ч- 16
п
3
J2
4
СО
00
ел
Изобретение относится к станкостроению, а конкретно К устройствам для закрепления нежестких фланцев -с периферийными отверстиями, параллельными их цен- ральным осям.
; Целью изобретения является повышение Ьронзводительности и точности путем обеспечения обработки наружной и внутренней поверхностей фланца за один установ.
На фиг. 1 показано устройство, осевой разрез; на фиг. 2 - разрез А-А на фиг. 1. i Устройство содержит фланец 1 для креп- ления его к шпинделю токарного станка, кор- inyc 2 в виде оправки с периферийными отверстиями 3 как у закрепляемой детали. Внутри корпуса 2 расположено коромысло 4, В котором выполнено три периферийных отверстия, совпадающих с отверстиями 3 корпуса 2, и центральное отверстие, через которое проходит тяга 5 с клином 6, закрепленным на ней при помощи резьбы и контрящей пробки 7.
Внутри коромысла 4 выполнены радиальные отверстия, в которых расположены подпружиненные плунжеры 8. Каждый из плунжеров установлен с опорой на клин 6 при помощи ролика 9, а с другой стороны .плужера В выполнена вилка 10 для контакта с удлиненной цилиндрической проточкой 11 зажимного пальца 12.
Закрепляемая деталь 13 представляет собой нежесткий фланец с тремя периферийными отверстиями и внутренней цилиндрической поверхностью для базирования. У детали необходимо расточить центральное отверстие Б и обточить наружную поверхность В с обеспечением жестких технических требований по соосности.
Для обеспечения прилегания коромысла 4 к сферической поверхности клина 6 в корпусе 2 имеются пружины 14. Ограничительные щтифты 15 служат для правильной ориентации коромысла 4 в корпусе 2. Соосно с плунжерами 8 в радиальных отверстиях коромысла 4 расположены защелки 16, которые служат для предварительной фиксации зажимных-пальцев 12 в периферийных отверстиях коромысла 4.
Устройство работает следующим образом.
Деталь 13 устанавливается на цилиндрическую часть корпуса 2. Через периферийные отверстия детали 13, корпуса 2 и коромысла 4 вставляются зажимные пальцы 12 до предварительного закрепления их защелкой 16, попадающей на цилиндрическую проточку 11 зажимного пальца 12.
В исходном положении тяга 5 находится в крайнем правом положении, пружины 14 обеспечивают контакт правого тор- ца коромысла 4 с внутренней поверхностью корпуса 2, что облегчает попадание зажим0
5
0
5
0
5
0
5
0
5
ных пальцев 12 в периферийные отверстия коромысла 4.
Включается привод, тяга 5 с клином 6 идут влево, ролики 9 плунжеров 8 выходят на цилиндрическую часть клина 6 и перемещают подпружиненные плунжеры 8 в радиальном направлении до момента зацепления вилки 10 с цилиндрической проточкой 11 зажимных пальцев 12. Сферическая часть клина 6 вступает в контакт с конической частью KOpOMbiCvia 4, чем обеспечивается равномерный зажим детали через зажимные пальцы 12.
Жесткая система: шпиндель станка - фланец 1 - корпус 2 с зажатой деталью 13., приводится во вращение, и деталь обрабатывается по поверхностям Б и В без перестановок.
При разжиме тяга 5 с клином 6 перемещается вправо, подпружиненные плунжеры 8 перемещаются в радиальном направлении, так как ролик 9 переходит с цилиндрической части клина 6 на коническую. Вилка 10 плунжера 8 выходит из зацепления с цилиндрической проточкой 11 и освобождает зажимные пальцы 2, которые вынимаются из отверстий. Обработанную деталь 13 снимают, цикл повторяется.
Выполнение корпуса предложенного устройства в виде оправки для базирования детали по внутрен}1ей цилиндрической поверхности, наличие базирующих отверстий в корпусе и коромысле для проходов зажимных пальцев, которые играют роль силовых элементов зажима и выполнены с возможностью взаимодействия с фиксирующими элементами - плунжерами, обеспечивают отсутствие деформации детали при ее закреплении и, следовательно, повыщают точность обработки соосных поверхностей без дополнительных переустановок.
Формула изобретения
Устройство для закрепления нежестких фланцев, имеющих периферийные параллельные его оси отверстия, в корпусе которого размещено коромысло с установленными в нем с возможностью радиального перемещения посредством связанного с осевым приводом клина подпружиненными плунжерами, отличающееся тем, что, с целью повышения производительности и точности путем обеспечения обработки наружной и внутренней поверхностей фланца за один установ, оно снабжено зажимными пальцами с выполней- ными проточками на концах, а корпус выполнен в виде оправки с периферийнымк отверстиями, предназначенными для размещения зажимных пальцев, при этом коромысло подпружинено в осевом направлении относительно корпуса, а на концах плунжеров выполнены вилки, предназначенные для взаимодействия с проточками на пальцах.
Л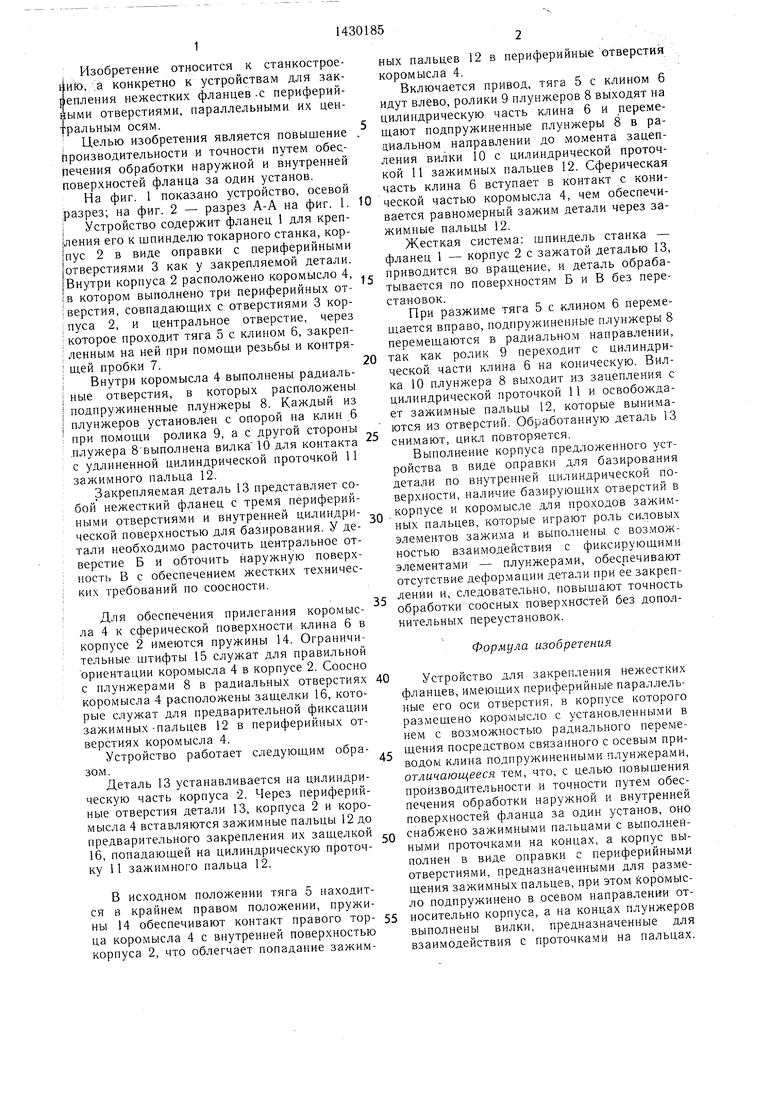
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1988 |
|
SU1567331A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Универсальный патрон | 1990 |
|
SU1814993A1 |
| Зажимное устройство | 1985 |
|
SU1303346A1 |
| Раздвижная центровая оправка | 1989 |
|
SU1675064A1 |
| Разжимная оправка | 1981 |
|
SU986630A1 |
| Агрегатный станок | 1982 |
|
SU1042957A1 |
| Устройство для формования изделий "мюзле | 1977 |
|
SU751485A1 |
| Устройство для закрепления деталей | 1979 |
|
SU837741A1 |
| Способ установки детали и устройство для его осуществления (варианты) | 2015 |
|
RU2639589C2 |
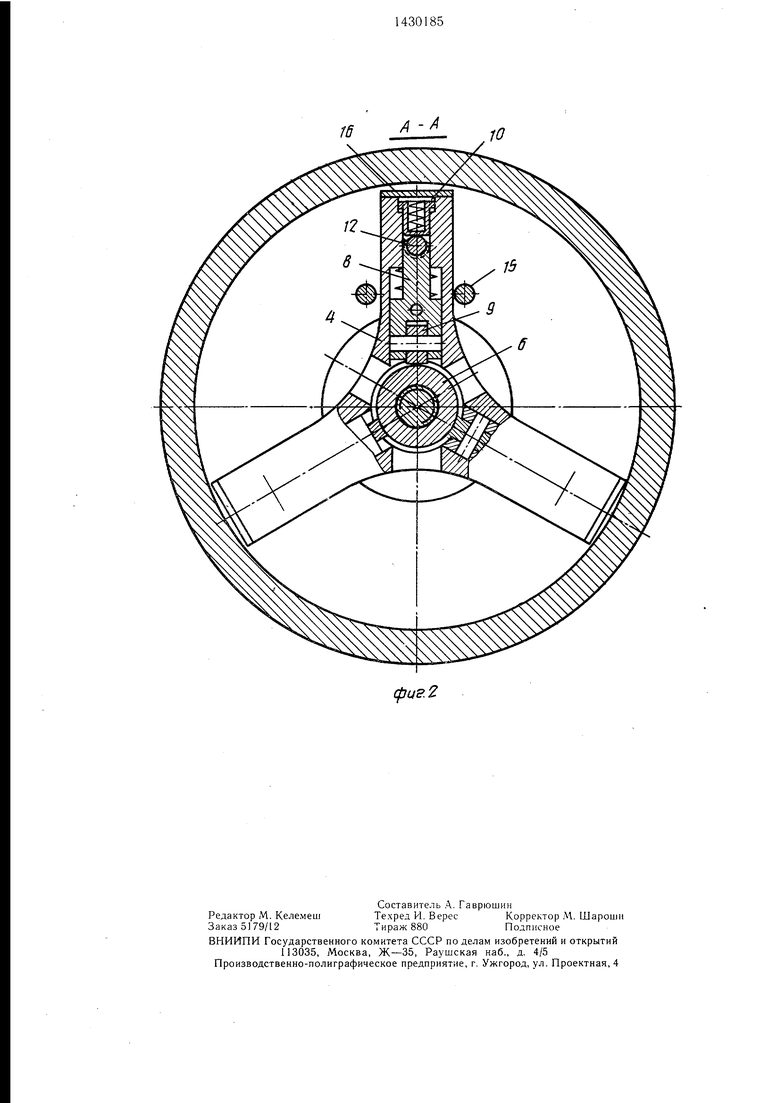
Изобретение относится к станкостроению, к устройствам для закрепления нежестких фланцев с периферийными отверстиями, параллельными их центральным осям. Целью изобретения является повышение производительности и точности путем обеспечения обработки наружной и внутренней поверхностей фланца за один ус- танов. Корпус 2 посредством фланца 1 крепится к шпинделю станка. Корпус выполнен в виде оправки с периферийными отвер стиями 3, в которых установлены зажимные пальцы 12 с проточками 11 на концах. В коромысле 4 размещены плунжеры 8, на концах которых выполнены вилки 10, взаимодействующие с проточками 11 на пальцах 12. Плунжеры контактируют с клином 6, установленным на тяге 5 осевого привода через ролики 9. Деталь 13 устанавливают на корпус 2 и через отверстия в детали и корпусе вводят зажимные пальцы 12, которые фиксируются защелками 16. Затем тяга 5 подается влево, клин 6 разводит плунжеры 8 и их вилки 10 входят в проточки и пальцев 12. При дальнейшем движении тяги 5 через сферическую поверхность клина 6 и коническую поверхность, выполненную на коромысле 4, происходит перемещение коромысла 4 и через вилки 10 - перемещение пальцев 12, зажимающих деталь 13. Разжим осуществляется при движении тяги 5 вправо. При этом вилки 10 освобождают пальцы 12, которые извлекают из корпуса 2, освобождая деталь. 2 ил. (Л
фиг 2
| Устройство для закрепления деталей | 1979 |
|
SU795737A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
