прямоугольного сечения, наклоненные к продольной оси кэссеты 3 под /том а. , и фланец 8, в котором выполнены резьбовое отверстие 9 для нажимного винта 4 и отверстия 10 для регулировочных винтов 11, а также овальные отверстия 12, через которые проходят крепежные шпильки 13, ввернутые в стойки 14 станины 15 рабочей клети.
8стойках 14 со стороны кассеты выполнены пазы 16, соответствующие наклону, форме и размерам сечения боковых выступов 7 кассеты 3, что позволяет перемещать кассету 3 вдоль оси горизонтальных валков 17 с помощью шпилек 13 и гаек 18.
Клеть работает следующим образом.
Устанавливают вертикальный валок 2 с подшипником на ось в паз обоймы 1. Головка 5 нажимного винта 4 вставляется в Т-образный паз 6 корпуса обоймы 1. Обойма 1 совместно с валком 2 и нажимным винтом 4 вводится в кассету 3 так, чтобы хвостовик винта 4 вышел из резьбового отверстия 9, и затем с помощью хвостовика нажимной винт 4 вкручивается в отверстие 9 донной части кассеты 3. После установки обоймы 1 и винта 4 в направляющую кассету 3 последняя устанавливается в окно станины 15 так, чтобы боковые выступы 7 вошли в соответствующие пазы 16 стоек 14 станины клети, а шпильки 13 прошли через овальные отверстия 12 фланца 8 направляющей рамы. После этого на шпильки 13 наворачиваются гайки 18, а в резьбовые отверстия 10 вводятся винты 12, затем производится настройка четырехвалковго калибра.
В клети обеспечивается независимая регулировка зазора между горизонтальными валками 17, так как подушки 19 не соприкасаются с кассетой 3, а ТЭКЖР
производится независимая плавная регулировка каждого вертикального валка 2 в горизонтальной и вертикальной плоскостях, не изменяя при этом положения горизонтальных валков 17. Перемещение вертикального валка 2 вверх или вниз производится путем продвижения направляющей кассеты 3 вдоль оси юризонталь- ных валков 17 вперед или назад с помощью
0 шпилек 13, гаек 18 и винтоп 1;. Из-за наклона боковых выступов 7 и соответствующих им пазов 16 в стойках 14 с га ним ы продвижение кассеты вперед или назад одновременно сопровождается подъемом или
5 опусканием кассзты относительно первоначального уровня. После подъема или опускания вертикального вапка 2 в необходимое положение производится корректировка положения валка 2 а горизонтальной пло0 скости вращением нажимного винта 4 в соответствующем направлении. После установки валка 2 в заданном положении относительно оси четырехвалкового калибра производится жесткое закрепление кас5 сеты 3 к стойкам 14 станины 15 рабочей клети с помощью шпилек 13, регулировочных винтов 12 и гаек 18.
Преимущества предлагаемой клети по сравнению с известной заключаются в том.
0 что достигается большая точность прокатываемых профилей за счет увеличения статической устойчивости и жесткости обоймы валка, тзк как корпус обоймы плотно удерживается по ьсей длине с четырех сторон
5 стенками направляющей кассеты, которая, в свою очередь, фиксируется боковыми выступами, взаимодействующими с соответствующими пазами стоек станичы; упрощается конструкция и повышается на0 дежность в эксплуатации зэ счет сокращения значительного количества мелких сопрягаемых деталей, требующих высокой точности изготовления, а также упрощения нажимного устройства вертикнльного вал5 ка; расширяется возможность применения предложенной установки валков за счет их использования как в обычних клетях, так и в клетях бесстзнинного типа, ускоряется и упрощается настройки четыре/валкового
0 калибра за счет независимой регулировки ка вертикальных, так и юризонтальных валков.
Предлагаемая клеть применима для прокатки слсжных фасонных профилей с до5 статочной точностью настройки калибра. Известно, что использование чогырехвэлко- вых калибров позволяет сократить число фа- сонных калибров в 1.2-1,5 рэза и значительно расширить сортамент станов. Сокращение числа фасонных калибров
уменьшает себестоимость сортового проката.
Формула изобретения
Универсальная клеть прокатного стана.
содержащая стгнины, узел горизонтальных
валков с подушками, узел вертикальных
валков с обоймами, установленными в кассетах, механизмы установки валков, отличающаяся- тем, что, с целью упрощения настройки повышения жесткости и тем самым точности прокатываемых профилей, каждая кассета выполнена с боковыми продольными выступами, наклоненными к оси прокатки, а в стойках станины выполнены ответные пазы.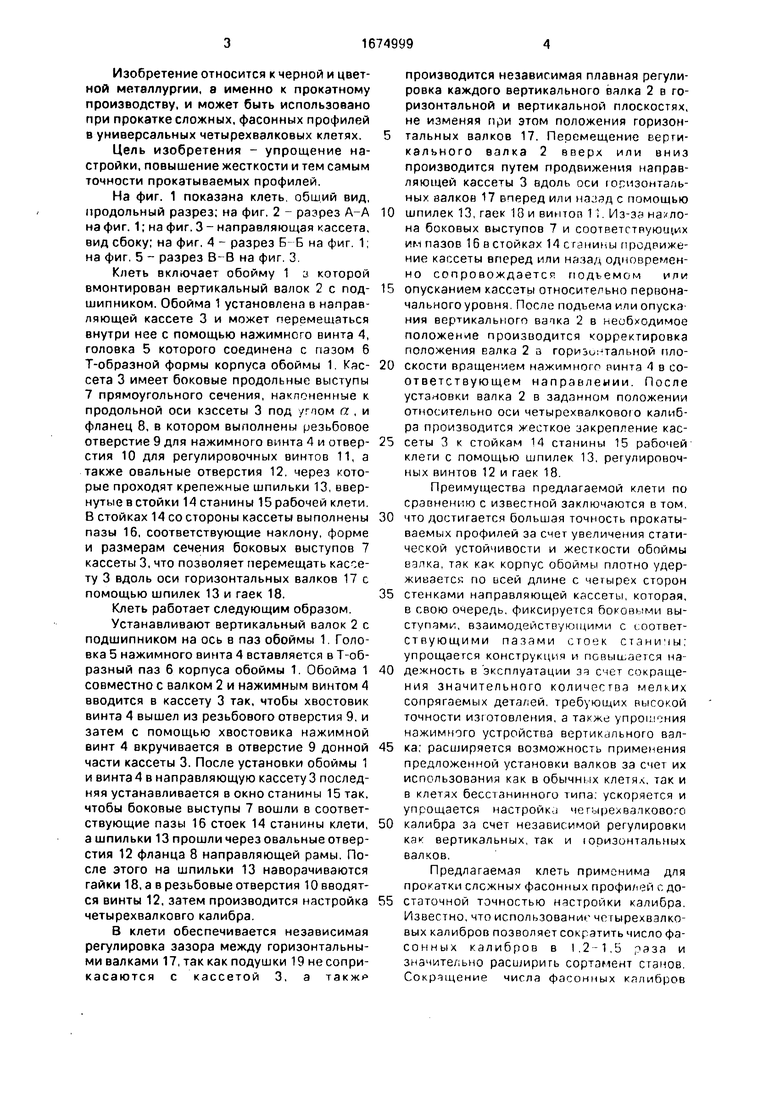
| название | год | авторы | номер документа |
|---|---|---|---|
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Универсальная клеть бесстанинного типа | 1990 |
|
SU1722630A1 |
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| ПРОКАТНАЯ КЛЕТЬ | 1999 |
|
RU2166393C2 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
| Кассета для неприводных валков клети с многовалковым калибром | 1983 |
|
SU1079319A1 |
| Четырехвалковая клеть для прокатки фланцевых профилей | 1989 |
|
SU1650293A1 |
| Кассета вертикального валка предварительно напряженной клети бесстанинного типа | 1981 |
|
SU956077A1 |
| Кассета вертикальных валков универсальной клети | 1981 |
|
SU946701A1 |
| ПРОКАТНАЯ КЛЕТЬ С КОНСОЛЬНЫМИ ВАЛКАМИ | 1999 |
|
RU2189874C2 |
Изобретение относится к черной и цветной металлургии а конкретно к прокатному производству, и может быть использовано при прокатке сложных фасонных профилей в универсальных четырехвалковых клетях Цель изобретения - упрощение настройки, повышение жесткости и тем самым точности прокатываемых профилей. Для настройки калибра валков на требуемый размер осуществляют перемещение кассеты 3 с вертикальным валком 2 в наклонных пазах стоек станин, что позволяет перемещать вертикальные валки в любом направлении относительно оси прокатки и поднимать или опускать их. После установки вертикальных валков осуществляется корректировка положения горизонтальных валков. Это обеспечивает независимую регулировку зазора между валками, упрощает конструкцию и настройку калибоа 5 ил СО С о VI Ю 0 О
А-А
Фиг-J
6-6
щ
. x ч 1 / /
ФигЛ
| Кассета вертикального валка четырехвалковой клети | 1983 |
|
SU1117095A1 |
| Кассета для вертикального валка универсальной клети | 1980 |
|
SU942823A1 |
| Кассета вертикального валка универсальной клети | 1980 |
|
SU942822A1 |
