31
копьцепьгн Т11;лукторпм 9. Кол1Л1еж)й индуктор 9 снабжен кан.тов, 1те.чем 10 с педалью 11 упряплеиия. Кантователь 10 устаиоплон на си анине устройства . Он вьэтолнек в пиде рьггага, один конец которого jaKpciujeii с возможностью вращения, а на другом конце имеется вгитка для переноса изделия от кольцевого индуктора 9 на склиз 12, ведущий к прессу 13, Вялка имеет дно и упоры на бокспъп: стенках для огра- гмчения вертикальных дниженяй изделия. Склиз 12 спу-пУп для взаимосвязи кольцевого индуктора 9 с прессом 13, На вьгходе пресса иу- еется склиз 1А, заканчива ога1йся в таре 15.
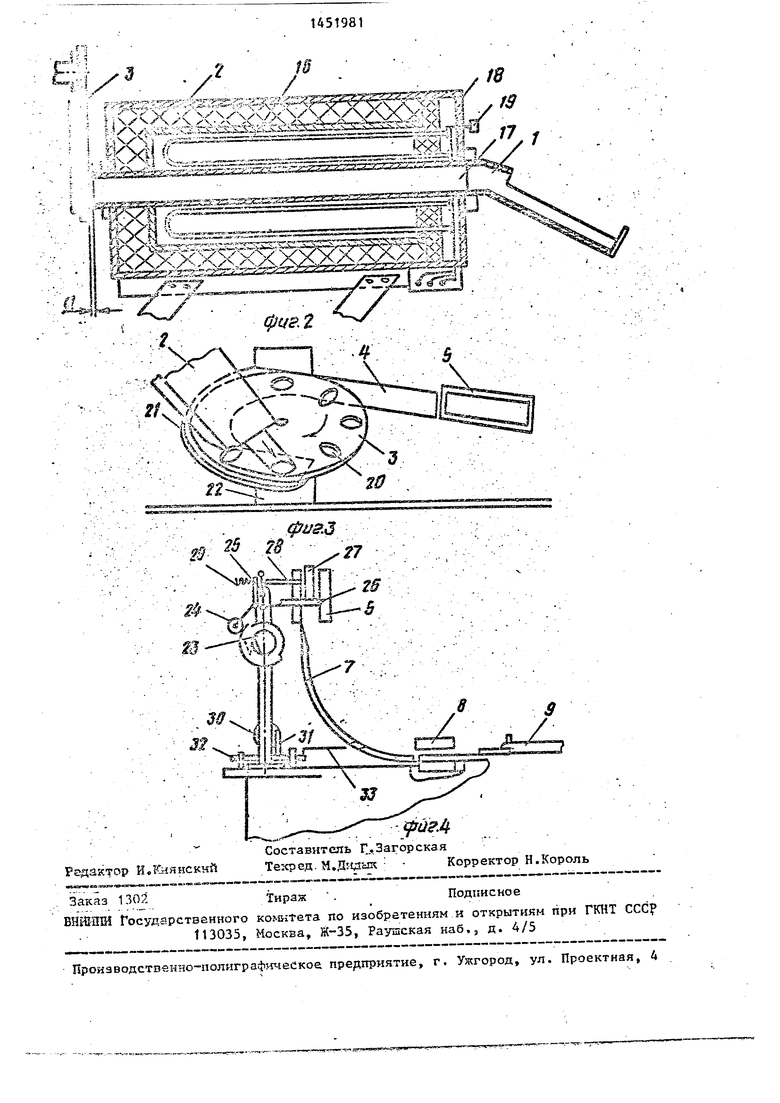
.Печь 2 лредварительного кагрева состои т из электронагревательных элементов 16, шахтной трубы 17, Печь 2 имеет крышку 13, на коч срой уста- ноиленз термопара 19, служащая для .поддер}5салип постоянной температуры нагрева,Печь 2 предварительного нагрева устакоЕлена под углом 45 к горизонту что обеспечивает движение КОЛ&-Ч в шахтной трубе 17 под дейст- .Еием собствеИиого раса. На выходе печи 2 установлен копесньгй конвейер
3, Зазор а сежду ниг-пг служит для
регулировки расстояния от шахтной трубы 17 до колесного конвейера 3 ,- путем поворота ее влево или вправо, в зависимости от того, нужно увеличить 1Й1И з -1еньпя1ть зазор а. Колес- HbDi конвейер 3 предназначен для поштучного извлечения колец из печи 2 предварительного нагрева. Он представляет собой колесо с отверстиями 20 по периметру, и eюIIjJ ш размер изготавливае ги;: колец и расположеи- ных на равных расстониях одно от другого. Плоскость колеса перпендику- лярна- оси шахтной трубы 17. Отверс- . тие 20 колесного конвейера 3 снизу ограничены копиром 21, неподвижно закрепленным на опоре конвейера 3, и нмеижщм длину дуги окружности такой величины, -что отверстия 20 оказываютг
45 маг китньм полем, где изделие прегре- вается выше теютературы точки Кюри, В то же время вышележащий слой является экраном для слоя, который находится дальше от индуктора. После
ся -закрытыми только до склиза 4. Ко- полной загрузки пр.ходного .индуктора лесный конвейер 3 имеет привод от5 и достгскения изделиями те тературы
редуктора 22. Склиз 4 оканчиваетсяточки Кюри срабатывает отсекатель 6.
на входе индуктора э проходного Т1ша. На выходе его установлен отсекатель 6, состоящий из стойки с кулачком -. 23, имеют щм свой привод,. Кулачок -23 взаимодействует с-роликом рычага 24J который закреплен другим концом в . середине плеча маятника 25. ,()дин коРаботает. отсекатель 6 следуюга 1м Ьбразом,
55 Кольца, нагретые в индукторе 5, одно за другим, утираются в упор 27. Первое кольцо упирается в упор 27 и в нижней части по.ддерживается заслонкой 26, После прокручивания кут
неп пле (а маятника 25 соединен с заслонкой 26, перекрывающей выход индуктора, 3. Заслонка 26 вместе с
упором 27 слу/Л1Т для отделения и у удержания кольца.
Другой конец апеча маятника 25 coeдинe со штырем 28, который служит для удержания пачки колец в индукторе проходного типа 5. Возвратная npy Kvnia 29 расположена на одном плече наятинка 25 со штьф м 28 и служит для возврата механизма в начальное положение. Вал кулачка 23
ременной передачей связан со шкивом . 30 досылателя, Дос1 шатель выпо.нен следуюцз1М образом.
На тррцовой поверхности шкива 30 имеется ползун 31,жестко соединенный с валом 32, устакоапенный в опорах. На торце вала 32 закреплена вилка 33. Она расположена напротив отверстия -в склизе 8, соединяготдего индуктор 5 проходного типа с кольцевым
индуктором 9, Сгслизы устройства выполнены в виде наклонных лотков с бортами, которые обеспечивают перекатывание колец под действием собственного веса,. .
Устройство работает следующим образом.
Порция предварительно спрессованных колец помещается на склиз накопителя 1. Под действием собственного
веса кольца подаются в печь 2 предварительного нагрер-- ч по заполнегшю печи кольцами на нагревательные элементы печи подается напряжение. После подогрева колец до температуры испарения и пиролиза стеарата цинка кольца по одному колесньгм конвейером 3 (исключая пассивный участок движения кольца) подаются в индукг тор 5 проходного типа с поперечным
маг китньм полем, где изделие прегре- вается выше теютературы точки Кюри, В то же время вышележащий слой является экраном для слоя, который находится дальше от индуктора. После
полной загрузки пр.ходного .индуктора 5 и достгскения изделиями те тературы
Работает. отсекатель 6 следуюга 1м Ьбразом,
55 Кольца, нагретые в индукторе 5, одно за другим, утираются в упор 27. Первое кольцо упирается в упор 27 и в нижней части по.ддерживается заслонкой 26, После прокручивания кут
5
23 рычаг с роликом 24 пов()|)3- чивает маятник 25 и заслонка 26 уходит из-nozt первого кольца, а остальные кольца придеркиваются вышедпим итырем 2В. Первое же кольцо падает на склиз 8 и подается в кольцевой индуктор 9, где помещается в вилке канговггтеля 10.
Одновременно с отсекателем 6 срз- батызаст досылатель 7, который проталкивает кольцо со склиза 8 в кольцевой индуктор 9.
Вилка досьшателя 7 проходит в отверстие склиза 8, заталкивая кольцо в вилку кантователя 10, причем дно вилди канто.цателя размещается чуть ниже уровня края ,склиза 8.
Кольцо прогревается в этом индукторе, находясь в вилке кантователя 10. После необходимого времени нагрева кольцо кантоватглем 10 передается на склиз 12, по которому оно под действием собственного веса катится в пресс 13. Корректировка положения в прессе кольца производится вручную. Далее , после допрессовки в прессе 13, кольцо попадает на склиз 14j с которого скатывается в тару 15,
В печь предварительного нагрева вмонтирован вентилятор, который нагнетает продукты пиролиза стеарата цинка в проходной и кольцевой индукторы с тем, чтобы уменьшить окисле- кие спекаемого в них изделия. Вытяжная вентиляиля подключается в коль- индуктору.
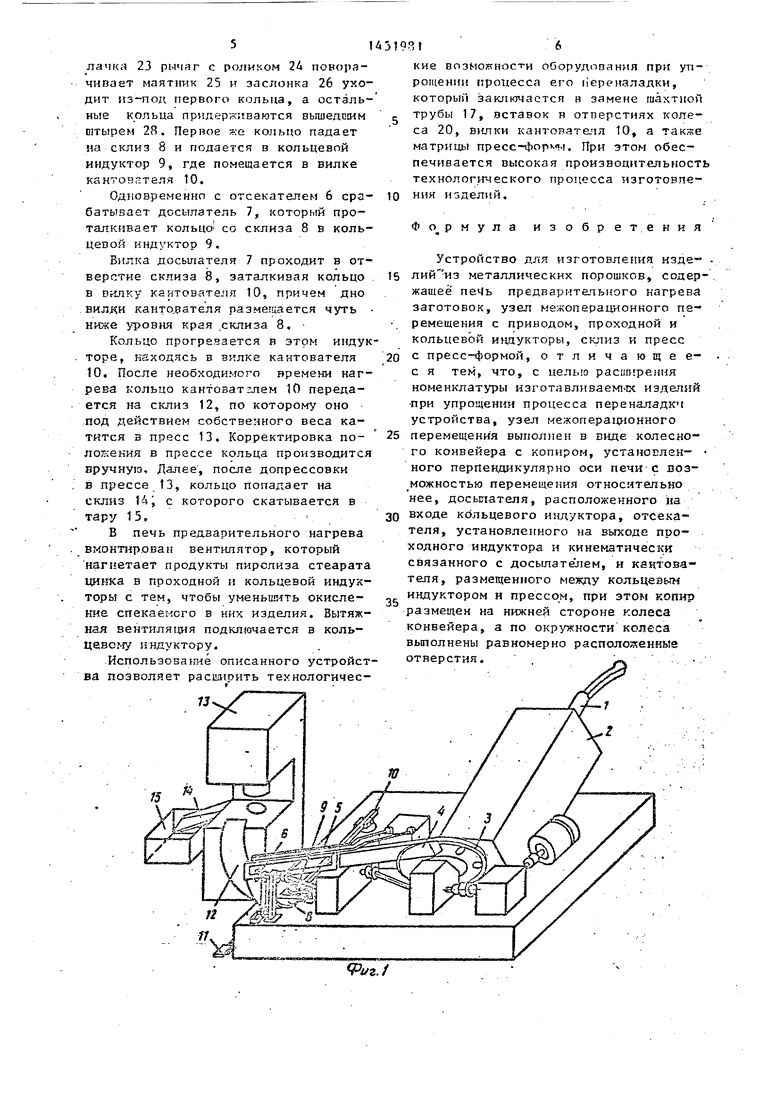
ИспользоБа1ше описанного устройства позволяет расширить технологичесЯ иг.1
кие возмокност-и оборудования при упрощении гфоиесса его переиаладк 1, который :заключастся в замене шахтной g трубы 17, вставок в отперстиях колеса 20, вилки кантоватечл 10, а также матрицы пресс-фог.«.1. При этом обеспечивается высокая производительность тexнoлoг fчecкoгo процесса изготовления изделий.
10
Формула изобретения
Устройство для изготовления изде - лий из металлических порошков, содержащее пеЧь предварительного нагрева заготовок, узел межоперационного пе- ремещения с приводом, проходной и
кольцевой индукторы, склиз и пресс с пресс-формой, отличающее- с я тем, что, с целью рас1шгре)1ия номенклатуры изготавливаемт-к изделий при упрощении процесса переналадкм устройства, узел межопера1Д1онного перемещения выполнен в виде колесного конвейера с копиром, устаноЕлен- ного перпендикулярно оси печи с воз- можностью перемещения относительно нее, досыпателя, расположенного на входе кольцевого индуктора, отсека- теля, установленного на выходе про- ходкого индуктора и кинематически связанного с досьшате пем, и кантователя, размещенного между кольцевым индуктором и прессом, при этом копир размещен на нижней стороне колеса конвейера, а по окружности колеса выполнены равномерно расположенные отверстия.
r
: .
/
/
/
t§
/ S
ifv
jr ;- -- --v-:,.,.5i,4,,v--. ;vir--,r - 4f S 4x 4 v/-. vj у
- y / / xX/V /N XKVvXi Й У
U Ь .хЖ, -y
|. .- V f: , , n л I- r 1 :..j 7 /
ViXXX 1 ..-j.isL-isa. -- . ivvT it-s x
ЙП/
fy f:: :3: r rS : -
VT v .j- --ч. . v .. .%. .X X .
/ S
ifv
4 v/-. vj у
VvXi Й У
-y
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для индукционного нагрева полос | 1989 |
|
SU1675351A1 |
| Установка для спекания изделий из металлических порошков | 1979 |
|
SU789250A1 |
| Поточная линия для изготовления деталей типа тел вращения | 1980 |
|
SU1016210A1 |
| Печь для спекания колец, преимущественно из ферромагнитных порошков | 1980 |
|
SU904242A1 |
| Автомат для наплавки клапанов двигателей внутреннего сгорания | 1987 |
|
SU1454629A1 |
| Поточная линия для изготовления изделий | 1984 |
|
SU1318387A1 |
| Автомат для термической обработки полых цилиндрических изделий | 1985 |
|
SU1467091A1 |
| Установка для наплавки клапанов двигателей внутреннего сгорания | 1977 |
|
SU897438A1 |
| Устройство для сборки клапанов с кольцом перед наплавкой | 1986 |
|
SU1388250A1 |
| Автоматическая линия для обработки изделий | 1977 |
|
SU707773A1 |
5 28 :
И,г:Й
Редактор И,1й1янскнй
Составитель Г,3агорская
Техред.М.Дяднк
Корректор Н.Король
