1,3
Изобретение относится к металлургии, преимущественно к производству нержавеющих сталей повышенной обрабатываемости, которые могут быть использованы при изготовлении сит и других перфорированных изделий в целлюлозно-бумажной, химической промышленности и других отраслях машиностроения.
Цель изобретения - улучшение об- рабатьшаемости резанием и предотвращение образования крупных заусенцев.
Предлагаемый способ осуществляют следующим образом.
Нержавеющую аустенитную сталь промьшленной выплавки состава, %: С . 0,08; Мп 1,55; Сг 17,83; Ni lOsBO Ti 0,79; Se 0,17; Si 0,38; P 0,031; S остальное - железо, нагревают до 1100°С и прокатывают на опыт но-промьшшенном стане.
Сразу после прокатки закаливают в воду. Толщина горячекатаных полос около 3,5 мм. Холодную прокатку осуществляют на том же стане с ной степенью обжатия 8-20%. Термообработку проводят в агрегате светлого отжига при 800-820°С продолжительностью 15-20 миНр после чего гид росбивом проводят охлаждение по 30 - 50 ° С/с до 400-380°С и при этой температуре выдерживают в электропечи 1-2 ч.
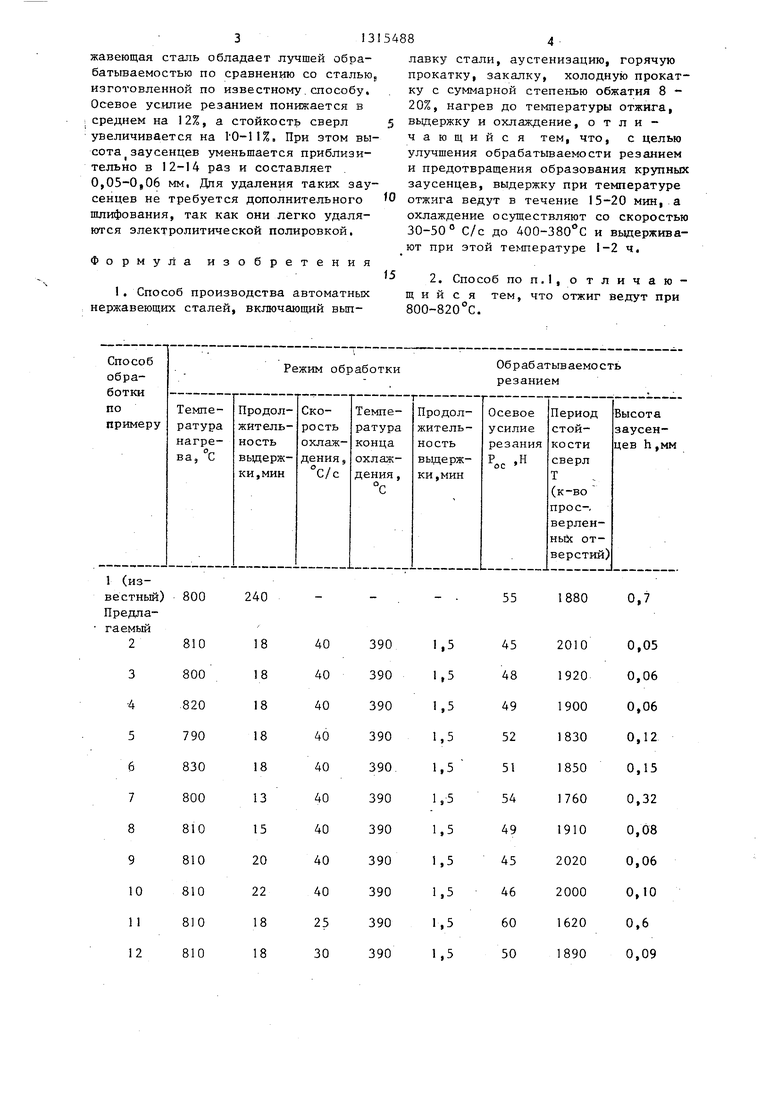
Примеры осуществления предлагаемого способа и полученные экспериментальные результаты представлены в таблице.
Оценку обрабатываемости резанием проводят по осевому усилию резания Pjj на установке УДМ-100 с использованием стандартных сверл ф 5 мм из стали Р6М5. Геометрические параметры заточки сверл: задний угол oi 30°; угол в плане 2cf 35 ; разность длин режущих кромок не более 0,05 мм. Для испытаний берут сверла одной партии с длиной спиральной части 12-15 мм, вьшет сверла в цанговом патроне постоянен и составляет 13-16 мм. При сверлении используют смазочно-охлаждающую жидкость - 5%-ную водную эмульсию ЭТ-2, Режимы резания: частота вращения шпинделя 1200 об/мин; минутная подача S 64 мм/мин. Среднкю стойкость сверл Т определяют по количеству .просверленных отверстий в сталях разных
4882
способов производства одним сверлом без перезаточки.
На основании экспериментальных данных оптимальными температурными 5 границами нагрева являются 800
820 С (примеры 2-4). Снижение температуры до 790°С (пример 5) и увеличение ее до 830 с (пример 6) не дает требуемой обрабатываемости.
Необходимая продолжительность выдержки при температуре нагрева на основании примеров 2 и 7-10 ограничивается 15-20 мин (примеры 2, 8 и 9). Уменьшение времени выдержки до 13 мин (пример 7) заметно снижает обрабатываемость резанием и увеличивает высоту образующихся заусенцев, а увеличение его до 22 мин (пример 10) вызьшает тенденцию к
0
снижению обрабатываемости.
Необходимая для существенного улучшения обрабатьшаемости и минимальной высоты заусенцев скорость охлаждения после выдержки на основании примеров 2 и 11-14 находится в пределах 30-50 с/с (примеры 12,3 и 13). Снижение скорости охлаждения до 25 С/с (пример II) резко снижает положительный эффект, а увеличение ее до 53 с/с (пример 14) не дает дополнительного эффекта и поэтому экономически нецелесообразно.
Влияние температуры конца охлаждения на обрабатываемость представлено примерами 2 и 15-18, Оптималь-. ньй температурный интервал конца охлаждения ограничивается 380-400 С (примеры 16,2 и.17). Снижение этой
температуры до 370 С (пример 15)
и увеличение ее до 410 с (пример 18) негативно сказывается,на обрабатываемости,
Продолжительность выдержки при
температуре конца охлаждения на основании примеров 2 и 19-22 должна быть не менее 1 ч (пример 20) но не более 2 ч (пример 21 , Снижение этой
вьщержки до 0,5 ч (пример 19) резко ухудшает обрабатываемость резанием и вызывает появление крупньк заусенцев, а увеличение ее свьщ1е 2 ч (пример 22) не дает дополнительного эффакта и потому экономически нецелесообразно.
Анализ экспериментальных данных показьш.ает, что изготовленная по предлагаемому способу автоматная неравеющая сталь обладает лучшей обрабатываемостью по сравнению со сталью, изготовленной по известному,способу. Осевое усилие резанием понижается в среднем на 12%, а стойкость сверл увеличивается на 1 0-11%, При этом высота заусенцев уменьшается приблизительно в 12-14 раз и составляет . 0,05-0,06 мм. Для удаления таких заусенцев не требуется дополнительного шлифования, так как они легко удаляются электролитической полировкой.
Формула изобретения
1. Способ производства автоматных нержавеющих сталей, включающий вып800
240
лавку стали, аустенизацию, горячую прокатку, закалку, холодную прокатку с суммарной степенью обжатия 8 - 20%, нагрев до температуры отжига,
выдержку и охлаждение.отличающийся тем, что, с целью улучшения обрабатываемости резанием и предотвращения образования крупных заусенцев, выдержку при температуре
отжига ведут в течение 15-20 мин, а охлаждение осуществляют со скоростью 30-50° С/с до ДОО-ЗЗО С и вьщержива- ют при этой температуре 1-2 ч,
2, Способ ПОП.1, о тличаю- щ и и с я тем, что отжиг ведут при 800-820°С.
55
1880
0,7
Редактор Н.Егорова
Составитель В.Китайский Техред А.Кравчук
Заказ 2 317/26Тираж 549Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб,, д. 4/5
Производственно-полиграфическое предприятие, г,Ужгород, ул,Проектная, 4
Продолжение таблицы
.Корректор Л.Патай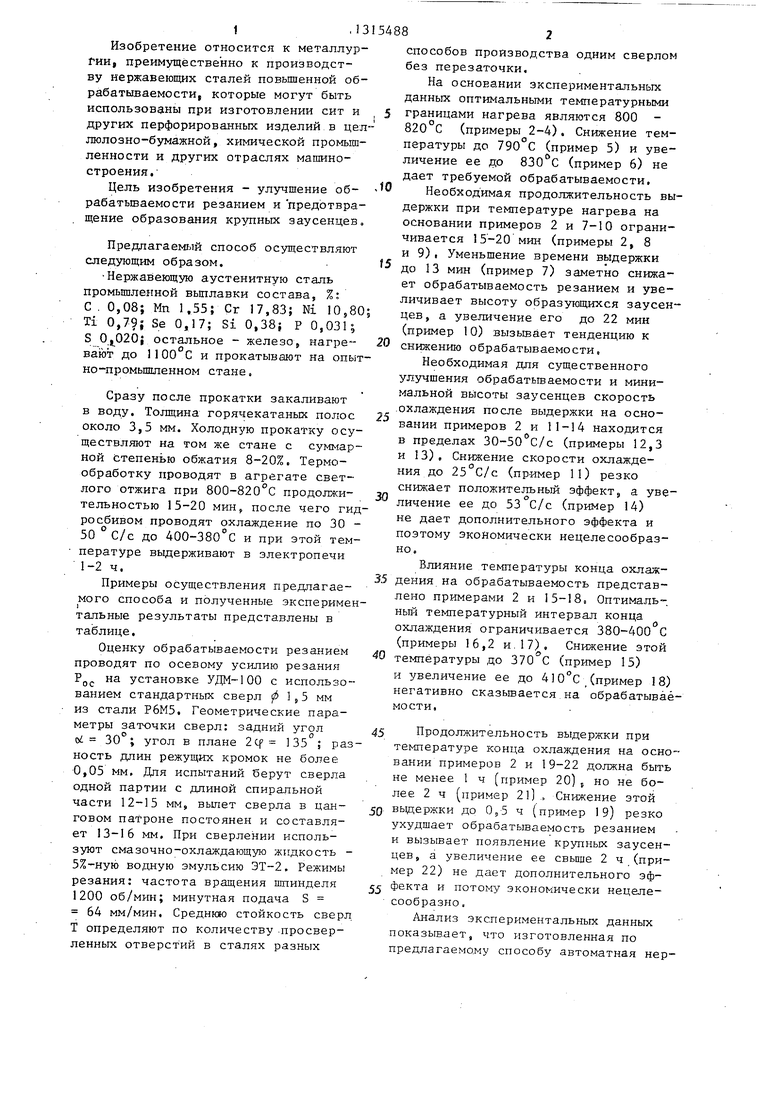
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки автоматной нержавеющей стали | 1985 |
|
SU1298253A1 |
| Способ производства автоматных нержавеющих сталей | 1985 |
|
SU1285026A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1260395A1 |
| Способ изготовления калиброванных прутков из аустенитных нержавеющих сталей | 1978 |
|
SU722966A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1258846A1 |
| Способ производства автоматных нержавеющих сталей | 1984 |
|
SU1266600A1 |
| Способ обработки автоматной нержавеющей стали | 1984 |
|
SU1227693A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОЙ ПОЛОСЫ ИЗ МАГНИТОМЯГКОГО СПЛАВА И ПОЛОСА, ПОЛУЧЕННАЯ ЭТИМ СПОСОБОМ | 2012 |
|
RU2630737C2 |
| ЛИСТ ИЗ ТИТАНСОДЕРЖАЩЕЙ ФЕРРИТНОЙ НЕРЖАВЕЮЩЕЙ СТАЛИ ДЛЯ ФЛАНЦЕВОГО ЭЛЕМЕНТА ВЫХЛОПНОЙ ТРУБЫ, СПОСОБ ИЗГОТОВЛЕНИЯ И ФЛАНЦЕВЫЙ ЭЛЕМЕНТ | 2017 |
|
RU2720498C1 |
| Способ термической обработки литой быстрорежущей стали | 1981 |
|
SU1014938A1 |
Изобретение относится к метал- лургии, преимущественно к производству нержавеющих сталей повышейной обрабатьшаемости. Цель - улучшение обрабатываемости резанием и предотвращение образования крупных заусенцев. После.выплавки стали, ее аусте- низации, горячей прокатки и закалки проводят холодную прокатку с суммарной деформацией 8-20%. Затем нагревают до 800-820 С, вьодерживают при этой температуре 15-20 мин, охлаждают со скоростью 30-50 С/с до 400 - 380°С и выдерживают при этой температуре 1-2 ч. 1 з.п.ф-лы, 1 табл. сл со сл 43 00 00
| Способ производства автоматных нержавеющих сталей | 1985 |
|
SU1285026A1 |
