(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки автоматной нержавеющей стали | 1985 |
|
SU1298253A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1266600A1 |
| Способ производства автоматных нержавеющих сталей | 1985 |
|
SU1315488A2 |
| Способ обработки автоматной нержавеющей стали | 1984 |
|
SU1227693A1 |
| Способ обработки автоматной нержавеющей стали | 1984 |
|
SU1227695A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1258846A1 |
| НЕРЖАВЕЮЩАЯ СТАЛЬ, ПОЛУЧЕННАЯ ДУПЛЕКС-ПРОЦЕССОМ | 2007 |
|
RU2406780C2 |
| ЛИСТ ИЗ Ti-СОДЕРЖАЩЕЙ ФЕРРИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ, СПОСОБ ПРОИЗВОДСТВА И ФЛАНЕЦ | 2017 |
|
RU2719968C1 |
| ЛИСТ ИЗ ТИТАНСОДЕРЖАЩЕЙ ФЕРРИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ФЛАНЦЕВОГО ЭЛЕМЕНТА ВЫХЛОПНОЙ ТРУБЫ, СПОСОБ ИЗГОТОВЛЕНИЯ И ФЛАНЦЕВЫЙ ЭЛЕМЕНТ | 2017 |
|
RU2720498C1 |
| Способ термообработки чугуна с шаровидным графитом, включениями эвтектического цементита и бейнитно-аустенитной металлической основой | 2018 |
|
RU2681076C1 |
Изобретение относится к металлургии, преимущественно к производству нержавеющих сталей, которые могут быть использованы для изготовления перфорированных элементов в химическом машиностроении. Цель изобретения - повышение обрабатываемости резанием и уменьшение энергоемкости. Нержавеющую сталь ОЗХ23Н6 нагревают до 1150°С и прокатывают за 4 прохода со степенью обжатия 60%. Затем охлаждают душированием со скоростью 25 град/с до 510°С, после чего загружают в электропечь, разогретую до этой же температуры (510°С), и охлаждают вместе с печью со скоростью 65 град/с до 375°С, затем вынимают из печи и охлаждают на воздухе. 1 табл.
Изобретение относится к металлургии, преимущественно к производству нержавеющих сталей, которые могут быть использованы для изготовления перфорированных элементов в химическом машиностроении.
Цель изобретения - повышение обрабатываемости резанием и уменьшение энергоемкости процесса.
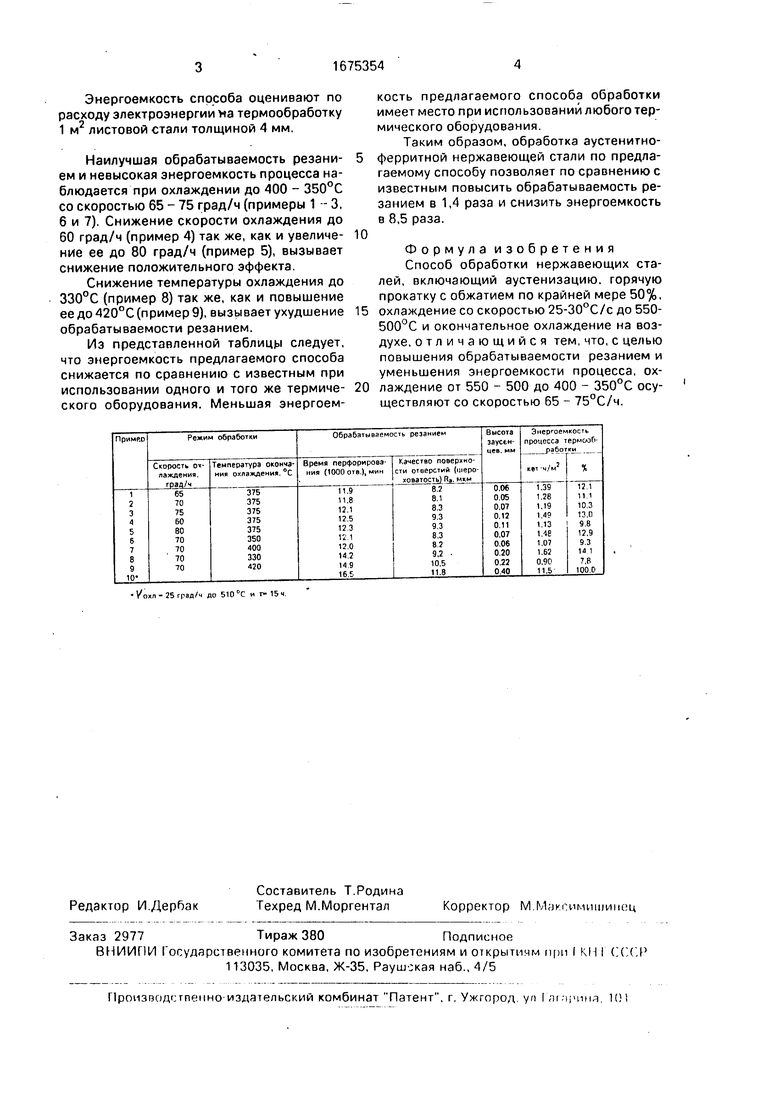
В таблице приведены примеры осуществления предлагаемого способа по различным режимам.
Нержавеющую аустенитно-ферритную сталь ОЗХ23Н6 лабораторной плавки состава, мас.%: С 0,03; Сг 23,3; Ni 5,98; Мп 1,62; Si 0,36; S 0,020; Р 0,034; Fe остальное, исходной толщиной 10 мм нагревают до 1150°С и прокатывают на опытно-промышленном
стане 250/105x350 за 4 прохода со степенью обжатия 60%. Охлаждение горячекатанных полос со скоростью 20 град/с до 510°С осуществляют душированием непосредственно после выхода их из очага деформации Нижнюю температурную границу охлаждения контролируют пирометром, а регулируют изменением числа секций душирующг-и установки. Охлажденные до 510°С горячека- танные полосы загружают в электропечь, разогретую до этом температуры, охлаждл- ют вместе с печью со скоростью 65 град/ч до 375°С, вынимают из печи и охлаждают на воздухе.
Обрабатываемость резанием стали оценивают путем определения времени перфорирования 1000 отверстий, качеством поверхности отверстий, высотой заусенцео при сверлении отверстий.
О
J
ел
OJ
№
Энергоемкость способа оценивают по расходу электроэнергии а термообработку 1 м листовой стали толщиной 4 мм.
Наилучшая обрабатываемость резани- ем и невысокая энергоемкость процесса наблюдается при охлаждении до 400 - 350°С со скоростью 65 - 75 град/ч (примеры 1 - 3, 6 и 7). Снижение скорости охлаждения до 60 град/ч (пример 4) так же, как и увеличе- ние ее до 80 град/ч (пример 5), вызывает снижение положительного эффекта.
Снижение температуры охлаждения до 330°С (пример 8) так же, как и повышение еедо420°С(пример9), вызывает ухудшение обрабатываемости резанием.
Из представленной таблицу следует, что энергоемкость предлагаемого способа снижается по сравнению с известным при использовании одного и того же термиче- ского оборудования. Меньшая энергоем Уохл - 25 град/ч до 510 °С и т 15ч.
кость предлагаемого способа обработки имеет место при использовании любого термического оборудования.
Таким образом, обработка аустенитно- ферритной нержавеющей стали по предлагаемому способу позволяет по сравнению с известным повысить обрабатываемость резанием в 1,4 раза и снизить энергоемкость в 8,5 раза.
Формула изобретения Способ обработки нержавеющих сталей, включающий аустенизацию. горячую прокатку с обжатием по крайней мере 50%, охлаждение со скоростью 25-30°С/с до 550- 500°С и окончательное охлаждение на воздухе, отличающийся тем, что, с целью повышения обрабатываемости резанием и уменьшения энергоемкости процесса, охлаждение от 550 - 500 до 400 - 350°С осуществляют со скоростью 65 - 75°С/ч.
| Патент США № 3846186, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1258846A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
