Изобретение относится к строительной области, а именно к технологическому оборудованию для производства железобетонных монолитных объемных блок-комнат полной заводской готовности.
Целью изобретения является повышение производительности и увеличение съема изделий с единицы площади.
На фиг. 1 показана описываемая установка, план; на фиг. 2,3.4 - соответственно разрезы А-А, Б-Б, В-В на фиг. 1.
Установка содержит основание 1, установленные на нем сердечники 2 и 3, продольные 4 и поперечные 5 щиты наружной опалубки с вибраторами 6. две камеры 7 тепловой обработки, распалубочное устройство с приводами поворота щитов. Распалубочное устройство выполнено с пространственными конструкциями, имеющими составные шарнирные опоры 8.
Каждая опора 8 нижней частью жестко соединена с соответствующей платформой 9 или 10, а верхней с одним из щитов опалубки. Опоры 8 составлены из секций 11 и 12, соединенных между собой шарниром 13.
Платформы 9 и 10 выполнены в виде рам и имеют катки 14 для перемещения по рельсам 15 под действием гидроцилиндров 16, прикрепленных посредством кронштейнов 17 к секциям 12, а с помощью стоек 18 к рельсам 15. Верхние секции 11 опор 8 шарнирно соединены с приводами 19 поворота щитов в вертикальной плоскости.
Камеры 7 тепловой обработки размещены симметрично относительно оси установки и при крайних положениях платформ 9 и 10, несущих продольные щиты 4 опалубки, расположены в пределах пространственных конструкций. Сердечники 2 и 3 жестко соединены между собой сцепкой 20 и установлены с возможностью возвратно-поступательного движения, при этом расстояние между ними равно расстоянию между осями установки и камеры тепловой обработки,
Установка работает следующим образом:
В исходном положении сердечник 2 расположен в зоне формования по оси установки, щиты 4 и 5 наружной опалубки - в горизонтальном положении. Верхний торец сердечника 2 и щиты 4 и 5 размещены на уровне пола цеха. На щиты 4 и 5 укладывают арматуру. Затем одновременно двумя бетоноукладчиками начинают укладку бетонной смеси на поверхность всех щитов, в том числе и на щит, где формуют наружную стену.
Уплотнение производят вибробрусами бетоноукладчиков и дополнительно вибраторами 6 уплотняют наружную стену.
После формования приводами 19 поворачивают щиты 4 и 5 наружной опалубки из горизонтального положения в вертикальное. Перемещают гидроцилиндрами 16 платформы 9 и 10, приближая каждый из щитов с отформованной стеной к сердечнику, и фиксируют их в вертикальном положении с помощью замков. Укладывают арматурную сетку на верхнюю плоскость сердечника 2,
стержни в углы объемного блока, соединяют их между собой и с выпусками арматуры стен. Производят укладку бетонной смеси, после чего начинают обогрев полости сердечника. Обогрев длится 3-4 ч.
Отформованный и частично прогретый железобетонный блок вместе с сердечником 2 откатывают с помощью лебедки в свободную камеру 7. Одновременно перемещают готовый объемный блок с сердечником 3, находящийся во второй камере 7, в зону формования по оси установки. В камере 7 блок выдерживают 5-6 ч при требуемой температуре. В период тепловой обработки блока камера 7 закрыта раздвижными шторками 21. В
зоне формования производят отрыв готового железобетонного объемного блока от сердечника 2 выталкивателями 22, приводимыми в действие гидроцилиндрами 23.
Описанная установка за счет перемещения продольных и поперечных щитов может изготавливать блоки разных типоразмеров и видов, в том числе и с наружной стеной, располагаемой на продольном щите 4 (для торцов зданий).
Данное изобретение, основанное на формовании элементов блока в горизонтальной плоскости, имеет следующие преимущества: возможность применения жестких бетонных смесей, что позволяет
экономить 200-350 кг цемента на 1 м бетона, возможность одновременного формования всех элементов блока, возможность одновременного применения смесей разной жесткости для наружных и внутренних
стен, повышение производительности, увеличение оборачиваемости установки за счет ускорения процесса формования, сокращение производственной площади.
Формула изобретения
Установка для изготовления объемных железобетонных блоков, содержащая основание, установленные на нем сердечник и щиты наружной опалубки, распалубочное
устройство с приводами поворота в вертикальной плоскости, отличающаяся тем, что, с целью повышения производительности и увеличения съема изделий с единицы площади, она снабжена дополнительным сердечником, жестко связанным с
основным, двумя соосно расположенными камерами тепловой обработки, пространственными конструкциями для поворотных щитов, каждая из которых выполнена в виде составной шарнирной опоры, жестко закрепленной на платформе нижней частью, а верхней соединенной жестко со щитом и
шарнирно с приводом его поворота, при этом платформы и сердечники выполнены подвижными, расстояние между сердечниками равно расстоянию между осями установки и камеры тепловой обработки, причем каждая пространственная конструкция охватывает последнюю.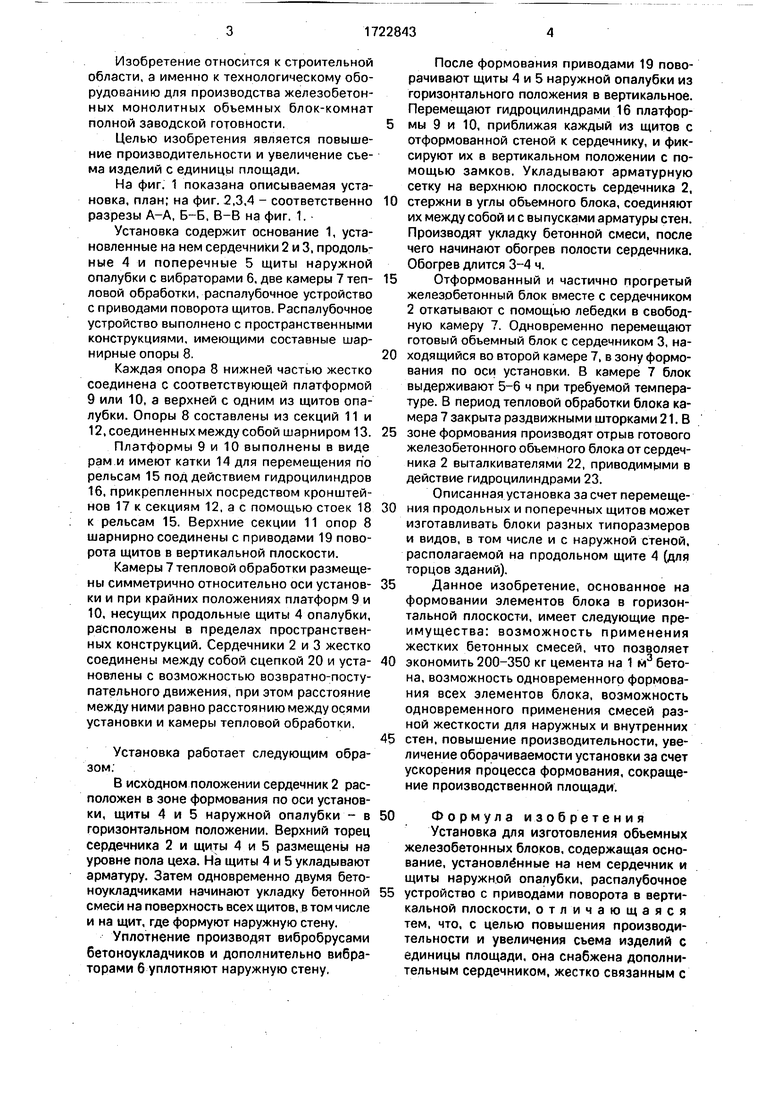
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1992 |
|
RU2037408C1 |
| Способ изготовления монолитного объемного блока | 1988 |
|
SU1675094A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ОБЪЕМНЫХ БЛОКОВ | 1993 |
|
RU2106962C1 |
| Установка для изготовления объемных элементов из бетонных смесей | 1977 |
|
SU743876A1 |
| Способ изготовления монолитных объемных блоков | 1989 |
|
SU1735542A1 |
| Пост формования технологической линии для изготовления объемных блоков | 1985 |
|
SU1465334A1 |
| Установка для формирования объемных элементов | 1980 |
|
SU874362A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРОБЧАТЫХ ЖЕЛЕЗОБЕТОННЫХ ИЗДЕЛИЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2099184C1 |
| Установка для изготовления предварительно напряженных железобетонных объемных элементов | 1976 |
|
SU710804A1 |
| Способ производства объемного модуля | 2019 |
|
RU2715781C1 |

Изобретение относится к строительной индустрии, к производству объемных железобетонных конструкций типа блок-комнат. Целью изобретения является повышение производительности и увеличение сьема изделий с единицы площади. Достигается это тем, что установка имеет формовочный пост с передвижными пространственными рамными конструкциями, содержащими щиты наружной опалубки, находящиеся в горизонтальном положении на период укладки и формовки бетонной смеси и переводимые в вертикальное при объединении в блок с потолком, формуемым на торце сердечника. Формовочный пост снабжен двумя жестко соединенными сердечниками 2 и 3. установленными на катках, двумя камерами 7 тепловой обработки, удаленными от формовочного поста на расстояние, равное расстоянию между сердечниками. В основании формовочного поста размещены подъемно-опускные выталкиватели, расположенные под поперечными сторонами формуемого железобетонного объемного блока. 4 ил. v w е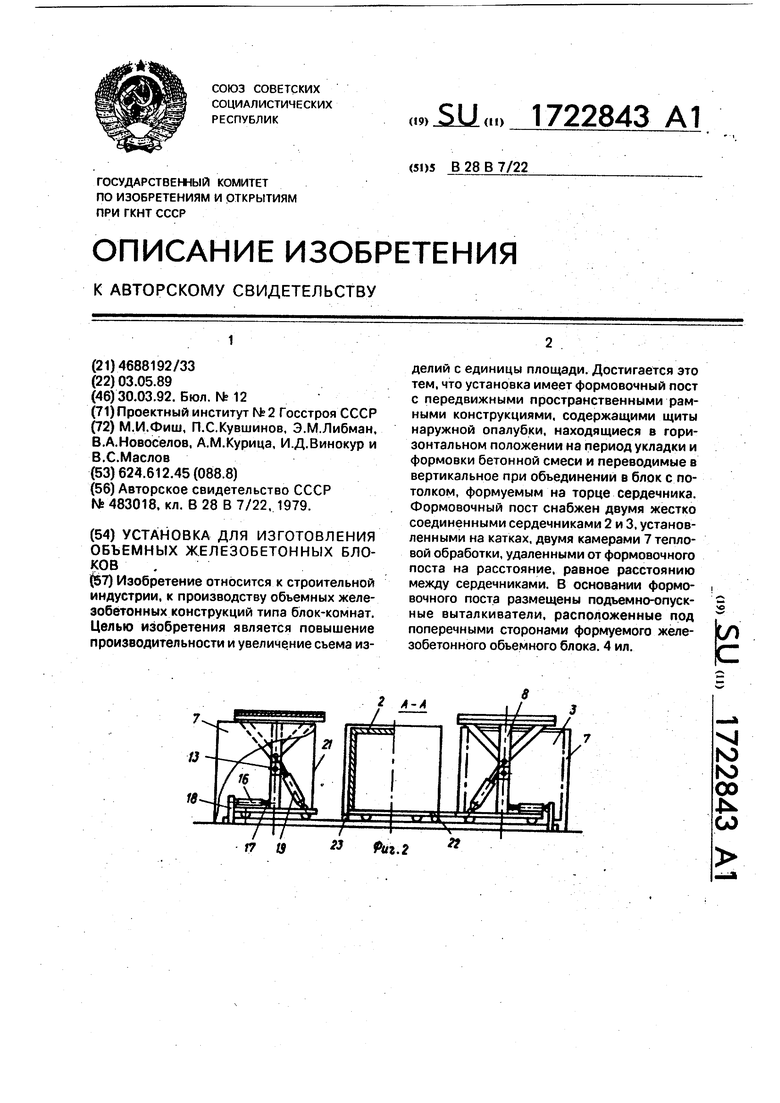
/
15
Риг.З
/
11 ,13
Фиъ.Ц
| Авторское свидетельство СССР № 483018 | |||
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
