Изобретение относится к промышленности строительных материалов, а именно к производству железобетонньх монолитных объемных блоков полной заводской готовности.
Целью изобретения является повышение производительности труда.
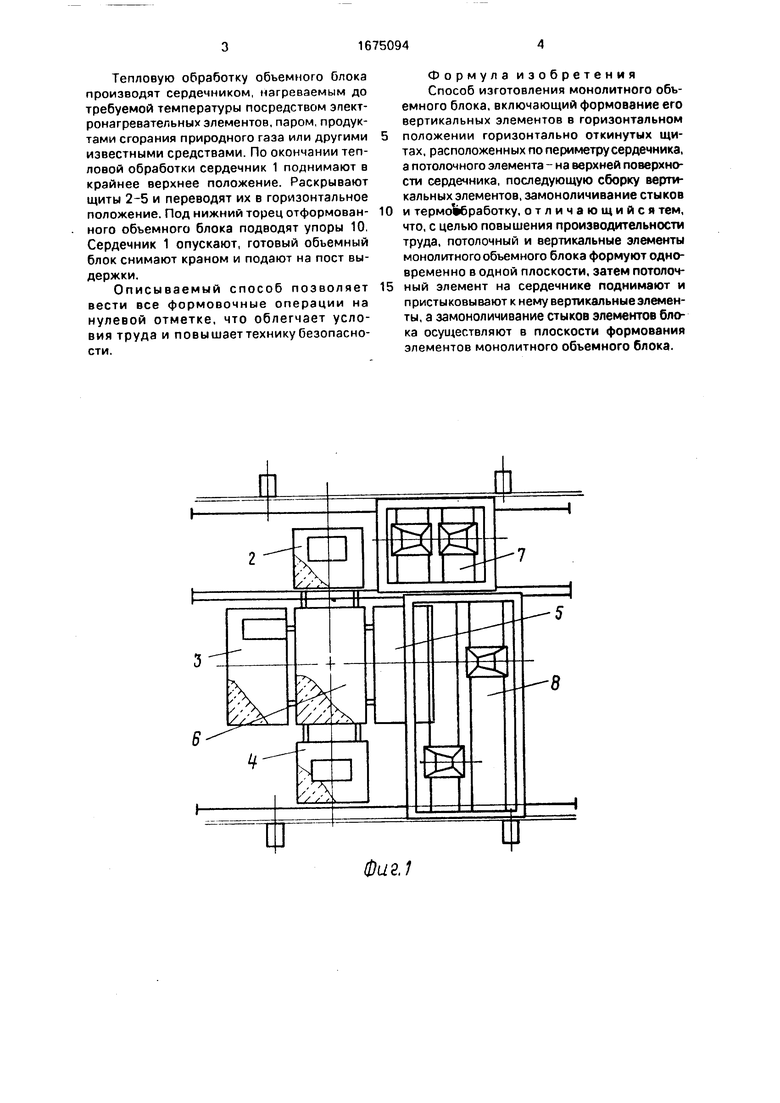
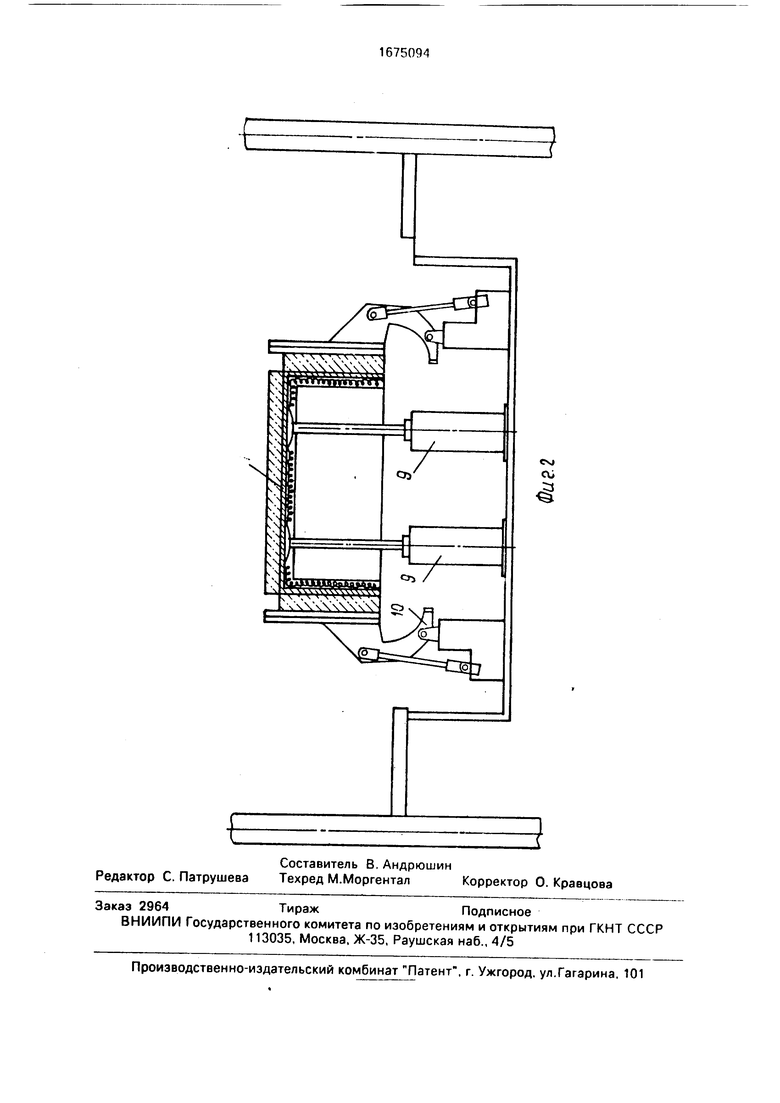
На фиг. 1 изображена схема формовки элементов блока; на фиг 2 - схема стыковки потолочного и вертикальных элементов блока.
Способ изготовления монолитного объемного блока осуществляют следующим образом.
Предварительно переводят в горизонтальное положение опалубочные поверхности. Для этого раскрывают замки, связывающие сердечник 1 с боковыми вертикально расположенными щитами 2-5, откидывают их в горизонтальное положение. Сердечник 1 с помощью подъемно-опускного устройства 5, например гидроцилиндра, опускают в нижнее положение так, чтобы формующие поверхности щитов 2-5 и верхняя торцовая
поверхность 7 сердечника были расположены в одной плоскости. Далее начинают од новременно бетоноукладчиками 8 и 9 укладку бетонных смесей Подача к каждому бетоноукладчику автономна Бетоноукладчиком 3 укладывают бетон на щит 2, на котором формуют наружную стеновую панель, а бетоноукладчиком 9 - на щиты 3, 4, 5 и поверхность 7 сердечника Затем производят уплотнение бетона вибраторами, смонтированными на наружной поверхности щитов, и вибробрусами бетоноукладчиков 8 и 9.
По окончании процесса формования бетона сердечник с помощью подъемно- опускного устройства 6 поднимают. Щиты 2-5 переводят в вертикальное положение Соединяют арматурные выпуски стен - вертикальных элементов и потолка После этого сердечник и стены опускают, располагая в плоскости формования углы объемного блока, и заливают их бетоном
сл
С
Os
VI ел о ю
N
Тепловую обработку объемного блока производят сердечником, нагреваемым до требуемой температуры посредством электронагревательных элементов, паром, продуктами сгорания природного газа или другими известными средствами. По окончании тепловой обработки сердечник 1 поднимают в крайнее верхнее положение. Раскрывают щиты 2-5 и переводят их в горизонтальное положение. Под нижний торец отформованного объемного блока подводят упоры 10, Сердечник 1 опускают, готовый объемный блок снимают краном и подают на пост выдержки.
Описываемый способ позволяет вести все формовочные операции на нулевой отметке, что облегчает условия труда и повышает технику безопасности.
Формула изобретения Способ изготовления монолитного объемного блока, включающий формование его вертикальных элементов в горизонтальном
положении горизонтально откинутых щитах, расположенных по периметру сердечника, а потолочного элемента - на верхней поверхности сердечника, последующую сборку вертикальных элементов, замоноличивание стыков
и термообработку, отличающийся тем, что, с целью повышения производительности труда, потолочный и вертикальные элементы монолитного объемного блока формуют одновременно в одной плоскости, затем потолочный элемент на сердечнике поднимают и пристыковывают к нему вертикальные элементы, а замоноличивание стыков элементов блока осуществляют в плоскости формования элементов монолитного объемного блока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовления объемных железобетонных блоков | 1989 |
|
SU1722843A1 |
| Установка для формования монолитных объемных железобетонных элементов типа "колпак" | 2023 |
|
RU2805026C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ЭЛЕМЕНТОВ | 1970 |
|
SU282115A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| ФОРМОВОЧНЫЙ ПОСТ ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ БЛОКОВ | 1991 |
|
RU2026778C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2106962C1 |
| Установка для формования объемныхэлЕМЕНТОВ | 1979 |
|
SU837877A1 |
| Установка для формования объемных элементов и арматурный каркас для объемных элементов | 1981 |
|
SU996196A1 |
| Установка для изготовления сборно-монолитных объемных элементов | 1990 |
|
SU1735011A1 |
| Способ изготовления монолитных объемных блоков | 1989 |
|
SU1735542A1 |
Изобретение относится к промышленности строительных материалов, а именно к производству железобетонных монолитных объемных блоков Цель изобретения повышение производительности труда Способ изготовления монолитного объемного блока заключается в том, что все элементы монолитного объемного блока, потолочный и вертикальные, формуют одновременно в одной горизонтальной плоскости на горизонтально откинутых щитах и верхней поверхности сердечника После стыковки отформованных элементов, осуществляемой в результате поворота всех щитов в вертикальное положение, замоноличивание стыков производят в плоскости формования элементов монолитного обьемного блока 2 ил
Фиг,1
es
CXi
Ј
| Способ изготовления объемных блоков | 1979 |
|
SU783018A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
