Изобретение относится к сварке, в частности к устройствам для загрузки сварочных электродов, и может быть использовано в машиностроении для автоматизации процессов изготовления сварочных электродов в атомном машиностроении и котлострое- нии.
Цель изобретения - повышение производительности.
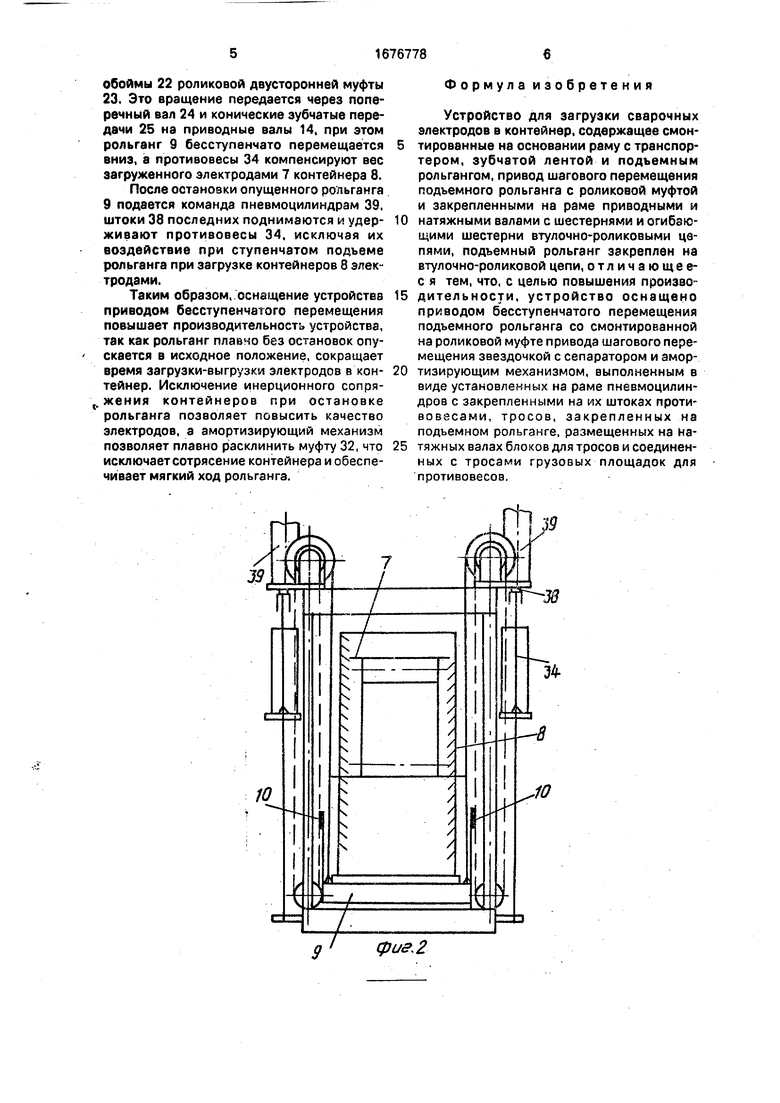
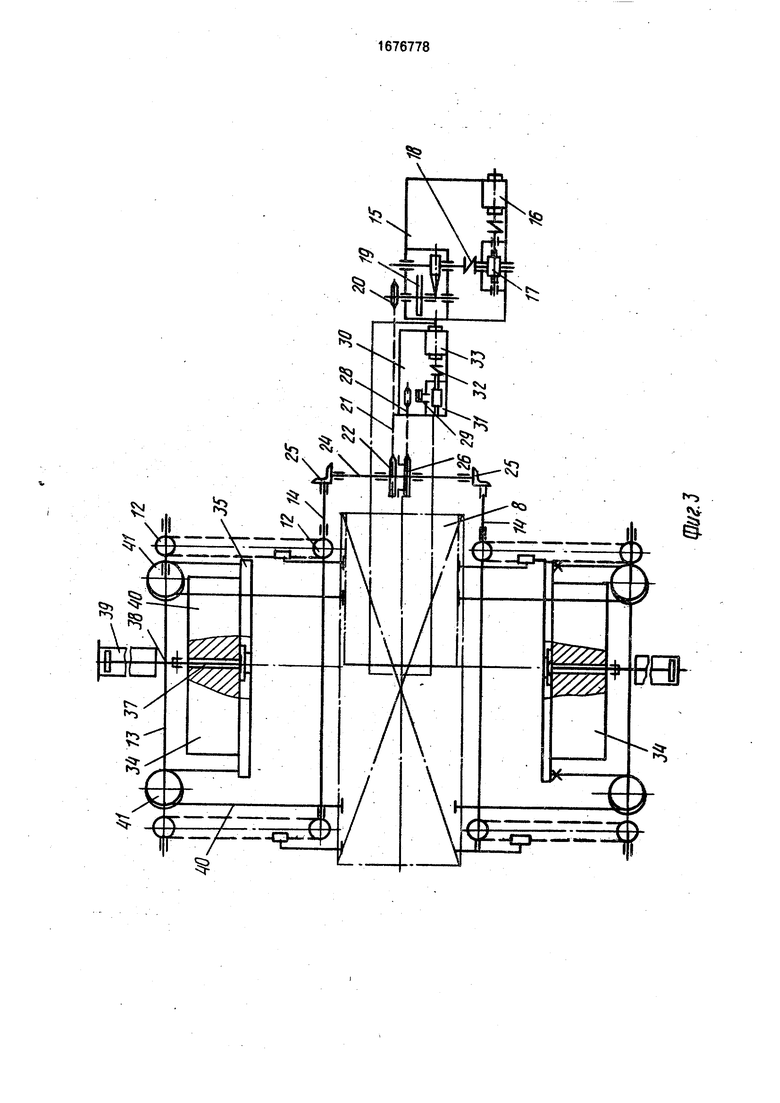
На фиг. 1 представлено схематичное изображение устройства для загрузки сварочных электродов,общий вид;на фиг.2 - то же, вид сбоку; на фиг. 3 - то же, вид сверху; на фиг. 4 - роликовая муфта; на фиг. 5 - разрез А-А на фиг. 4.
Устройство содержит сварочную раму 1, на которой расположен состыкованный с транспортером 2 пресса (не показан) механизированный транспортер 3 с зубчатой лентой 4, имеющей участок 5 наклона и го- ризонтальный участок 6, расположенный консольно и предназначенный для загрузки электродов 7 в контейнер 8.
Внутри рамы 1 расположен подъемный рольганг 9, закрепленный юдвесками 10 на втулочно-роликовых цепях 11, перекинутых через шестерни 12, которые закреплены на натяжных и приводных валах 13 и 14 соответственно. Валы 13 и 14 установлены в подшипниках рамы (не показаны).
Приводные валы 14 соединены с приводом 15 шагового перемещения рольганга 9, выполненным в виде электродвигателя 16с редуктором 17, -связанным через жесткую муфту 18 с мальтийским механизмом 19. На выходном валу последнего установлена звездочка 20, соединенная втулочно-роли- ковой цепью 21с зубчатой обоймой 22 роликовой двусторонней муфты 23, жестко закрепленной на поперечном валу 24, кото- рый через конические зубчатые передачи 25 соединен с приводными валами 14. Устройство оснащено приводом бесступенчатого перемещения рольганга 9.
Привод бесступенчатого перемещения рольганга выполнен в виде звездочки 26 на сепараторе 27, установленных на зубчатой обойме 22. при этом звездочка втулочно- роликовой цепью 28 соединена с электромагнитной муфтой 29 привода 30 бесступенчатого перемещения рольганга 9, соединенной с червячным редуктором 31, связанным через муфту 32 с электродвигателем 33.
Для уменьшения заклинивания в роли- ковой двусторонней муфте 23 устройство оснащено амортизирующим механизмом, выполненным в виде двух противовесов 34, имеющих возможность устанавливаться на грузовые площадки 35 и подвешенных симметрично относительно подъемного рольганга 9 на пропущенных через отверстия 36 в каждом противовесе штангах 37, которые соединены со штоками 38 пневмоцилинд- ров 39, установленных на раме 1. Грузовые площадки 35 соединены с рольгангом 9 тросами 40, перекинутыми через блоки 41, закрепленные на натяжных валах 13. Для обеспечения соответственных положений каждого противовеса и площадки 35 через отверстия 42 в них пропущены тросы 43, закрепленные на кронштейнах 44 рамы 1.
Устройство работает следующим образом.
Предварительно на подъемный рольганг 9 подается контейнер 8 и перемещается к месту загрузки, где останавливается при взаимодействии с электроупором (не показан). Горизонтальный участок 6 механизированного транспортера 3 оказывается чуть выше верхней полки контейнера, Начинается заполнение последнего сварочными электродами 7. После этого подается команда на включение привода 15 шагового перемещения рольганга 9, при этом включается электродвигатель 16, который через редуктор 17, муфту 18, мальтийский механизм 19 начинает вращать звездочку 20, которая перемещает втулочно-роликовую цепь 21, взаимодействующую с зубчатой обоймой 22 роликовой двусторонней муфты 23. которая в силу жесткой связи с поперечным валом 24 начинает вращать его. Через конические зубчатые передачи 25 вращение передается на приводные валы 14. Втулочно-роликовые цепи 11, огибающие шестерни 12, приводятся в движение, и рольганг 9, закрепленный подвесками 10 на этих цепях, перемещается на шаг вверх и останавливается для заполнения следующей полки контейнера сварочными электродами. Процесс шагового перемещения рольганга продолжается до заполнения всех полок контейнера 8. Затем по команде с электроупора включается привод вращения роликового рольганга 9, контейнер 8 перемещается от подающего горизонтального участка 6 транспортера 3 и останавливается.
Затем включаются пневмоцилиндры 39, штоки которых выдвигаются и опускают висящие на них противовесы 34 на грузовые площадки 35. Включается привод меха- низма бесступенчатого перемещения рольганга, роликовая муфта 32 расклинивается, и после включения электродвигателя 33 через муфту 32, червячный редуктор 31 втулочно-роликовая цепь 28, связанная со звездочкой 26 на сепараторе 27, начинает вращаться в направлении, противоположном направлению вращения зубчатой
обоймы 22 роликовой двусторонней муфты 23. Это вращение передается через поперечный вал 24 и конические зубчатые передачи 25 на приводные валы 14, при этом рольганг 9 бесступенчато перемещается вниз, а противовесы 34 компенсируют вес загруженного электродами 7 контейнера 8.
После остановки опущенного рольганга 9 подается команда пневмоцилиндрам 39, штоки 38 последних поднимаются и удер- живают противовесы 34, исключая их воздействие при ступенчатом подъеме рольганга при загрузке контейнеров 8 электродами.
Таким образом, оснащение устройства приводом бесступенчатого перемещения повышает производительность устройства, так как рольганг плавно без остановок опускается в исходное положение, сокращает время загрузки-выгрузки электродов в кон- тейнер. Исключение инерционного сопряжения контейнеров при остановке рольганга позволяет повысить качество электродов, а амортизирующий механизм позволяет плавно расклинить муфту 32, что исключает сотрясение контейнера и обеспечивает мягкий ход рольганга.
Формула изобретения
Устройство для загрузки сварочных электродов в контейнер, содержащее смонтированные на основании раму с транспортером, зубчатой лентой и подъемным рольгангом, привод шагового перемещения подъемного рольганга с роликовой муфтой и закрепленными на раме приводными и натяжными валами с шестернями и огибающими шестерни втулочно-роликовыми цепями, подъемный рольганг закреплен на втулочно-роликовой цепи, отличающее- с я тем, что, с целью повышения производительности, устройство оснащено приводом бесступенчатого перемещения подъемного рольганга со смонтированной на роликовой муфте привода шагового перемещения звездочкой с сепаратором и амортизирующим механизмом, выполненным в виде установленных на раме пневмоцилин- дров с закрепленными на их штоках противовесами, тросов, закрепленных на подъемном рольганге, размещенных на натяжных валах блоков для тросов и соединенных с тросами грузовых площадок для противовесов.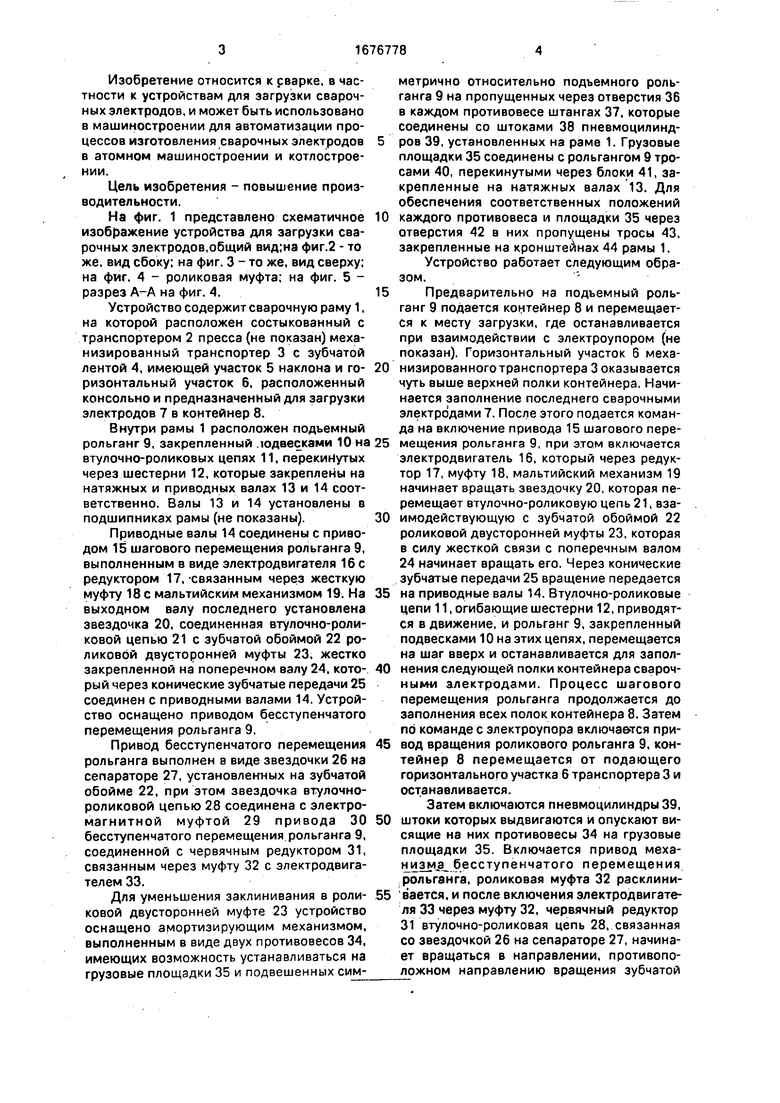
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ УКЛАДКИ СВАРОЧНЫХ ЭЛЕКТРОДОВ В КОНТЕЙНЕР | 1996 |
|
RU2138380C1 |
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| Устройство для укладки в стопу плоских предметов | 1975 |
|
SU648432A1 |
| Установка для мойки деталей | 1988 |
|
SU1664421A1 |
| СТОЛ ПЕРЕГРУЗОЧНЫЙ | 2022 |
|
RU2791485C1 |
| КОМПЛЕКС ПОДЪЕМНО-ТРАНСПОРТНОГО ОБОРУДОВАНИЯ ДЛЯ УТИЛИЗАЦИИ ЖИДКИХ РАДИОАКТИВНЫХ ОТХОДОВ НА АТОМНОЙ ЭЛЕКТРОСТАНЦИИ И ЕГО СОСТАВНЫЕ ЧАСТИ | 2007 |
|
RU2350545C1 |
| УКЛАДОЧНЫЙ АГРЕГАТ | 1968 |
|
SU210738A1 |
| Загрузчик овощей | 1982 |
|
SU1070067A1 |
| Установка для резки и укладки кирпича-сырца на консольные вагонетки | 1983 |
|
SU1144888A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ КОНТЕЙНЕРОВ | 2024 |
|
RU2831750C1 |
Изобретение относится к сварке и может быть использовано в различных отраслях машиностроения, в частности при автоматизации процесса изготовления сварочных электродов в атомном машиностроении и котлостроении. Цель изобретения - повышение качества при увеличении производительности. Устройство содержит раму 1 с транспортером 3 и подъемным рольгангом 12 it / / / / 12 ii US 39 9 для контейнера 8. Рольганг 9 кинематически соединен с приводом 15 шагового перемещения и с приводом 30 бесступенчатого перемещения. Устройство снабжено амортизирующим механизмом. После установки контейнера 8 на подъемный рольганг 9 происходит заполнение его полок электродами. По мере заполнения рольганг ступенчато перемещается при включении привода 15 до заполнения асех полок. Затем контейнер перемещается от транспортера 3. Включается амортизирующий механизм и противовесы 34 опускаются на грузовые площадки 35, уравновешивая все контейнеры 8 с электродами. Включается привод 30 бесступенчатого перемещения и подъемный рольганг 9 плавно опускается, исключая сотрясения контейнера 8 с электродами. Благодаря такой конструкции сокращается время загрузки-выгрузки электродов. 5 ил. сь VI о VI VI 00 фие1 4 12 itO за Г5
фие.2
J
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
