Изобретение относится к производству строительных материалов и может быть использовано в огнеупорной про- йьшшеннос.ти.
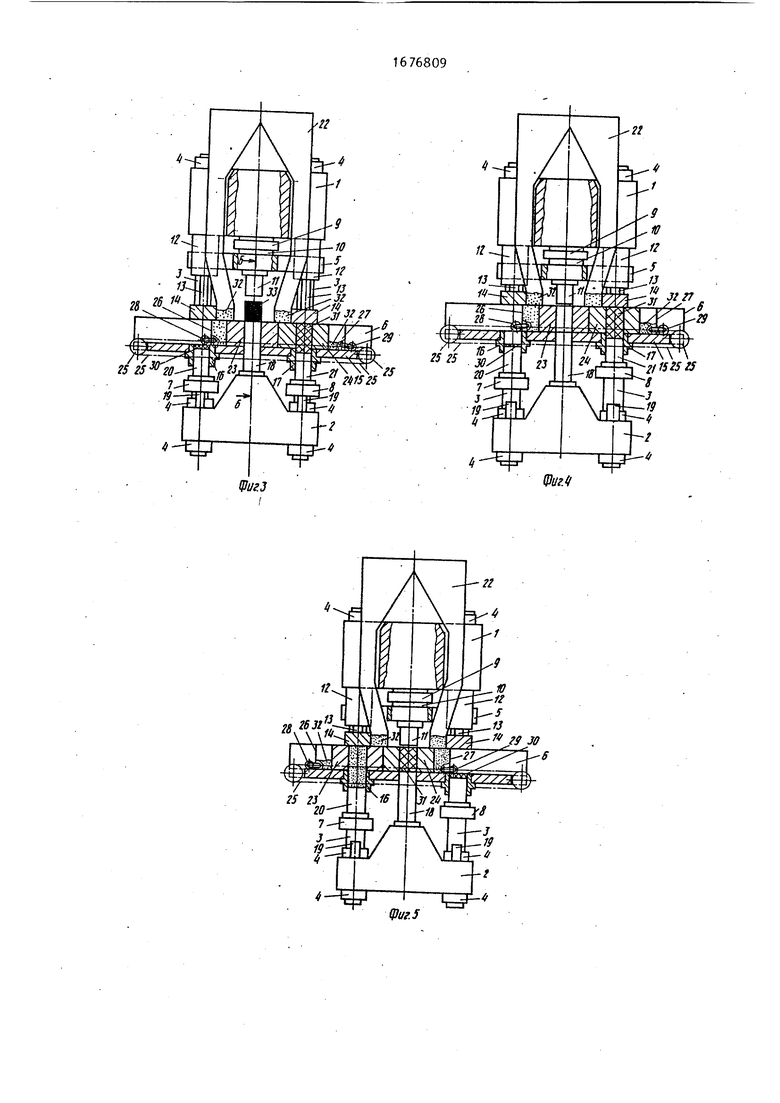
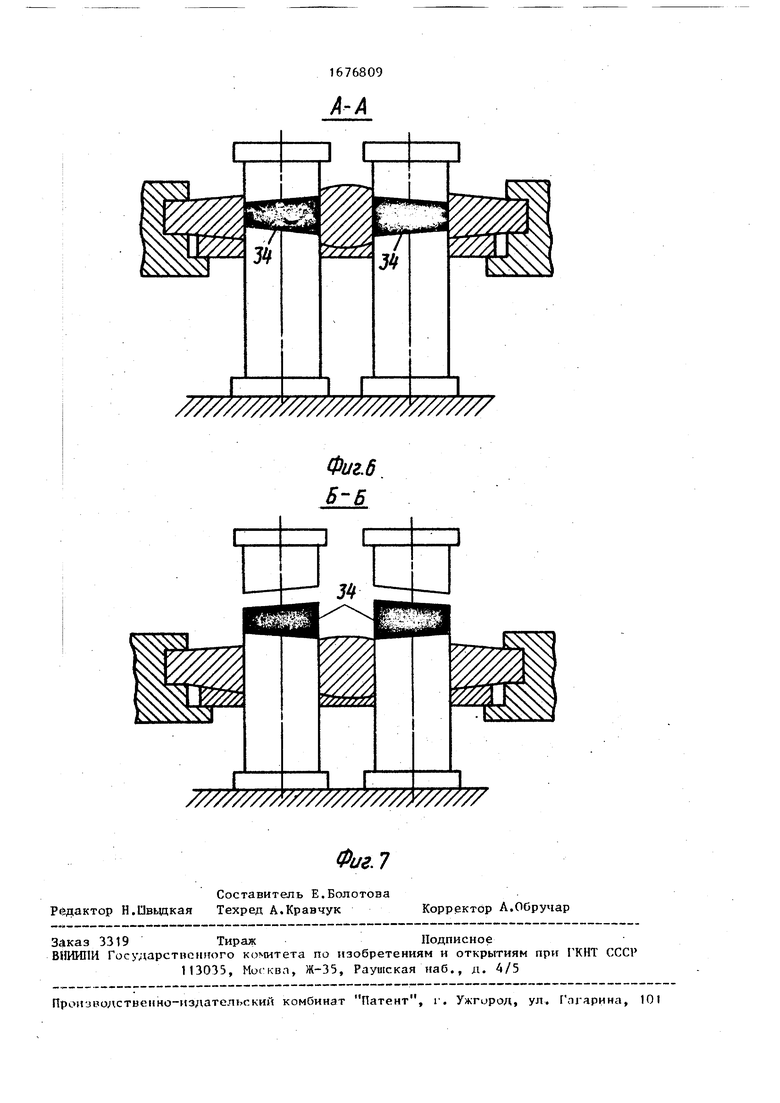
Цель изобретения - повышение производительности и качества изделий. j Па фиг.1 изображен пресс в положении перед основным прессованием в ле- Јой матрице предварительно спрессованного пресс-порошка, оставшегося компенсирующим остатком в вспомогательной левой матрице; на фиг.2 - то же,в положении в конце прессования Изделия в левой основной матрице; на фиг.З - то же, в положении в конце йыталкивания изделия из левой основ- нЪй матрицы и с одновременным предварительным прессованием пресс-порошка в правой основной матрице на фиг.4 - то же, в положении перед перемещением п;эавоп основной матрицы с предварительно спрессованным пресс-порошком на позицию основного прессования} на фиг.З - .то же, в положении, когда правая основная матрица с предварительно спрессованным пресс-порошком на позиции основного прессования с оставшимся компенсирующим остатком в вспомогательной правой матрице; на фиг.6 - разрез А-А на фиг.2 (по оси основного прессования в конце прессования фасонных изделий в двухместной матрице); на фиг„7 - разрез Б-Б на фиг.З (по оси основного прессования после выталкивания фасонных изделий из двухместной матрицы).
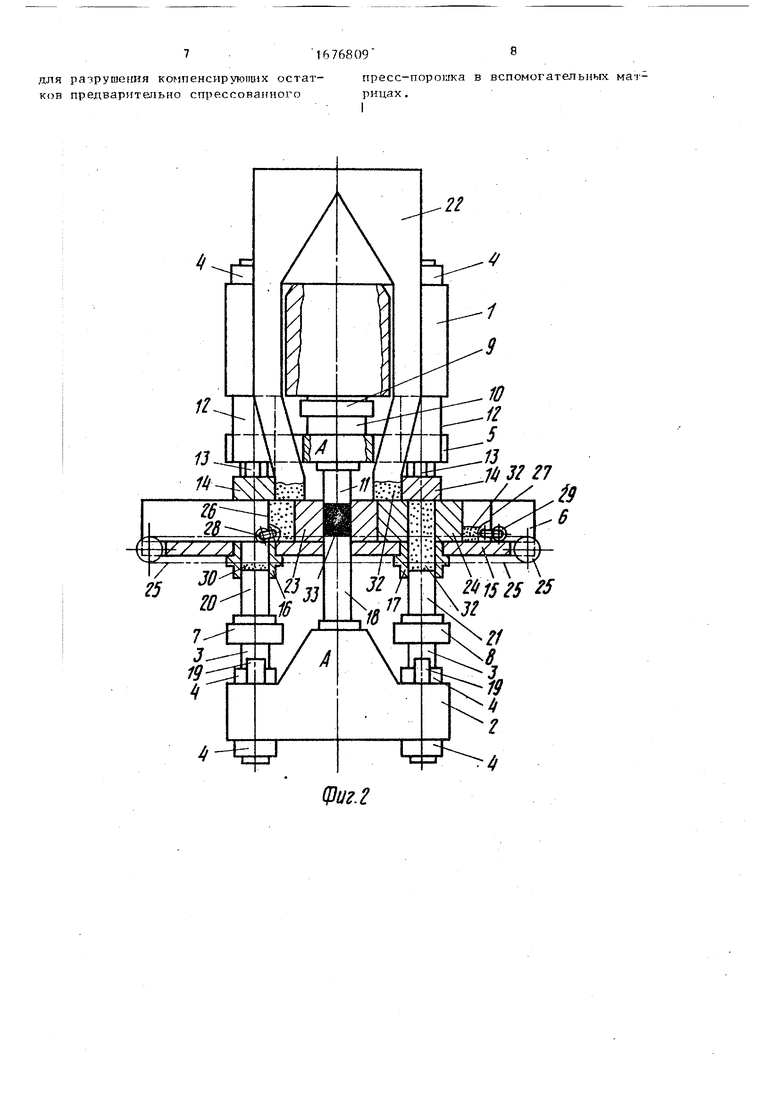
Гидравлический пресс для производства огнеупорных изделий содержит две неподвижные траверсы 1 и 2, соединенные между собой колоннами 3 и гайками 4, подвижные траверсы 5 и 6 с направлением по четырем колоннам 3 и
вспомогательные подвижные траверсы 7 и 8 с направлением каждой по двум колоннам 3, Верхняя траверса 1 выполнена за одно целое с главным цилиндром 9, плунжер 10 которого жестко соединен с траверсой 5, на которой жестко установлен верхний пуансон 11. На траверсе 1 жестко установлены поршневые цилиндры 12, штоки которых 13 жестко соединены с опорными поперечинами 14 подвижной траверсы 6. К траверсе 6 жестко прикреплена направляющая плита 15, в которой жестко установлены левая и правая вспомогательные матрицы 16 и 17 и подвижно смонтирован нижний пуансон 18, жестко закрепленный на траверсе 2, на которой закреплены регулируемые упоры 19. В матрицах 16 и 17 подвижно смонтированы пуансоны 20 и 21, которые жестко прикреплены к траверсам 7 и 8. К опорным поперечинам 14 жестко прикреплен двухветьевой бункер-питатель 22. На траверсе 6 подвижно в горизонтальной плоскости установлены левая и правая основные матрицы 23 и 24 с возвратно-поступательным перемещением от индивидуального привода 25, смонтированного на траверсе 6. Основные матрицы 23 и 24 снабжены камерами 26 и 27 и узлами 28 и 29 для разрушения компенсирующих остатков 30 предварительно спрессованого пресс-порошка в вспомогательных матрицах 16 и 17.
Пресс работает следующим образом.
Матрица основная левая 23 с предварительно спрессованным требуемым усилием пресс-порошком 31 приводом 25 установлена на позицию основного прес сования. При этом компенсирующий остаток 3U пресс-порошка остался в левой вспомогательной матрице 16, а
матрица основная правая 24 синхронно с матрицей основной левой 23 перемещена приводом 25 на позицию предварительного прессования. Перед перемещением матриц 23 и 24 в горизонтальной плоскости вправо траверса 7 с пуансоном 20 фиксатором (не показан) фиксируются в верхнем положении, а траверса 8 с пуансоном 21 при этом занимают свое нижнее положение посредством регулируемого упора (не показан), которым регулируется высота засыпки матриц 24 и 17 из расчета засыпки в них пресс-порошка 32 с избытком, т.е. больше, чем требуется его для прессования одного изделия. Данный избыток пресс-порошка остается в матрицах 16 и 17 в виде компенсирующих остатков 30 предварительно спрессованного требуемым усилием пресс-порошка 31. Компенсирующий остаток 30 позволяет ликвидировать отклонения исходного пресс-порошка 32, который приготовляется периодически малыми объемами из многих составляющих и обеспечивает изготовление качественных свежеспрессованных огнеупорных изделий.
При перемещении матриц 23 и 24 вправо матрица 17 заполняется пресс- порошком 32 из камеры 17, а матрица 24 - из бункера-питателя 22. Включается главный цилиндр 9 и траверса 5 с пуансоном 11 совершают ход вниз, осуществляя прессование изделия 33. При этом траверса 6 со всеми подвижными элементами совершает плавание вниз, обеспечивая двойное прессование изделия 33, что положительно сказывается на его качественные показатели. Фиксатор освобождает траверсу 7, и она с пуансоном 20 и остатком пресс- порошка 30 совершают ход вниз до регулируемого упора, занимает свое исходное нижнее положение. После этого траверса 5 с пуансоном 11 совершает ход вверх до исходного положения. Включаются цилиндры 12, и траверса 6 со всеми подвижными элементами совершает ход вниз до полного выталкивания изделия 33. При этом одновременно при встрече траверсы 8 с упором 19 производится предварительное прессование пресс-порошка 31 в матрицах 17 и 24 с требуемым усипием пуансоном 21 с замыканием усилия в опорную поперечину 14. После полного освобождения изделия 33 из матрицы 23 устройство (не показано) удаляется из зоны
0
5
0
5
0
5
0
5
0
5
прессования. Траверса 8 фиксируется фиксатором (не показан) в верхнем положении. Включаются штоковые полости цилиндров 12, и траверса 6 со всеми подвижными элементами совершает ход вверх в исходное положение. После этого включается привод 25 перемещения основных матриц 23 и 24 в горизонтальной плоскости, перемещая их влево. При этом матрица 24 с предварительно спрессованным пресс-порошком 31 устанавливается на позицию основного прессования с компенсирующим остатком его 30 в матрице 17. Камера 27 пополняется пресс-порошком 32 из бункера-питателя 22. Патрицы 16 и 23 соответственно заполняются пресс-порошком 32 из камеры 26 и из бункера-питателя 22. Для исключения зависания компенсирующего остатка предварительно спрессованного пресс-порошка 30 в матрицах 16 и 17 предусмотрены узлы разрушения 28 и 29 его, которые разрушают его перед засыпкой пресс- порошка 32 матрицы 16 и 17. Предлагаемый пресс обеспечивает изготовление огнеупорных изделий 34. После этого включается главный цилиндр 9, траверса 5 с пуансоном 11 совершают ход вниз, и цикл повторяется.
Формула изобретения Гидравлический пресс для производства огнеупорных изделий, содержащий верхнюю и нижнюю неподвижные траверсы, соединенные между собой колоннами, на которых подвижно установлены приводные от цилиндров траверсы верхнего пуансона и матриц, и питатель, отличающийся тем, что, с целью повышения производительности и качества изделий, он снабжен двумя приводными синхронно подвижными в горизонтальной плоскости основными матрицами, установленными в траверсе матриц, имеющей опорные поперечины и направляющую плиту с вспомогательными матрицами, пуансоны которых смонтированы на вспомогательных подвижных траверсах, контактирующих с смонтированными на нижней неподвижной траверсе регулируемыми опорами, а к опорным поперечинам траверсы жестко прикреплен питатель в виде двухветве- вого бункера, контактирующего открытыми нижними торцами ветвей с основными матрицами и с их камерами, причем основные матрицы снабжены узлами
для разрушения компенсирующих остатков предварительно спрессованного
пресс-порошка в вспомогательных: матрицах .

Изобретение относится к производству строительных материалов и может быть использовано в огнеупорной промыгшенности. Цель изобретения - повышение производительности и качества изделий. Пресс содержит верхнюю 1 и нижнюю 2 неподвижные траверсы, соединенные между собой колоннами 3,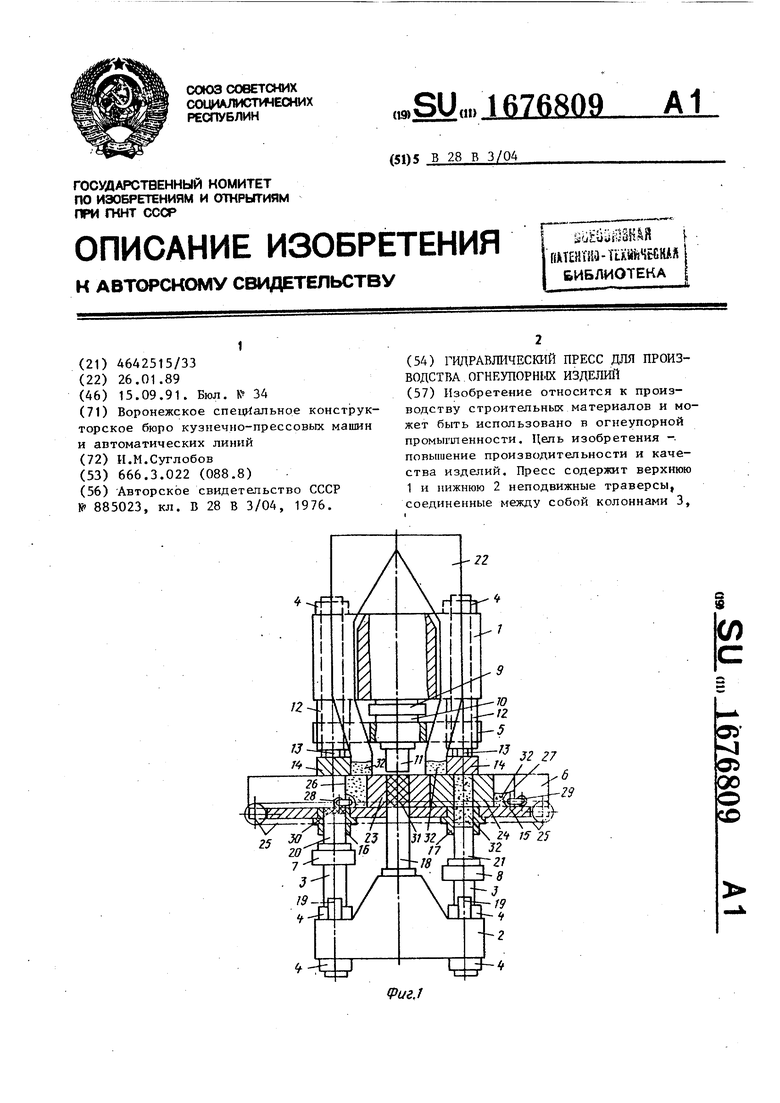
Фиг. 2
22
Tt
.
//////////////
/////////////Т /Т////// /
и
i
////// /
и
i
| Гидравлический пресс для производства огнеупорных изделий | 1976 |
|
SU885023A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
