1
Изобретение относится к механизации кузнечно-штамповочного производства и может быть использовано для подачи на обработку длинномерных заготовок типа труб, профилей с широким диапазоном диаметро.-.
Известно устройство для дОдачи длинномерных заготовок в зону обработки, содержащее смонтированные на неподвижном основании транспортер, приводной рольганг и размещенный между ними механизм поштучной передачи заготовок с транспортера на рольганг l .
Однако в этом устройстве для подачи заготовок другого диаметра необходима его перекладка, т.е. диапазон диаметров подаваемых заготовок ограничен.
Предлагаемое устройство в отличие от известного снабжено шарнирно-закрепленными на транспортере приводными ворошителями заготовок, а механизм поштучной передачи заготовок выполнен в виде жестко закрепленных на неподвижном основании вдоль оси подачи заготовок по обе стороны транспортера планок, каждая из которых выполнена ступенчатой с увеличивающимися в сторону рольганга ступенями, соответствующими диаметрам подаваемых заготовок, и смонтированных параллельно планкам приводных рычагов-каР1тователей заготовок,
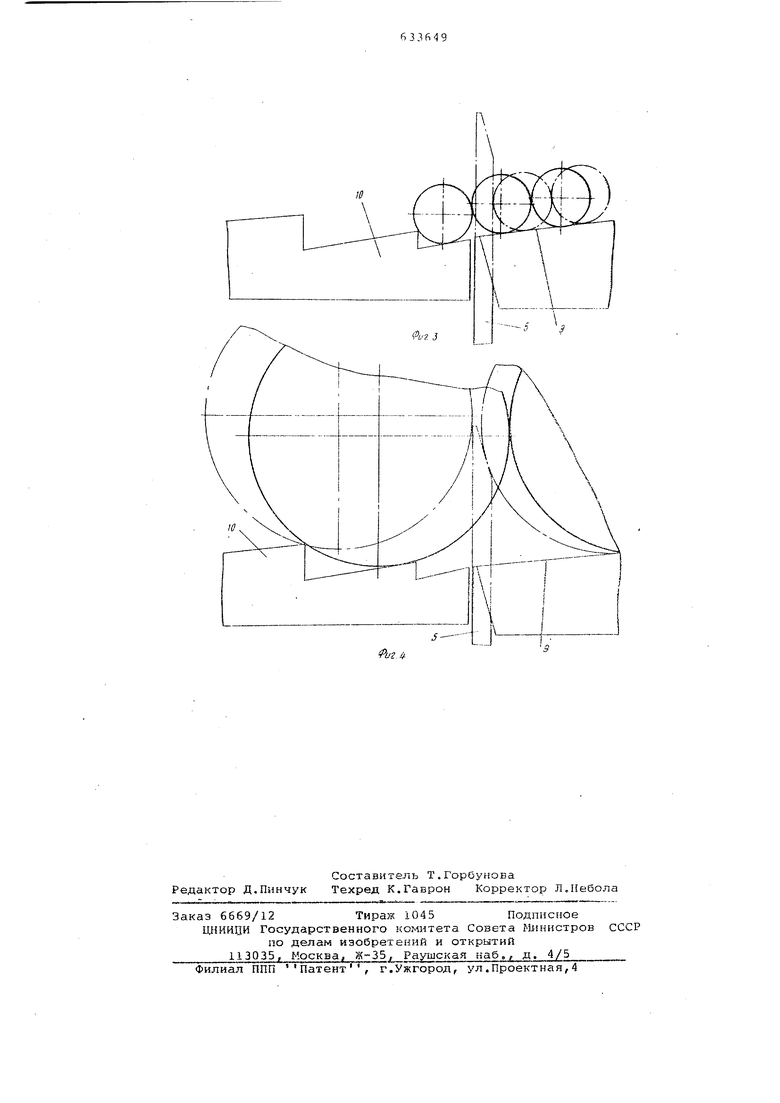
На фиг,1 изображено устройство, общий вид ; на фиг.2 - то же, вид в плане; на фиг.З - подача заготовок с небольшим диаметром; на фиг.4 то же, с большим диаметром.
Устройство содержит цепной транспортер 1 с подъемно-поворотными ворошителями 2, на цепях которого закреплены захваты 3, гидроцилиндры 4, со штоками которых соединены с одной стороны возвратно-перемещающиеся толкатели 5, с другой - рейки 6, храповые механизг ш 7 и цепные передачи 8, наклонный склиз 9 подающего транспортера 1, ступенчатые планки 10, рычаги-кантователи 11, работающие от привода 12,и роликовый конвейер 13.
Устройство работает следующим образом.
Пакет освобожденных от перевозок заготовок укладывается в раствор ворошителя 2. По мере раскрытия ворошителя загото1вки раскатываются по подающему транспортеру 1 и устанавливаются между захватами 3. После этого включаются гидроцилиндры 4, соединенные с толкателями 5 и рейками 6, Двигаясь возвратно-поступательно, рейки б при ходе вниз через храповые механизмы 7 передвигают подающий транспортер 1 на один шаг, раннрлй ходу поршня гидроцилиндров 4„ Заготов ки, подхваченные захватами 3, подаются на наклонный склиз 9 и, перекатываясь по нему, упираются в зубья гре бенок 10, каждый зуб которых соответ ствует определенному, заданному диаметру выдаваемых заготовок, и встают так, что центр тяжести заготовок переходит ось движения толкателя 5, Далее снова включаются гидроцилиндры 4 и толкатели 5, совершая движение вверх, отделяют одну заготовку от дру гих. При ходе толкателя вверх рейки 6 свободно обкатываются по шестерне храпового механизма 7,и подающий транспортер 1 остается неподвижным,, Отделенную заготовку, зафиксированную соответствующим зубом гребенки 10. подхватывают приводные, шарнирноустановленные кантователи 1. и переносят ее на роликбзый конвейер 13, в процессе перемещения заготовок на подающем транспортере ворошитель 2 периодически встряхивает заготовки, ори ентируя их параллельно роликововд кок вейеру 13, /J // 4 ( VJФop 1yлa изобретения Устройство для подачи длинномерных згдготовок в зону обработки, содержащее смонтированные на неподвижном основании транспортер,приводной рольганг и размещенный между ними механизм поштучной передачи заготовок с транспортера на рольганг, отличающееся тем, что, с целью расширения диапазона диаметров подаBaervttiix заготовок, оно снабжено шарнирно--закрепленными на транспортере приводными ворошителями заготовок, а механизм поштучной передачи заготовок выполнен в виде жестко закрепленных а неподвижном основании вдоль оси подачи aai oTOBOK по обе стороны транспортера планок, каждая из которых BunoJiHeHa ступвЕг атой с уве1п-1чивающи мися Е сторону рольганх-а ступенями, COOTветствующими диаметрам подаваемых 3aiOTOBoi : ,и смонтированных параллельно планкам приводных рычагов- кантовате.1;ей aaix TOBOK. Источники информации, при г1тые во ккиманне при экспертизе : 1,Норнцын И.А. и Власов В. И, Автоматизация и механизация технологических процессов ковки и штамповки, с. 186-187, рис,
%f.4

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПОШТУЧНОЙ ПОДАЧИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2016 |
|
RU2615826C1 |
| Поточная линия для обработки штучных длинномерных изделий | 1979 |
|
SU880505A1 |
| Устройство для поштучной выдачи круглых заготовок | 1981 |
|
SU994089A1 |
| Автооператор | 1970 |
|
SU355848A1 |
| Установка для индукционного нагрева полос | 1989 |
|
SU1675351A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Автоматический резьбонакатный станок | 1980 |
|
SU948507A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1986 |
|
SU1409382A1 |
| УСТРОЙСТВО ПОДАЧИ ДЕТАЛЕЙ | 2013 |
|
RU2533980C1 |