Изобретение относится к устройствам для формирования объемных волокнистых холстов, которые могут быть использованы в валяльно-войлочном производстве для изготовления заготовок основы валяной обуви, а также в других отраслях промышленности в качестве утеплителей.
Цель изобретения - расширение технологических возможностей при одновременном улучшении качества формируемого холста заданной толщины путем равномерного послойного вытягивания и выравнивания петель слоя волокон при их укладке.
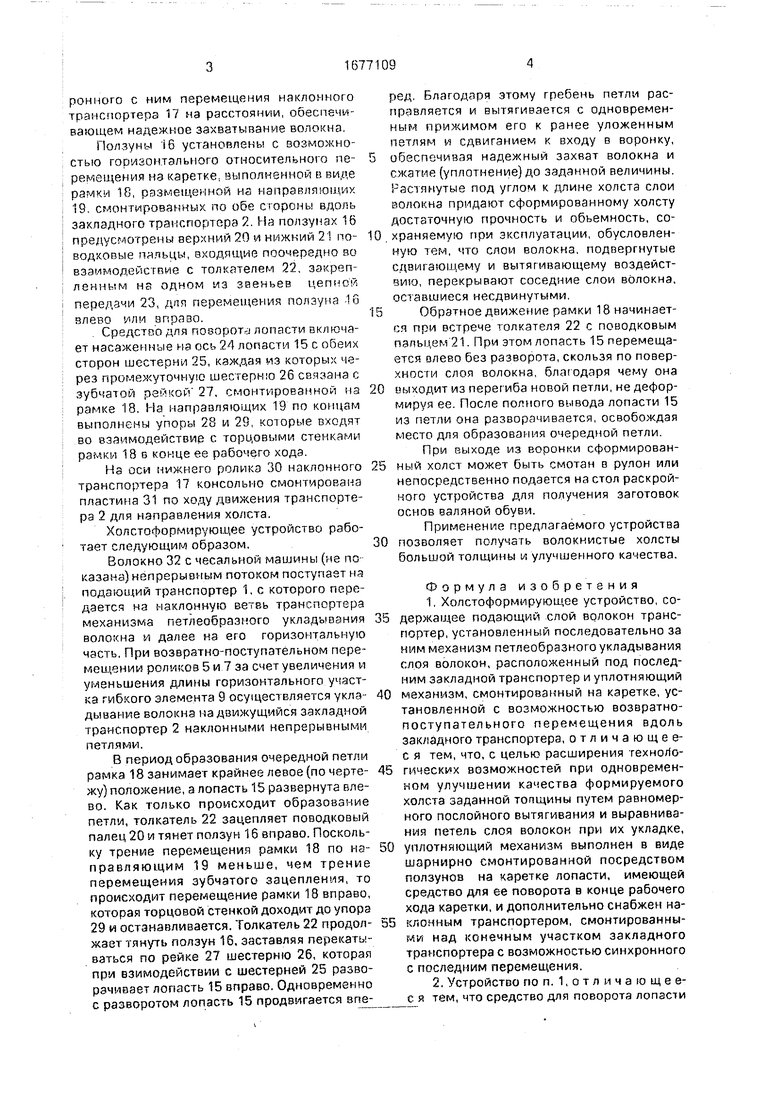
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - разрез А-А на фиг. 1.
Холстоформирующее устройство содержит подающий транспортер 1, закладной
транспортер 2, механизм петлеобразного укладывания волокна, выполненный в виде транспортера, образованного роликами 3- 8, охваченными гибким элементом 9 и образующими компенсаторную петлю. Ролики 5 и 7 связаны с винтовыми парами, винты 10 и 11 которых имеют двойную нарезку, а гайки 12 и 13 закреплены соответственно на роликах 5 и 7 При этом винты 10 и 11 соединены между собой гибким валом 14.
Уплотняющий механизм выполнен в виде лопасти 15, шарнирно закрепленной на ползунах 16, установленных по обе стороны от закладного транспортера 2, и воронки для затягивания волокна, образованной верхней ветвью закладного транспортера 2 и установленного над ним в направлении перемещения холста с возможностью синхО vl vl
О О
ронного с ним перемещения наклонного транспортера 17 на расстоянии, обеспечивающем надежное захватывание волокна.
Ползуны 16 установлены с возможностью горизонтального относительного перемещения на каретке, выполненной к виде рамки 18, размещенной на направляющих 19. смонтированных по обе стороны вдоль закладного транспортера 2. На ползунах 16 предусмотрены верхний 20 и нижний 21 поводковые пяльцы, входящие поочередно во взаимодействие с толкателем 22, закрепленным на одном из звеньев цепной передачи 23, для перемещения ползуна -10
влево или вправо.
Средство для nosopOT-j лопасти включает насаженные на ось 24 лопасти 15с обеих сторон шестерни 25, каждая из которых через промежуточную шестерню 26 связана с зубчатой рейкой 27, смонтированной на рамке 18. На направляющих 19 по концам выполнены упоры 28 и 29, которые входят во взаимодействие с торцовыми стенками рамки 18 в конце ее рабочего хода.
На оси нижнего ролика 30 наклонного транспортера 17 консолы-ю смонтирована пластина 31 по ходу движения транспортера 2 для направления холста.
Холстоформирующее устройство работает следующим образом.
Волокно 32 с чесальной машины (не показана) непрерывным потоком поступает на подающий транспортер 1, с которого передается на наклонную ветвь транспортера механизма петлеобразного укладывания волокна и далее на его горизонтальную часть. При возвратно-поступательном перемещении роликов 5 и 7 за счет увеличения и уменьшения длины горизонтального участка гибкого элемента 9 осуществляется укладывание волокна на движущийся закладной транспортер 2 наклонными непрерывными петлями,
В период образования очередной петли рамка 18 занимает крайнее левое (по чертежу) положение, а лопасть 15 развернута влево. Как только происходит образование петли, толкатель 22 зацепляет поводковый палец 20 и тянет ползун 16 вправо. Поскольку трение перемещения рамки 18 по направляющим 19 меньше, чем трение перемещения зубчатого зацепления, то происходит перемещение рамки 18 вправо, которая торцовой стенкой доходит до упора 29 и останавливается. Толкатель 22 продолжает тянуть ползун 16, заставляя перекатываться по рейке 27 шестерню 26, которая при взимодействии с шестерней 25 разворачивает лопасть 15 вправо. Одновременно с разворотом лопасть 15 продвигается вперед. Благодаря этому гребень петли расправляется и вытягивается с одновременным прижимом его к ранее уложенным петлям и сдвиганием к входу в воронку,
обеспечивая надежный захват волокна и сжатие (уплотнение) до заданной величины. Растянутые под углом к длине холста слои волокна придают сформированному холсту достаточную прочность и объемность, со0 храняемую при эксплуатации, обусловленную тем, что слои волокна, подвергнутые сдвигающему и вытягивающему воздействию, перекрывают соседние слои волокна, оставшиеся несдвинутыми.
5 Обратное движение рамки 18 начинается при встрече толкателя 22 с поводковым пальцем 21. При этом лопасть 15 перемещается влево без разворота, скользя по поверхности слоя волокна, благодаря чему она
0 выходит из перегиба новой петли, не деформируя ее. После полного вывода лопасти 15 из петли она разворачивается, освобождая место для образования очередной петли. При выходе из воронки сформирован5 ный холст может быть смотан в рулон или непосредственно подается на стол раскройного устройства для получения заготовок основ валяной обуви.
Применение предлагаемого устройства
0 позволяет получать волокнистые холсты большой толщины и улучшенного качества.
Формула изобретения
1.Холстоформирующее устройство, со- 5 держащее подающий слой волокон транспортер, установленный последовательно за ним механизм петлеобразного укладывания слоя волокон, расположенный под последним закладной транспортер и уплотняющий
0 механизм, смонтированный на каретке, установленной с возможностью возвратно- поступательного перемещения вдоль закладного транспортера, отличающее- с я тем, что, с целью расширения техноЛо5 гических возможностей при одновременном улучшении качества формируемого холста заданной топщины путем равномерного послойного вытягивания и выравнивания петель слоя волокон при их укладке,
0 уплотняющий механизм выполнен в виде шарнирно смонтированной посредством ползунов на каретке лопасти, имеющей средство для ее поворота в конце рабочего хода каретки, и дополнительно снабжен на5 клонным транспортером, смонтированными над конечным участком закладного транспортера с возможностью синхронного с последним перемещения.
2.Устройство по п. 1, о т л и ч а го щ е е- с я тем, что средство для поворота лопасти
выполнено в виде зубчато-реечной передачи, рейка которой размещена на каретке, а шестерня - на лопасти, и упоров перемещения каретки, при этом каретка имеет направляющие, на которых смонтированы упоры.
3. Устройство по п. 1,отличающее- с я тем, что механизм петлеобразного укладывания слоя волокон выполнен в виде
транспортера, гибкий элемент которого смонтирован с образованием компенсационной петли, подвижные ролики которой связаны между собой винтовыми парами.
4. Устройство по п. 1,отличающее- с я тем, что наклонный транспортер имеет консольно смонтированную на оси нижнего ролика пластину для направления уплотненного волокна.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя волокнистой заготовки | 1987 |
|
SU1490192A1 |
| Способ изготовления основы валяной обуви | 1991 |
|
SU1770479A1 |
| Установка для формирования заготовки к поточной линии для изготовления основы валяной обуви | 1988 |
|
SU1560660A1 |
| Каретка для навивки основы валяной обуви | 1987 |
|
SU1559016A1 |
| Устройство для получения волокнистой заготовки | 1989 |
|
SU1708959A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОРСОВАННОЙ ТКАНИ | 1928 |
|
SU20569A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ХАЛ ИЗ ПРЕДВАРИТЕЛЬНО ЗАКАТАННЫХ ТЕСТОВЫХ ЖГУТОВ | 1963 |
|
SU223714A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ | 2000 |
|
RU2170786C1 |
| Установка для позиционной обработки заготовок валяной обуви | 1988 |
|
SU1581791A1 |
| Устройство для заправки и намотки ленты | 1986 |
|
SU1370164A1 |


Изобретение относится к устройствам для формирования объемных волокнистых холстов, которые могут быть использованы в валяльно-войлочной промышленности для производства основ валяной обуви, и позволяет расширить технологические возможности при улучшении качества формируемого холста большой толщины за счет равномерного послойного выравнивания и вытягивания гребня петли. Волокно с чесальной машины непрерывным потоком поступает на подающий транспортер, далее механизм петлеобразного укладывания волокна раскладывает волокно на закладной транспортер наклонными непрерывными петлями В период образования очередной петли лопасть расправляет и вытягивает гребень петли, одновременно прижимает ее к ранее уложенным петлям, способствуя выравниванию поверхности формируемого холста и сращиванию нескольких наложенных друг на друга слоев, и направляет на вход в воронку, где происходит зажим и уплотнение холста. После выхода из воронки холст сматывается в рулон. 3 з.п.ф-лы, 2 ил
32
/
16
М Фиг.
| Патент США № 3842465, кл | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
