щадь штоковых полостей цилиндров привода блок-пуансона равна площади поршневых полостей цилиндров привода блокматрицы.
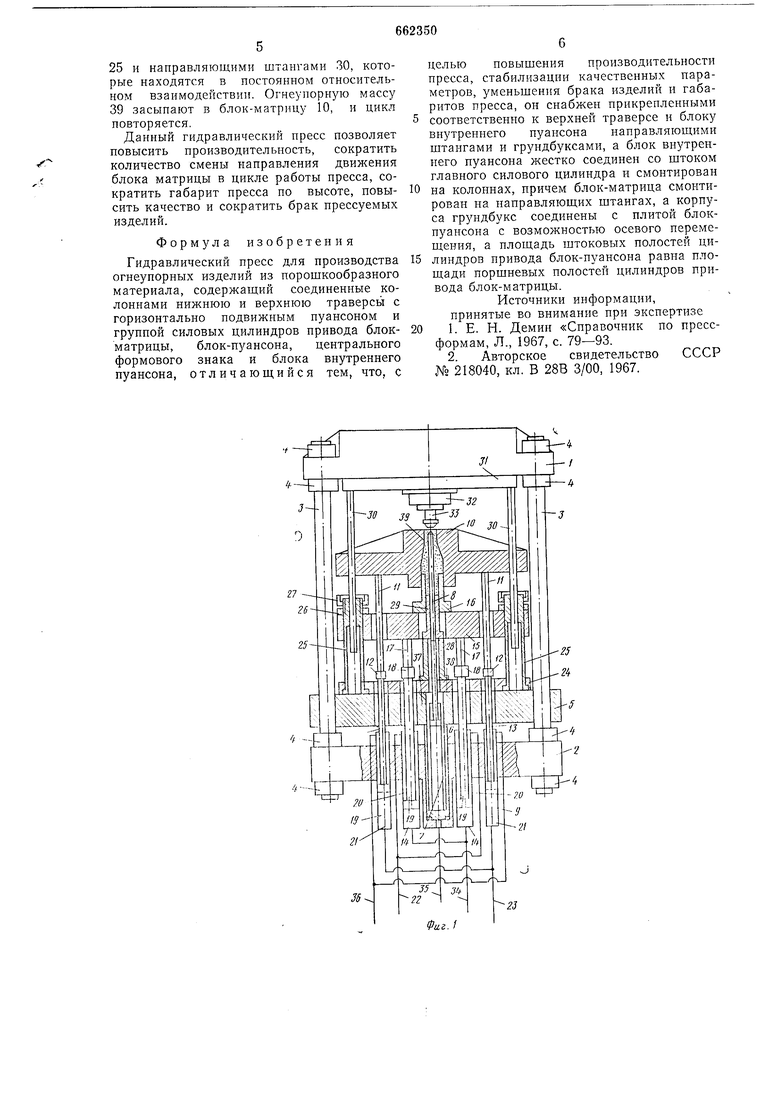
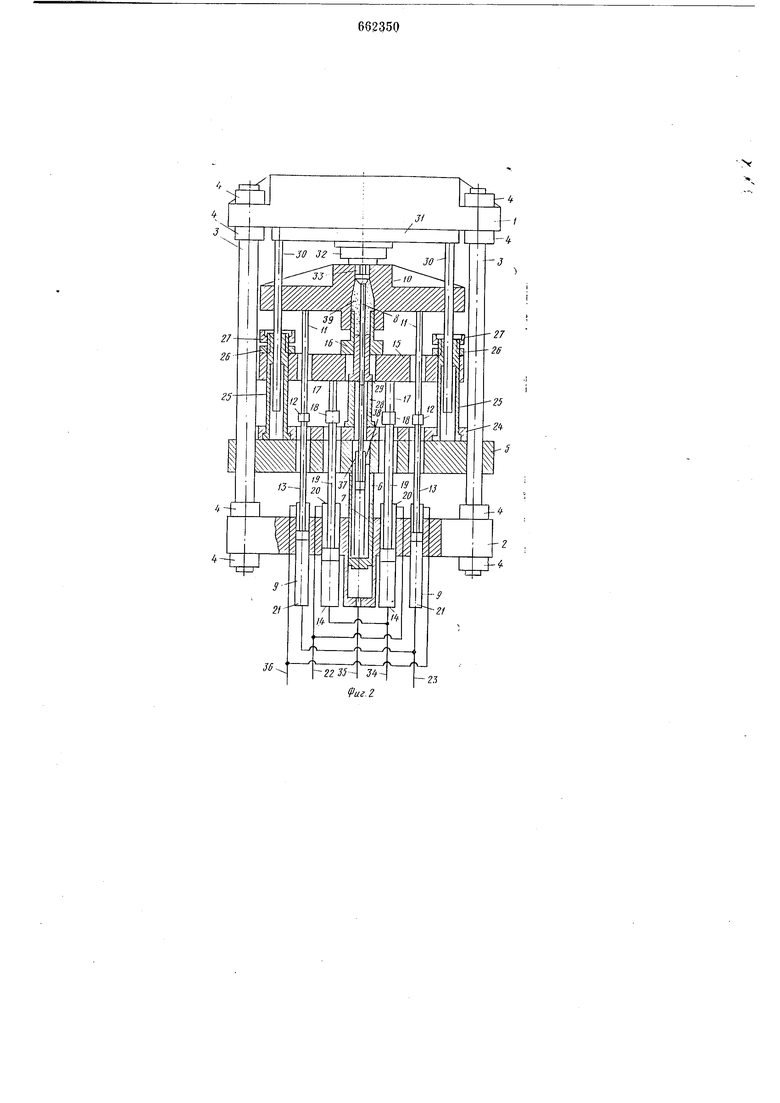
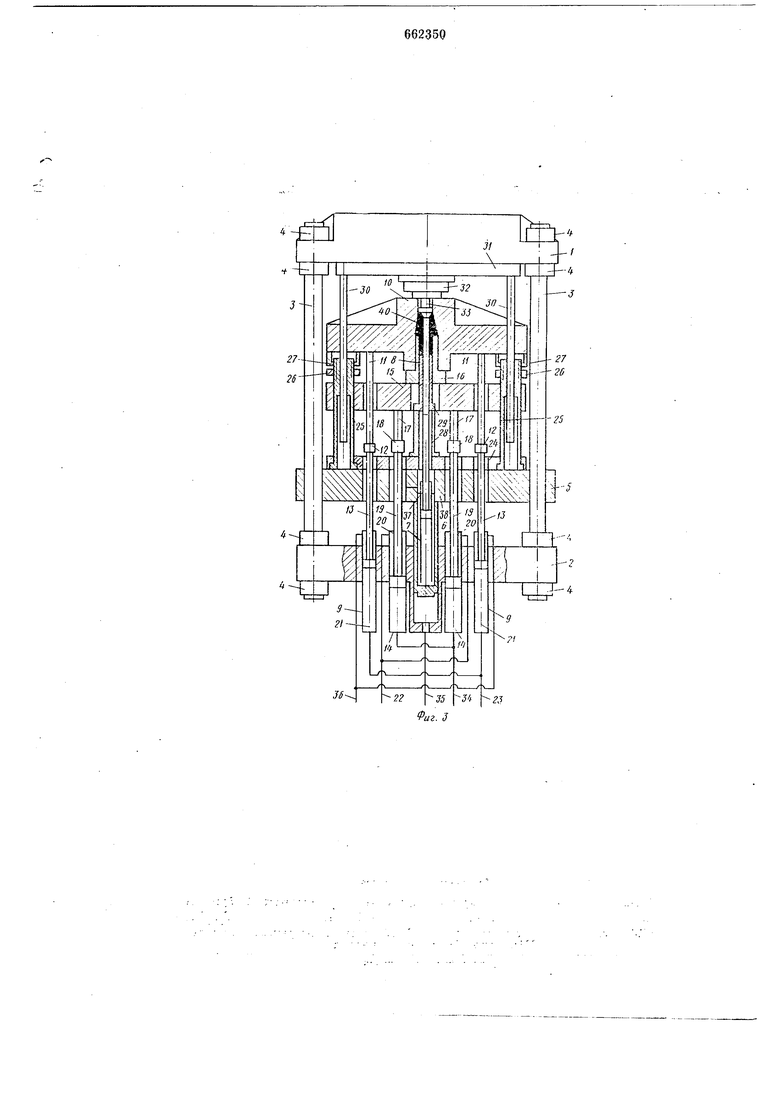
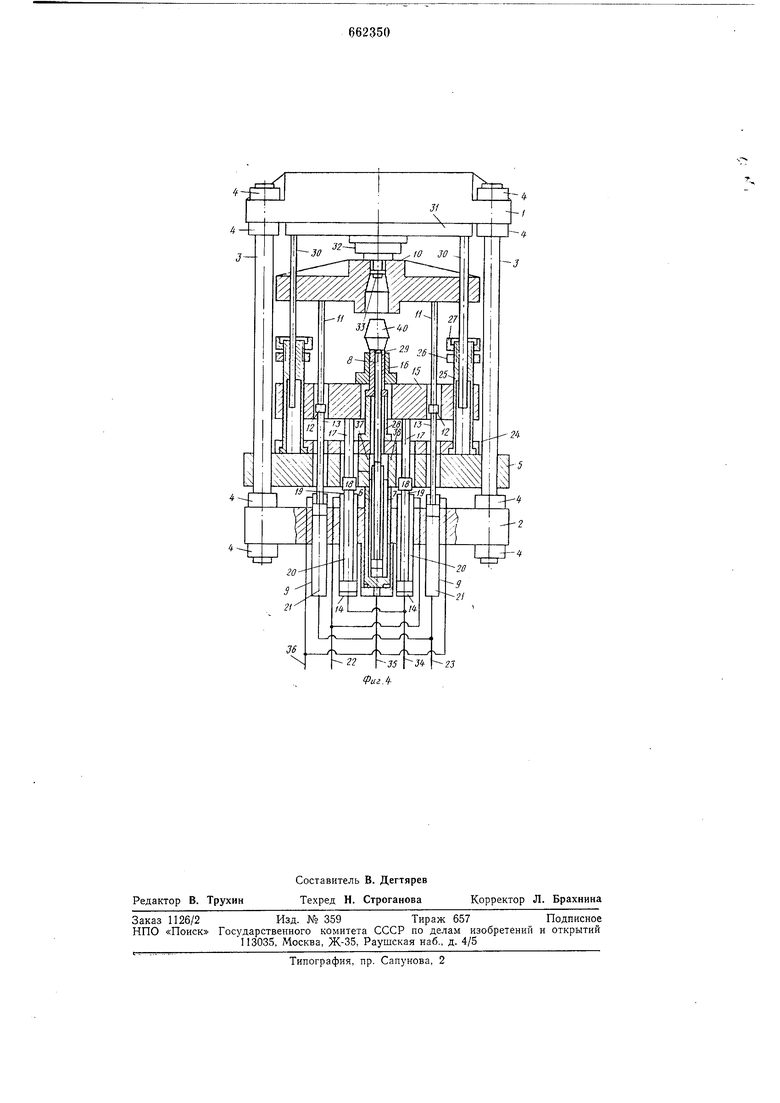
На фиг. 1 изображен пресс в положении перед прессованием, фронтальный разрез; на фиг. 2 - то же в положении в конце первой ступени прессования; на фиг. 3 - то же в положении в конце прессования изделия в размер; на фиг. 4 - то же в положении перед удалением спрессованного изделия из зоны прессования.
Гидравлический пресс состоит из станины, главного плунжерного цилиндра, поршневых цилиндров привода поперечин блока-матрицы, наружного пуансона и привода центрального формового знака.
Станина включает в себя верхнюю траверсу 1 и нижнюю траверсу 2, выполненную заявод с цилиндром, стянутые посредством колонн 3 и гаек 4, а на колоннах 3 подвижно в осевом направлении смонтирована плита внутреннего пуансона 5, которая жестко соединена с плунжером 6, в котором жестко смонтирован поршневой цилиндр 7, шток которого соединен с центральным формовым знаком 8. На траверсе 2 жестко смонтированы поршневые цилиндры 9 привода блок-матрицы 10, которая посредством проставок 11 и муфт 12 жестко соединена со штоками 13. Кроме этого, на траверсе 2 жестко смонтированы поршневые цилиндры 14 привода плиты 15 блок-пуансона 16. Плита 15 посредством проставок 17 и муфт 18 жестко соединена со штоками 19 цилиндров 14. Рабочая площадь ш.оковых полостей 20 цилиндров 14 равна рабочей площади поршневых полостей 21 цилиндров 9. Штоковые полости 20 посредством линии связи 22 и распределителя (на чертеже не показан) соединены с поршневыми полостями 21 линией связи 23. На плите 5 посредством плиты 24 жестко установлены грундбуксы 25 с опорными гайками 26 и 27 и опора 28 внутреннего пуансона 29. На грундОуксах 25 подвижно смонтирована плита 15 блок-пуансона и направляющие штанги 30, которые подвижно соединены с блок-матрицей 10 и жестко установлены посредством плиты 31 на верхней траверсе 1. На плите 31 посредством опоры 32, подвижной в горизонтальной плоскости, установлен подпружиненный пуансон 33. Группа силовых цилиндров имеют соответственные линии связи 34, 35, 36, 37, 38.
Гидравлический пресс работает следующим образом. В блок-матрицу 10 засыпают порошкообразную массу 39 (фиг. 1) (при этом опора 32 с пуансоном 33 отводится в горизонтальной плоскости). После того как блок-матрица 10 заполнена массой 39 и опора 32 с пуансоном 33 установлены на позицию прессования (фиг. 1), через подвод 34 рабочая жидкость подается в поршневые полости цилиндров 14, а из штоковых полостей 20 цилиндров 14 по подводу 22 через распределитель и по подводу 23 рабочая жидкость поступает в цорщневые полости 21 цилиндров 9, а так как рабочие площади полостей 20 и 21 выполнены равными, то плиты 15 и 5, посредством рпЬрных гаек 26, грундбукс 25 и блок-матрицы 10 совершают синхронное перемеи ение
вверх, осуществляя при этом первую ступень прессования. При этом осуществляется относительное внедрение пуансона 33 в блок-матрицу 10 без относительного перемещения пуансонов 16, 29 и блок-матрицы
10 (фиг. 2). Из штоковых полостей цилиндров 9 рабочая жидкость по подводу 36 идет на слив, а по подводу 35 осуществляется свободное заполнение полости главного цилиндра. Из порошковой полости цилиндра 7 с определенным подпором рабочая жидкость по подводу 38 идет на слив, а по подводу 37 заполняется штоковая полость цилиндра 7. Во второй степени прессования рабочая жидкость продолжает поступать по подводу 34 в поршневые полости цилиндров 14 и посредством штоков 19, муфт 18 и проставок 17 траверса 15 с пуансоном 16 перемещаются до упора его в блок-матрицу 10, а посредством опорных
гаек 26, грундбукс 25, плиты 24 опора 28 с внутренним пуансоном 29 перемещаются так же вверх до упора пуансона 16 в блокматрицу (фиг. 3). При этом рабочая жидкость из штоковых полостей цилиндров 14
по подводу 22 идет на слив. После того как наружный пуансон 16 переместится до упора в блок-матрицу 10, рабочая жидкость поступает по подводу 35 в главный цилиндр, и плита 5 с внутренним пуансоном 29 совершает ход вверх до воздействия опорных гаек 27 в блок-матрицу 10 (фиг. 3). Завершается третья ступень прессования - прессования изделия в размер по высоте. По окончании прессования издеЛИЯ рабочую жидкость по подводу 22 подают в штоковые полости 20 цилиндров 14 п внутренний и наружный пуансоны 16, 29 с изделием 40 совершают ход вниз. Внутренний пуансон 29 совершает ход вниз до
упора плунжера 6 в главный цилиндр, наружный пуансон 16 совершает ход вниз до полного освобождения изделия 40 (фиг. 4). После этого центральный формовой знак 8 совершает полный ход вниз и
занимает свое нижнее положение (фиг. 4), а блок-матрицы 10 остается в своем верхнем положении. Данное положение прессуюших элементов (фиг. 4) соответствует полному освобождению изделия 40, которое удаляют из зоны прессования. Наружный пуансон 16 совершает ход вверх, а блок-матрица 10 совершает ход вниз в положение для засыпки массы (фиг. 1), плита 15 и блок-матрица 10 постоянно направляются соответственно грундбуксамн
25 и направляющими штангами 30, которые находятся в постоянном относительном взаимодействии. Огнеунорную массу 39 засыпают в блок-матрицу 10, и цикл повторяется.
Данный гидравлический пресс позволяет повысить производительность, сократить количество смены направления движения блока матрицы в цикле работы пресса, сократить габарит пресса по высоте, повысить качество и сократить брак прессуемых изделий.
Формула изобретения
Гидравлический пресс для производства огнеупорных изделий из порошкообразного материала, содержащий соединенные колоннами нижнюю и верхнюю траверсьт с горизонтально подвижным пуансоиом и группой силовых цилиндров привода блокматрицы, блок-пуансона, центрального формового знака и блока внутреннего пуансона, отличающийся тем, что, с
целью повышения производительности пресса, стабилизации качественных параметров, уменьшения брака изделий и габаритов пресса, он снабжен прикрепленными соответственно к верхней траверсе и блоку внутреннего пуансона направляющими штангами и грундбуксами, а блок внутреннего пуансона жестко соединен со штоком главного силового цилиндра и смонтирован
на колоннах, причем блок-матрица смонтирован на направляющих штангах, а корпуса грзндбукс соединены с плитой блокпуансона с возможностью осевого перемещения, а площадь штоковых полостей цилиндров привода блок-пуансона равна площади поршневых полостей цилиндров привода блок-матрицы.
Источники информации, принятые во внимание при экспертизе
L Е. Н. Демин «Справочник по прессформам, Л., 1967, с. 79-93.
2. Авторское свидетельство СССР № 218040, кл. В 28В 3/00, 1967.
| название | год | авторы | номер документа |
|---|---|---|---|
| Гидравлический пресс | 1979 |
|
SU837868A2 |
| Гидравлический пресс для производства огнеупорных изделий | 1989 |
|
SU1676810A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1984 |
|
SU1286418A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1985 |
|
SU1375456A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1976 |
|
SU885023A1 |
| УСТАНОВКА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНЫХ СМЕСЕЙ | 1992 |
|
RU2044638C1 |
| Гидравлический пресс | 1984 |
|
SU1229043A1 |
| Гидравлический пресс для производства огнеупорных изделий | 1989 |
|
SU1676809A1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU1006060A2 |
| Устройство для калибровки трубных заготовок | 1979 |
|
SU854744A1 |
23
Фи.г.1
36
Z.7
fc.
J6
г
J
