/i /i+/2+S;(1)
во 11-й группе пуансонов
/M /i + /2+S+a+/,+/2+S(2)
(/,+/2+S)+a;(3)
в III группе пуансонов
(/,+/2+S)+2a;(4)
в IV группе пуансонов
(/i+/2+S)+3a;(5)
в л-й группе пуансонов
(/,+/2+5)+а(п-1)(6)
Указанные соотношения шага подачи полосы и величины смещения группы пуансонов в сочетании с поэтапной пробивкой отверстий обеспечивают выполнение высокого качества конструкции готового изделия - перфорированных сварных труб для глушителей.
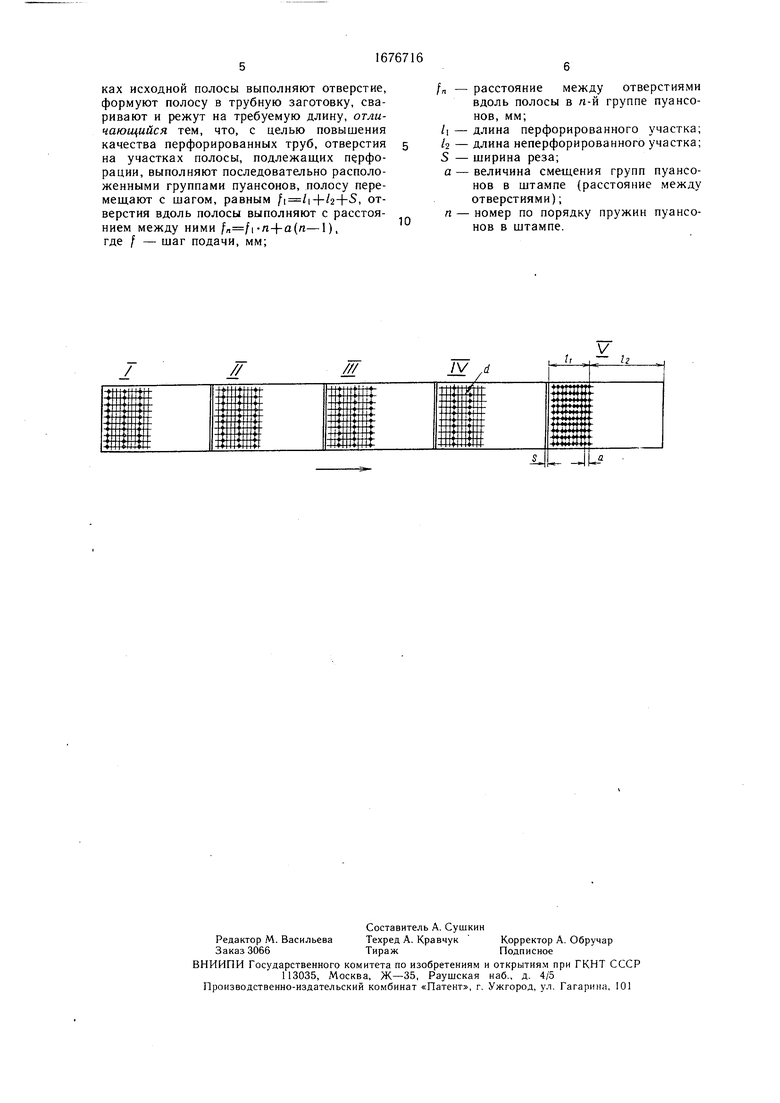
На чертеже представлена схема пробивки отверстий для производства перфорированных сварных труб для глушителей.
Схема пробивки отверстий соответствует расположению групп пуансонов в штампе, показанных на чертеже соответственно по- зицям I, II, III, IV. На V позиции показана готовая заготовка, имеющая все отверстия. Стрелкой указано направление движения полосы
Способ осуществляется следующим образом.
Рулонную ленту подают на агрегат продольной резки лент АПР, где ее разматывают на разматывателе рулонов, обрезают передний и задний концы рулонов гильотинными ножницами, разрезают ленту вдоль дисковыми ножницами. Разрезанную полосу подают в моталку для сматывания полученных полос в рулоны и создания требуемого в процессе резки натяжения.
Разрезанную на агрегате АПР ленту подают на участок нанесения перфораций с помощью мостового крана и устанавливают в разматыватель
Подготовленную непрерывную полосу задают в пресс (полуавтомат модели А-6432), имеющий штамп, состоящий, например, из 4-х групп пуансонов, которые смещены вдоль полосы на расстояния: во II - на а; в III - на 2а, в IV - на За.
Пробивку отверстий осуществляют одновременно всеми группами пуансонов.
При задаче полосы в штамп (в начале процесса) полосу подают в 1-ю группу пуансонов до упора и производят пробивку.
Задают конкретными значениями величин мм, мм, мм, о 2,5 мм.
Подставляя в формулу (1) конкретные значения величин перфорированного, неперфорированного участков заготовки, ширины реза и величины смещения групп пуансонов в штампе, получают: /i 80+100+5 185 мм.
Затем полосу перемещают до упора во II группу пуансонов и осуществляют одновременную пробивку отверстий в 1-й
и П-й группах, при этом отверстия расположены на расстоянии а друг от друга
/ii /i+/2+S+a+/i+M-S(2)
fM,2(/,+/2+S)a(3)
Подставляя в формулу (3) конкретные значения величин 1, 1ч, S, а, получают /Ь 2X185+2,,5 мм.
Далее полосу перемещают до упора в 111-ю группу пуансонов.
Происходит одновременная пробивка по- лосы в 1-й, П-й и 111-й группах пуансонов. ,+/2+5)+2а(4)
Подставляют в формулу (4) конкретные значения величин 1, /2, S, a (/i + /2+S) 185+5 560 мм Затем полосу перемещают в IV-ю группу пуансонов до упора, пробивку осуществляют во всех 4-х группах одновременно.
При этом в группе IV пуансонов получают исходную заготовку, имеющую все отверстия, показанную не позиции V. (/,+/2+S)+3a(5)
Подставляют в формулу (5) конкретные значения величин
/I, /2, 5, a
получают /i 4Х 185+7,,5 мм. 5 Затем процесс пробивки идет непрерывно, причем расстояние между группами пуансонов определяют по соотношению:
(/,+/2+S)+a(/i-1)(6)
или
,. я+а(я-1)(7)
0 Смотанный рулон перфорированной полосы передают на укрупнитель рулонов и тру- боэлектросварочный стан АДС 20-76, где перфорированную ленту формуют в трубную заготовку, сваривают кромки трубной заготовки двухдуговым плазмотроном конструк- 5 ции НИАТ и режут на трубообрезном станке на мерные длины.
Эспериментально установлено, что иное отношение расстояния между отверстиями a
Q и диаметром отверстия d (a/d,2-3,0) по сравнению с указанным не дает желаемого результата. Если ,2, перфорации невозможно получить из-за того, что перемычки между отверстиями будут разрываться из-за напряжений, возникающих при
5 холодной штамповке. Если ,0, перфорацию производить принципиально возможно, но производить ее поэтапно не рационально.
Использование способа изготовления электросварных перфорированных труб поз0 воляет повысить качество перфорированных электросварных труб и расширить функциональные возможности в части использования данного способа для производства глушителей для автомобилей и тракторов.
5Формула изобретения
Способ изготовления электросварных труб с перфорациями, при котором в участках исходной полосы выполняют отверстие,fn -
формуют полосу в трубную заготовку, сваривают и режут на требуемую длину, отличающийся тем, что, с целью повышения/ - качества перфорированных труб, отверстия 5 k - на участках полосы, подлежащих перфо- S - рации, выполняют последовательно располо-а - женными группами пуансонов, полосу перемещают с шагом, равным /| /|-|-/2+5, отверстия вдоль полосы выполняют с расстоя- .п - нием между ними -п+а(п-), где / - шаг подачи, мм;
10
fn -
/ - k - S - а - п -
0
расстояние между отверстиями вдоль полосы в п-й группе пуансонов, мм;
длина перфорированного участка; длина неперфорированного участка; ширина реза;
величина смещения групп пуансонов в штампе (расстояние между отверстиями);
номер по порядку пружин пуансонов в штампе.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электросварных труб с перфорациями | 1977 |
|
SU759172A1 |
| Способ изготовления гнутых профилей и линия для его осуществления | 1991 |
|
SU1796311A1 |
| Способ производства электросварных металлических труб с антикоррозионным покрытием | 1988 |
|
SU1637898A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ | 1998 |
|
RU2138352C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОСЫ ИЗ РУЛОННОЙ ЗАГОТОВКИ | 2012 |
|
RU2506145C1 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГОМАТЕРИАЛА | 1970 |
|
SU274070A1 |
| Устройство для изготовления перфорированных труб | 1982 |
|
SU1057297A1 |
| СПОСОБ ПРОИЗВОДСТВА ЭЛЕКТРОСВАРНЫХ МЕТАЛЛИЧЕСКИХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2147953C1 |