СО
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упрочнения режущего инструмента | 1988 |
|
SU1638180A1 |
| СПОСОБ УПРОЧНЕНИЯ ИНСТРУМЕНТА ИЗ БЫСТРОРЕЖУЩЕЙ СТАЛИ | 1991 |
|
RU2023027C1 |
| Способ химического молибденирования стальных изделий | 1989 |
|
SU1668470A1 |
| Способ упрочнения режущего инструмента | 1978 |
|
SU722999A1 |
| СПОСОБ ХИМИКОТЕРМИЧЕСКОЙ ОБРАБОТКИ РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ СТАЛИ И ТВЕРДЫХ СПЛАВОВ | 2010 |
|
RU2439202C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ МЕЛКОРАЗМЕРНОГО РЕЖУЩЕГО ИНСТРУМЕНТА ИЗ ЛЕГИРОВАННЫХ СТАЛЕЙ | 2001 |
|
RU2203982C2 |
| Способ лазерного упрочнения тонколезвийного инструмента из быстрорежущей стали | 1989 |
|
SU1636460A1 |
| Способ повышения чистоты поверхности обрабатываемых металлических изделий | 2019 |
|
RU2740584C1 |
| Способ упрочнения инструмента из быстрорежущей стали | 1990 |
|
SU1749269A1 |
| Способ упрочнения режущего инструмента в процессе резания | 1982 |
|
SU1081221A1 |
Изобретение относится к металлургии, в частности к способам обработки режущего инструмента, преимущественно твердосплавного. Цель изобретения - повышение износостойкости обрабатываемого инструмента и снижение токсичности обработки. Предлагаемый способ заключается в том, что инструмент активируют кипячением в 0,5-1,0%-ном водном растворе о-ацетилса- лициловой кислоты, затем промывают водой и подвергают молибденированию посредством кипячения в водном растворе молибденового ангидрида, промывают и подвергают сушке. Предлагаемый способ позволяет исключить из технологии активации использование агрессивных компонентов, применявшихся ранее, и позволяет повысить износостойкость твердосплавного режущего инструмента. 1 табл.
Изобретение относится к металлургии, в частности к способам обработки режущего инструмента, преимущественно твердосплавного.
Цель изобретения - повышение износостойкости обрабатываемого инструмента и снижение токсичности обработки.
Предлагаемый способ заключается в том, что инструмент активируют кипячением в 0,5-1,0%-ном водном растворе о-аце- тилсалициловой кислоты, затем промывают водой и подвергают молибденированию посредством кипячения в водном растворе молибденового ангидрида, промывают и подвергают сушке.
Пример. Для экспериментальной проверки предлагаемого способа обрабатывают известными и предлагаемым способами твердосплавные спиральные сверла из сплава ВКбМ для сверления отверстий в печатных платах. Для испытаний готовят растворы о-ацетилсалициловой кислоты.
Инструмент обрабатывают в активирующем растворе о-ацетилсалициловой кислоты в течение 10 мин при температуре кипения последнего, затем промывают горячей и холодной проточной водой. Далее инструмент подвергают молибденированию (кипячение в растворе ангидрида молибдена, 10)/фомывают горячей и холодной проточной водой. Обработанный инструмент помещают в сушильный шкаф и сушат до полного высыхания. Возможна сушка при комнатной температуре в теплом потоке воздуха.
Испытания обработанного инструмента проводят при сверлении заготовок печатных плат на четырех шпиндельных станках с ЧПУ типа MC Шмолль (ФРГ) из стеклотекстолита марок СФ и СТФв.с. толщиной 2,5-3 мм.
о
XJ Os
а
о
Параметры обработки: обороты шпинделя 40-45 тыс. об/мин; подача 40-45 мм/с.
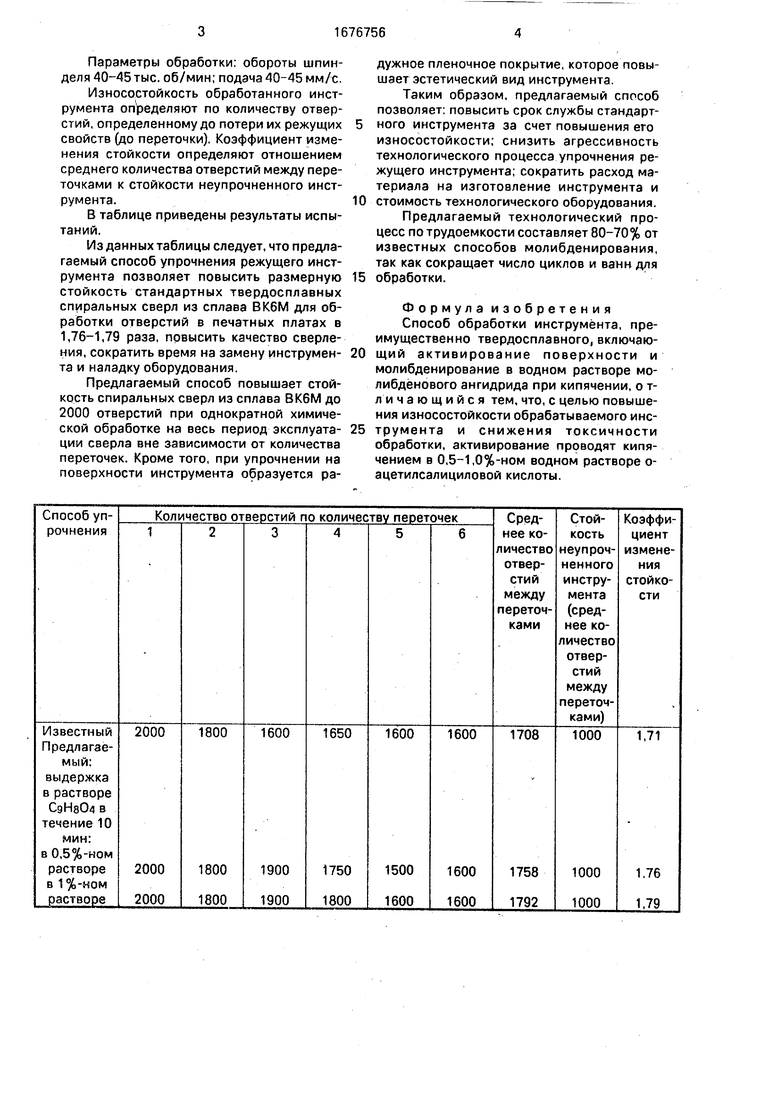
Износостойкость обработанного инструмента определяют по количеству отверстий, определенному до потери их режущих свойств (до переточки). Коэффициент изменения стойкости определяют отношением среднего количества отверстий между переточками к стойкости неупрочненного инструмента.
В таблице приведены результаты испытаний.
Из данных таблицы следует, что предлагаемый способ упрочнения режущего инструмента позволяет повысить размерную стойкость стандартных твердосплавных спиральных сверл из сплава ВК6М для обработки отверстий в печатных платах в 1,76-1,79 раза, повысить качество сверления, сократить время на замену инструмента и наладку оборудования.
Предлагаемый способ повышает стойкость спиральных сверл из сплава ВК6М до 2000 отверстий при однократной химической обработке на весь период эксплуатации сверла вне зависимости от количества переточек. Кроме того, при упрочнении на поверхности инструмента образуется радужное пленочное покрытие, которое повышает эстетический вид инструмента.
Таким образом, предлагаемый способ позволяет: повысить срок службы стандартного инструмента за счет повышения его износостойкости; снизить агрессивность технологического процесса упрочнения режущего инструмента; сократить расход материала на изготовление инструмента и
стоимость технологического оборудования. Предлагаемый технологический процесс по трудоемкости составляет 80-70% от известных способов молибденирования, так как сокращает число циклов и ванн для
обработки.
Формула изобретения Способ обработки инструмента, преимущественно твердосплавного, включающий активирование поверхности и молибденирование в водном растворе молибденового ангидрида при кипячении, о т- личающийся тем, что, с целью повышения износостойкости обрабатываемого инструмента и снижения токсичности обработки, активирование проводят кипячением в 0,5-1,0%-ном водном растворе о- ацетилсалициловой кислоты.
| Мацевитый В.М | |||
| Покрытия для режущих инструментов | |||
| Высшая школа, 1987 | |||
| Авторское свидетельство СССР № 1486541 | |||
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
