Изобретение относится к машиностроению и предназначено для зажима деталей или изделий при механической обработке, сборке или испытаниях.
Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры зажимаемых деталей путем зажима не только по цилиндрическим отверстиям, но и по торцовым поверхностям через цилиндрические установочные отверстия.
На фиг. 1 изображена оправка при зажиме детали в торец, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - оправка при зажиме и центрировании детали по цилиндрическому отверстию, продольный разрез.
Оправка состоит из корпуса 1 со ступенчатым отверстием, сухарей 2, расположен- ных в радиальных пазах корпуса 1, кольцевой пружины 3, стягивающей сухари 2 и расположенной в пазах сухарей 2 и кольцевой проточке корпуса 1, центрирующего фланца 4 для установки по посадочному отверстию зажимаемой детали 5, направляющих ступенчатых пальцев 6, установленных ступенью большего диаметра в отверстиях корпуса 1 и жестко закрепленных ступенью меньшего диаметра во фланце 4, конусного клина 7, закрепленного на тяге 8 приводного устройства (не показано), и пружин 9, размещенных между дном корпуса 1 и фланцем 4. Корпус 1 закрыт крышкой 10.
Устройство для зажима при зажиме деталей в торец через посадочное отверстие зажимаемой детали работает следующим образом.
В исходном положении тяга 8 вместе с конусным клином 7 находятся в левом крайнем положении, сухари 2 под действием кольцевой пружины 3 утоплены в пазы корпуса 1, сама пружина 3 находится в пазах сухарей 2 и кольцевой проточке корпуса 1 и не выступает за пределы наружной цилиндрической поверхности корпуса 1. Корпус 1 отжат пружиной 9 от фланца 4 в крайнее левое положение до упора в уступ направляющих пальцев 6 на величину а.
Деталь 5, предназначенная для обработки или испытания, устанавливается на центрирующий фланец 4.
После этого включается привод (не показан). Тяга 8 перемещается вместе с конусным клином 7 вправо и раздвигает сухари 2 до тех пор, пока буртик конусного клина 7 не упрется в сухари 2, после чего начинает двигаться корпус 1 вместе с раздвинутыми сухарями 2, сжимаются пружины 9, сухари
2 прижимают изделие 5 к фланцу. Деталь 5 зафиксирована.
Такая последовательность операций по зажиму деталей обуславливается тем. что
кольцевая пружина 3 имеет меньшую жесткость, чем пружины 9.
Для того, чтобы разжать деталь 5 (фиг.1), необходимо изменить направление движения тяги 8 на обратное. При этом тяга 8
перемещается влево и вместе с ней под воздействием пружин 9 перемещается корпус 1 с сухарями 2 на величину а, т.е. до упора дна корпуса 1 в уступы направляющих пальцев 6. Деталь 5 от зажима освобождается.
Дальнейшее перемещение тяги 8 влево приводит к перемещению конусного клина
7относительно корпуса 1 и вместе с этим к перемещению сухарей 2 под действием пружины 3 внутрь корпуса 1. Перемещение тяги
8влево ограничивается упором на приводе (не показано).
При зажиме детали 5 по поверхности посадочного отверстия оправка работает
следующим образом.
В этом случае для зажима детали 5 с центрированием сухарями 2 по ее посадочному отверстию необходимо, чтобы диаметр посадочного отверстия детали 5 был
больше диаметра посадочного фланца 4.
Деталь 5 одевается на корпус 1. После включения привода тяга 8 перемещается вправо и под воздействием конусного клина 7 выдвигает сухари 2, которые упираются в
посадочную цилиндрическую поверхность детали 5. При этом происходит не только фиксация детали 5 по посадочной цилиндрической поверхности ее но и осуществляется прижатие ее к фланцу 4, что ведет к
более надежной фиксации детали 5.
Разжим детали происходит в обратном порядке.
Формула изобретения
Раздвижная центровая оправка, содержащая корпус со ступенчатым отверстием, смонтированные в радиальных пазах корпуса сухари, установленный с возможностью
осевого перемещения приводной элемент с конусным клином и кольцевую пружину, охватывающую сухари и расположенную в пазах последних и проточке корпуса, отличающаяся тем, что, с целью расширения
технологических возможностей за счет увеличения номенклатуры зажимаемых деталей, оправка снабжена центрирующим фланцем, ступенчатыми пальцами, ступень меньшего диаметра которых жестко соединена с упомянутым фланцем, и пружинами,
размещенными между последним и корпусом и имеющими жесткость больше жесткости кольцевой пружины, при этом в корпусе выполнены отверстия для размещения стуцев, уступы последних предназнач взаимодействия с дном ступенчато стия корпуса, а на каждом сухаре в выступ, предназначенный для взаи
пени большего диаметра ступенчатых паль- 5 вия с торцом зажимаемой детали.
цев, уступы последних предназначены для взаимодействия с дном ступенчатого отверстия корпуса, а на каждом сухаре выполнен выступ, предназначенный для взаимодейст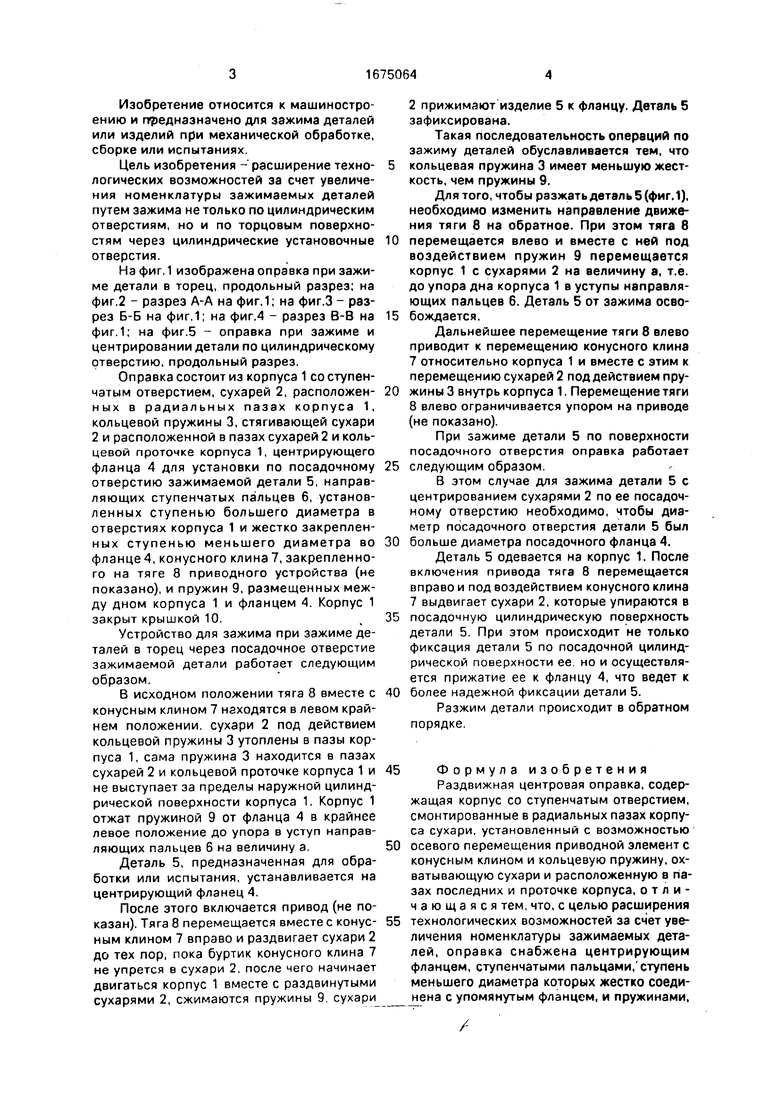
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для сборки прессовых соединений деталей типа "вал-втулка | 1976 |
|
SU733952A1 |
| Приспособление для закрепления плунжера при обработке | 2017 |
|
RU2698119C1 |
| Устройство для закрепления нежестких фланцев | 1986 |
|
SU1430185A1 |
| Оправка | 1988 |
|
SU1690964A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| Устройство для закрепления деталей | 1981 |
|
SU1038174A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАКРЕПЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ | 1973 |
|
SU390879A1 |
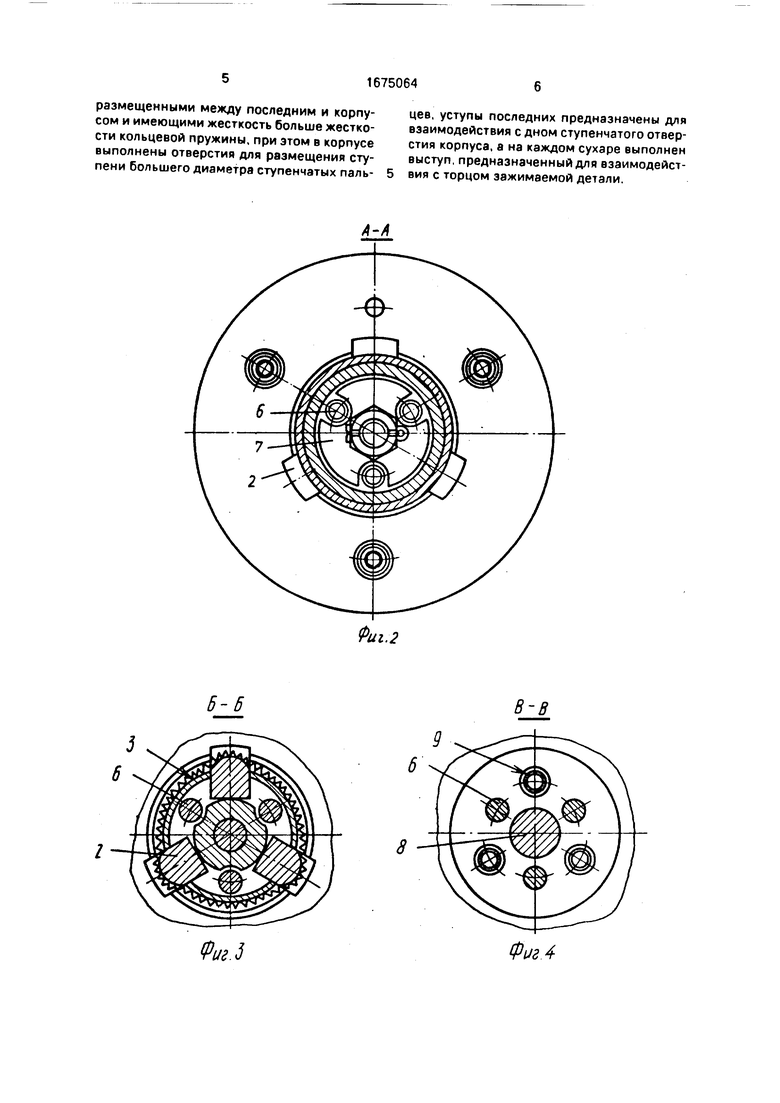

Изобретение относится к машиностроению и предназначено для зажима деталей или изделий при механической обработке, сборке или испытаниях. Цель изобретения - расширение технологических возможностей за счет увеличения номенклатуры зажимаемых деталей путем зажима не только по цилиндрическим отверстиям, но и по торцовым поверхностям через цилиндрические установочные отверстия. Оправка состоит из корпуса 1 со ступенчатым отверстием. В радиальных пазах корпуса 1 смонтированы сухари 2, стянутые кольцевой пружиной 3, расположенной в пазах сухарей 2 и кольцевой проточке корпуса 1. Оправка снабжена центрирующим фланцем 4 для установки по посадочному отверстию зажимаемой детали 5. Ступенчатые пальцы b установлены ступенью большего диаметра в отверстиях корпуса 1 и сухарей 2 и жестко закреплены ступенью меньшего диаметра во фланце 4. На тяге 8 приводного устройства закреплен конусный клин 7. Между фланцем 4 и корпусом 1 размещены пружины 9, имеющие жесткость больше жесткости кольцевой пружины 3. 5 ил Ё О VI ел о сь Фиг.1
6-6
ФигЗ
в-в
Фиг 4
Фиг.5
| Ансеров М.А | |||
| Зажимные приспособления для токарных и круглошлифоваль- ных станков | |||
| М.-Л.: Машгиз, с.101, 102 | |||
| Способ закалки пил | 1915 |
|
SU140A1 |
