Изобретение относится к машиностроению и может быть использовано при индукционном йагреве полос, в частности рессорных листов.
Цель изобретения - расширение технологических возможностей путем проведения дополнительной операции правки.
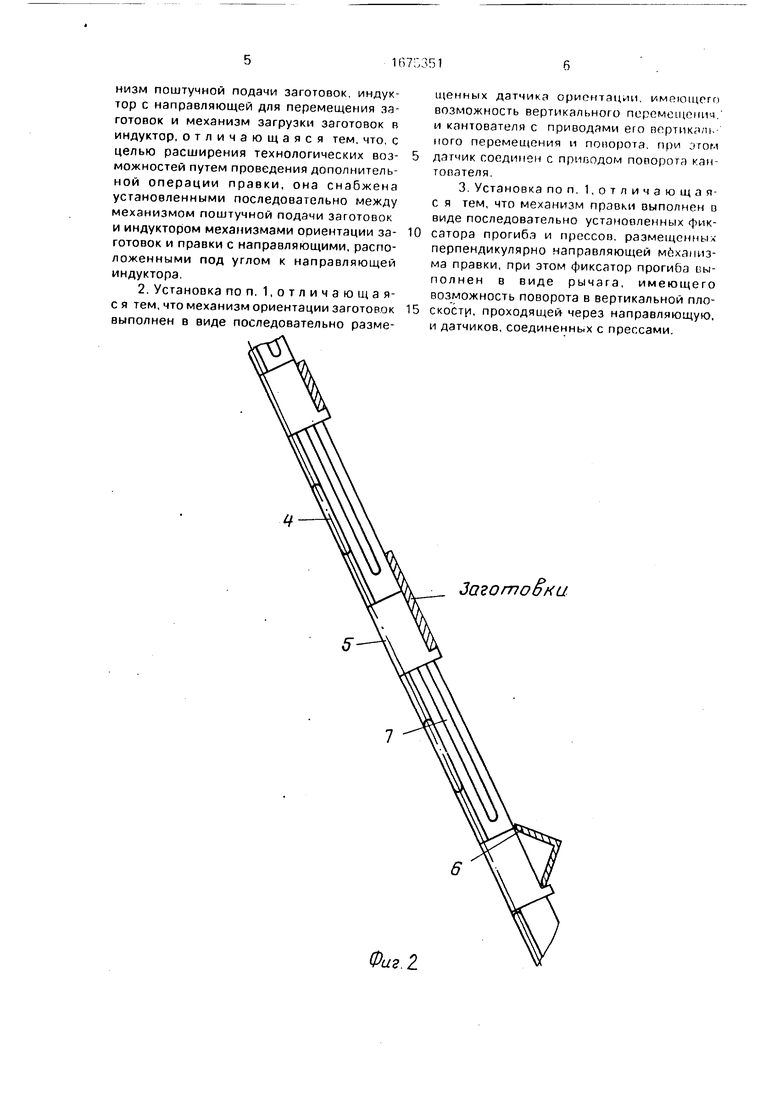
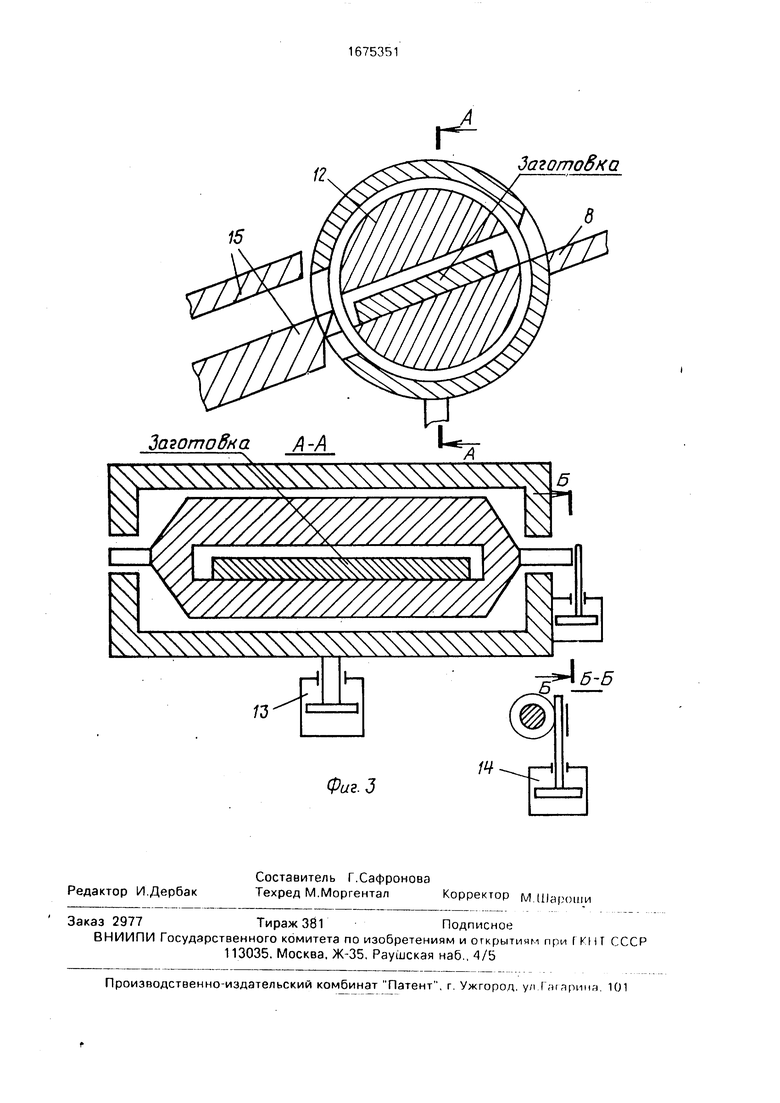
На фиг. 1 показана схематично установка, общий вид; на фиг. 2 - цепь конвейера с захватами, ворошителем и планками; на фиг. 3 - кантователь.
Установка содержит накопитель 1 в виде кармана, смонтированный с возможностью поворота в вертикальной плоскости от привода 2, склиз 3 для передачи нескольких полос к наклонному цепному конвейеру 4. На цепях конвейера 4 закреплены захваты 5 и периодически ворошитель 6. Ниже захватов 5 закреплены отсекатели 7. представляющие собой планки.
На направляющей 8 механизма ориентации установлены перпендикулярно ей упоры 9 с возможностью вертикального перемещения и механизм ориентации изделий в виде датчика 10 ориентации изделий, закрепленного на кронштейне 11, имеющего возможность вертикального перемещения, и кантователя 12 с приводом 13 подъема и приводом 14 кантования(поворота) изделия, соединенного с датчиком 10 ориентации. Направляющая 15 механизма правки представляет собой жесткие балки П-образной формы, причем полосы прогнуты в середине. Поэтому в середине полосы на направляющей 15 выше упоров 16 расположен рычаг 17, имеющий возможность поворота в вертикальной плоскости, параллельной направляющей 15. нижний конец которого при отсутствии полос или же прогибе вверх упирается в датчик 18 прогиба вверх, а если полоса прогнута вниз, то в датчик 19 прогиба вниз.
За датчиками расположены прессы с пневмо- или гидроцилиндрами 20 и 21 исправления и деформации. Благодаря П-об- разным направляющим середина полосы остается свободной для осуществления исправления прогиба. На концах штоков пнев- моцилиндров расположены упоры 22, позволяющие при правильной регулировке ограничить прогиб полосы при ее правке.
На конце направляющей 15 расположены пневмоцилиндры 23 и 24 поштучной выдачи полос на направляющие 25 индуктора 26. Под направляющей 15 расположен толкатель с приводом 27 для подачи полос в индуктор.
Установка работает следующим образом.
Полосы загружают R карман 1 и приводом 2 поворачивают его в вертикальной плоскости до тех пор, пока часть изделий падает па склиз и по нему к цепному коннеЯеру 4, с помощьч: захватов 5 изделия встряхивают на склизе 3 ворошителем 6. При захватывании более одного изделия на повороте цепного конвейера 4 отсекатели 7, закрепленные на предыдущем захвате 5.
сбрасывают назад на склиз 3 лишние изделия, Поступившие на склиз 8 изделия удерживаются первыми упорами 9 для определения ориентации (впадин) датчиком 10. Датчик 10 подводится к изделию и дает
сигнал положения выступов (впадин). Закрепление датчика 10 на подвижном кронштейне 11 позволяет измерять выступ от верхней плоскости изделия Если же закрепить датчик на раме неподвижно, то на измерение выступа оказывает влияние прогиб изделия. Датчик 10 дает сигнал на привод 14 кантователя 12. Если изделие расположено правильно, кантователь 12 поднимается с изделием и приводом 13, и изделие, благодаря уклону, поступает на наклонную направляющую 15 до следующего упора 16, где,в зависимости от прогиба полосы,рычаг 17 включает датчик 18 или 19. а тот дает команду соответствующему пневмоцилиндру 20 или 21 прессов. Прогиб осуществ,ляет- ся до регулируемого упора 22 противостоящего пневмоцилиндра.
Если изделие не деформировано или же деформация незначительная, то оно поступает дальше по направляющей 15 до прижимных упоров с пневмоцилиндрами ТА и 24. Поочередное включение пневмоцилинд- ров 23 и 24 позволяет производить поштучную выдачу изделий в нужный момент на
направляющие, где они толкателем с приводом 27 подаются в индуктор.
Выполнение механизма транспортирования в виде цепного конвейера с захватами, ворошителем и отсекателями
обеспечивает поштучную выдачу полос из накопителя в механизмы ориентации и правки изделий. А размещение на наклонной направляющей между накопителем и индуктором механизмов ориентации и
правки изделий обеспечивает совмещение операций правки с нагреоом и тем самым расширение технологических возможностей установки.
Предлагаемая установка позволяет мехэнизировать операцию правки и автоматизировать загрузку
Формула изобретения 1. Установка для индукционного нагре ва полос, содержащая накопитель, механизм поштучной подачи заготовок, индуктор с направляющей для перемещения заготовок и механизм загрузки заготовок в индуктор, отличающаяся тем. что, с целью расширения технологических возможностей путем проведения дополнительной операции правки, она снабжена установленными последовательно между механизмом поштучной подачи заготовок и индуктором механизмами ориентации заготовок и правки с направляющими, расположенными под углом к направляющей индуктора.
2. Установка по п. 1, о т л и ч а ю щ а я- с я тем, что механизм ориентации заготовок выполнен в виде последовательно разме0
5
щенных датчика ориентации, имеющего возможность вертикального перемещения. и кантователя с приводами его вертикаль ного перемещения и поворота, при этом датчик соединен с приводом поворота кан- топателя.
3. Установка поп. 1,отличающая- с я тем, что механизм правки выполнен о виде последовательно установленных фиксатора прогиба и прессов, размещенных перпендикулярно направляющей механизма правки, при этом фиксатор прогиба выполнен в виде рычага, имеющего возможность поворота в вертикальной плоскости, проходящей через направляющую, и датчиков, соединенных с прессами.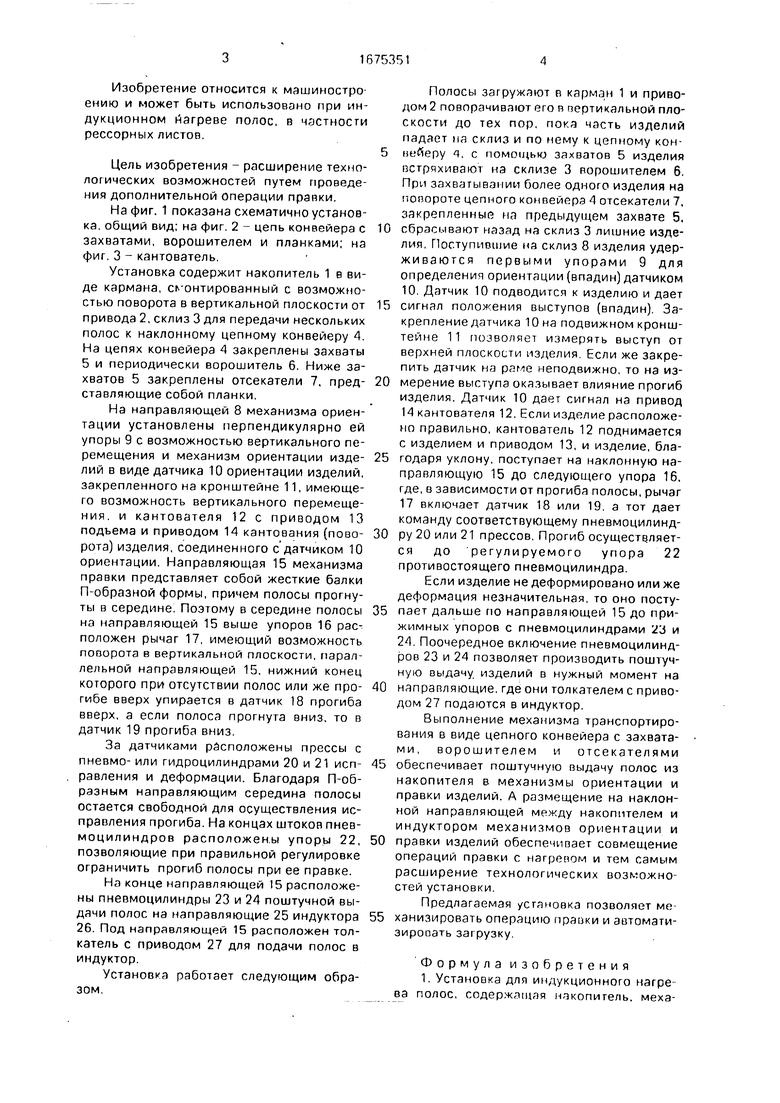
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для поштучной выдачи длинномерных изделий из пакета | 1979 |
|
SU931616A1 |
| Устройство для поштучной выдачи длинномерных заготовок из пакета | 1980 |
|
SU880925A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Линия сортировки и укладки плоских изделий | 1990 |
|
SU1770239A1 |
| Устройство для изготовления изделий из металлических порошков | 1987 |
|
SU1451981A1 |
| Линия протяжки отводов | 1979 |
|
SU804054A1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Линия наклейки ковров из керамических плиток | 1985 |
|
SU1296422A1 |
| Сортировочно-пакетирующая линия для обработки пиломатериалов | 1988 |
|
SU1555237A1 |
| Устройство для подачи длинномерных заготовок | 1977 |
|
SU633649A1 |
Изобретение относится к машиностроению и может быть использовано при индукционном нагреве полос, в частности рессорных листов. Цель изобретения - расширение технологических возможностей путем проведения дополнительной операции правки. Установка содержит накопитель 1 с приводом 2 поворота, механизм транспортирования в виде цепного конвейера 4 с захватами 5, ворошителем 6 и отсе- кателями 7, обеспечивающий поштучную выдачу изделий в механизмы ориентации изделий и правки, установленных между накопителем и индуктором Механизм ориентации выполнен в виде закрепленного на кронштейне с возможностью вертикального перемещения датчика 10 ориентации и соединенного с ним кантователя 12 с приводами подъема и поворота Механизм правки выполнен в виде рычага 17, имеющего возможность поворота, с датчиками 18 и 19 прогиба и соединенных с датчиками размещенных перпендикулярно направляющей элементов правки в форме прессов с пнев- моцилиндрами 20 и 21 и с упорами 22 и 23. обеспечивающих исправление деформации. Снабжение установки механизмами ориентации и правки изделий, размещение их между накопителем и индуктором, а также выполнение механизма транспортирования в виде цепного конвейера с захватами, ворошителем и отсекателем, обеспечивающею поштучную выдачу изделий в механиз- мы правки и ориентации, позволяет совместить процесс правки изделий с нагревом и тем самым расширить технологические возможности установки. 2 з.п. ф-лы, 3 ил. (/ С о VJ ел СА СЛ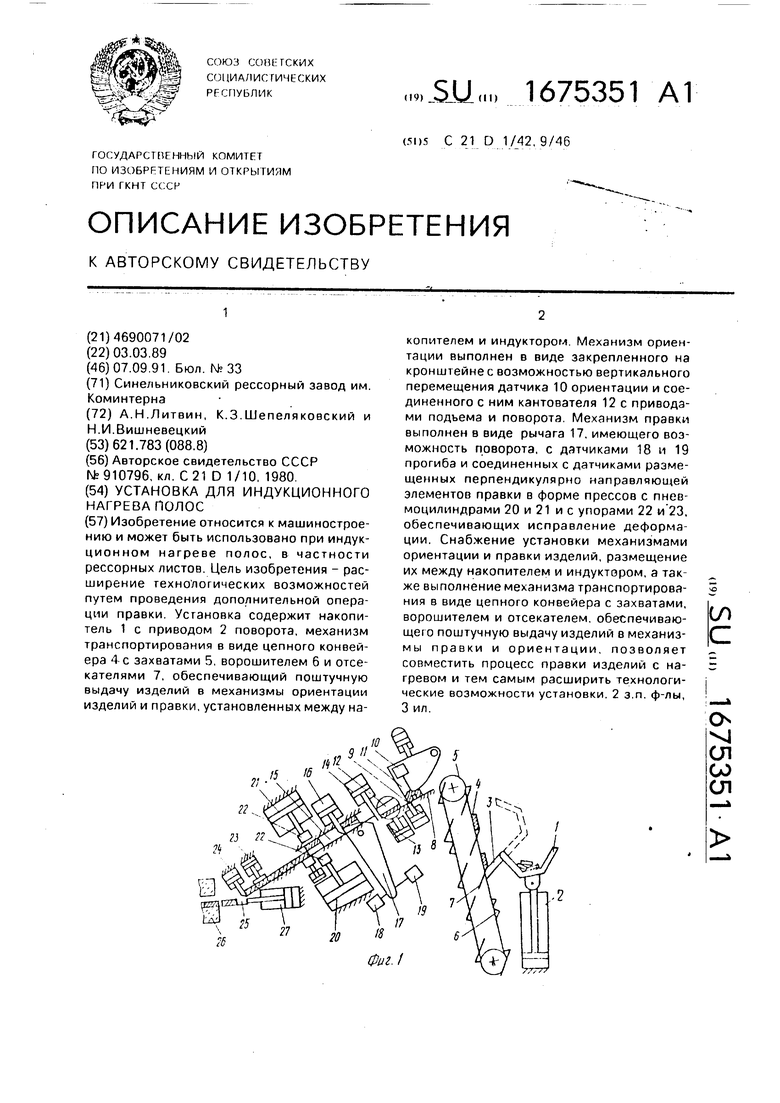
ЗоготоЁни
Фиг. 2
12
15
ЗаютоВка А-А
н
н
/3
Заготовка
| Установка для индукционного нагрева длинномерных изделий | 1980 |
|
SU910796A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
