Изобретение относится к легкой промышленности, в частности к оборудованию для получения волокнистых заготовок сложного контура, например заготовок основы валяной обуви, заготовок конского снаряжения и т.п.
Известно устройство для получения волокнистого холста, содержащее вертикальную питающую шахту заданной ширины, формирователь контура заготовки в виде подвижной стенки, средство для отвода заготовки.
Однако известное устройство имеет ограниченные технологические возможности, поскольку не позволяет получать штучные волокнистые заготовки сложного контура с равномерным распределением волокна по ширине, так как в процессе сближения cteнок шахты посредством подвижной стенки происходит сгущение волокна по краям холста, а при разведении - наоборот, разряжение по краям из-за того, что в том месте, откуда отошла сТенка, требуется время для
накопления волокна требуемой толщины. Близкое сведение стенок приводит к сильному уплотнению волокна перед выпускными валками, затрудняющее его выход, и к образованию пробок.
Целью изобретения является расширение технологических возможностей с одновременным улучшением качества заготовки за счет образования штучных заготовок сложного контура с равномерным распределением волокна по ширине.
Указанная цель достигается тем, что устройство для получения волокнистой заготовкисодержитвертикальнорасположенную питающую шахту заданной ширины, средство для отвода заготовки и формирователь контура заготовки, который, состыкован с нижней, частью шахты, а его боковые.стенки выполнены в виде набора расположенных в ряд по всей ширине шахты примыкающих друг к другу продольных гибких бесконечных элементов, каждый из которых установлен с возможностью вращения посредством привода и изменения направления вращения в соответствии с циклом образования контура заготовки посредством системы управления, при этом гибкие элементы боковых стенок установлены под углом друг к другу рабочими ветвями для образования выходного отверстия.
Гибкие элементы охватывают направляющие шкиеы, смонтированные на общих валах, установленных друг относительно друга со смещением по вертикали, и каждый индивидуальный приводной шкив, кинематически связанный с приводом.
Кинематическая связьприводных шкивов с приводом выполнена в виде зубчатых передач.
Средство для отвода заготовки выполнено в виде каретки установленной с возможностью горизонтального поперечного перемещения.
Получение любого сложного контура заготовки с равномерным распределением волокна по ширине становится возможным благодаря применению гибких бесконечных элементов, которым можно задавать требуег ое направление вращения и тем самым регулировать выход волокна на каретку.
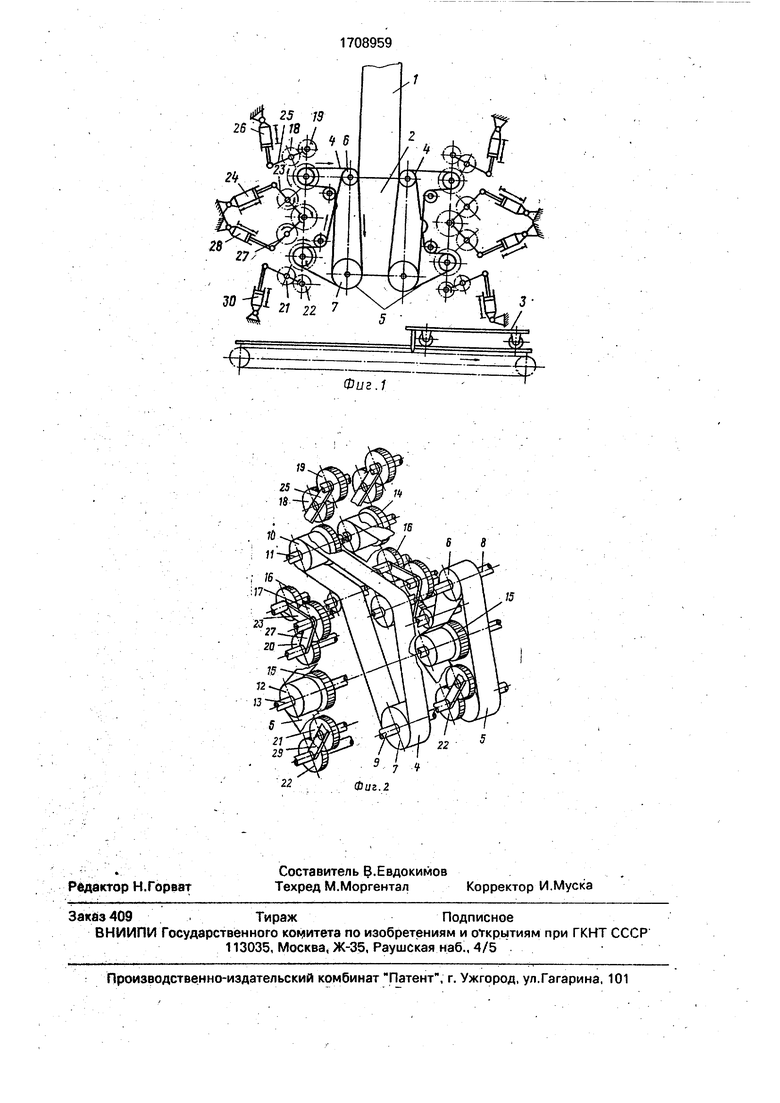
На фиг.1 представлена схема устройства, вид сбоку; на фиг.2 - формирователь контура заготовки, фрагмент боковой левой стенки.
Устройство для получения волокнистой заготовки содержит вертикально расположенную питающую шахту 1 заданной ширины, состыкованный с ней в нижней части формирователь 2 контура заготовки и размещенное под ним средство для отвода заготовки в виде каретки 3, получающей горизонтальное поперечное перемещение посредством, например, цепной передачи.
Стенки формирователя 2 являются продолжением стенок шахты 1. Каждая боковая стенка формирователя выполнена из набора расположенных в ряд продольных примыкающих друг к другу гибких бесконечных эластичных элементов нечетных 4 и четных 5. Количество элементов 4 и 5 в наборе по ширине шахты 1 определяется максимальной шириной получаемой заготовки. Все элементы 4 и 5 охватывают направляющие шкивы 6 и 7, закрепленные на валах соответственно 8 и 9, которые смонтированы друг относительно друга со смещением по вертикали на высЬту формирователя 2, и каждый из элементов охватывает свой индивидуальный приводной шкив 10 (для элементов 4) на валу 11 и приводной шкив 12 .для элементов 5) на валу 13. Каждый из шкивов 10 имеет соосно установленную шестерню 14, а шкивы 12 - шестерню 15. Шестерня 14 периодически может вводиться в зацелление посредством накидной шестерни 16 с валом-шестерней 17 или посредством накидной шестерни 18 - с валом-шестерней 19. Шестерня 15 периодически может вводиться в зацепление посредством накидной шестерни 20 с валом-шестерней 17 или посредством накидной шестерни 21 - с валом-шестерней 22. Каждая из накидных шестерен 16 через систему рычагов 23 связана со штоком силового цилиндра 24, н акидная шестерня 18 через систему рычагов 25 - со штоком силового цилиндра 26, накидная шестерня 20 через систему рычагов 27 - со штоком силового цилиндра 28, а накидная шестерня 21 через систему рычагов 29 - со штоком силового цилиндра 30,
0 Все силовые цилиндры управляются с пульта управления (не показан).
Валы-шестерни 17, 19 и 22 получают вращение от электропривода, например посредством ременной передачи (не показан).
Устройство работает следующим образом.
Предварительно разрыхленный волокнистый материал, например, от выпускной
0 машины рыхлительно-трепального агрегата поступает в шахту 1, а затем в формирователь 2 контура заготовки, где гибкими элементами 4 и 5 подается к выходному отверстию и выводится на движущуюся го5 ризонтально каретку 3.
Режим работы элементов 4 и 5 может быть постоянным или переменным. При постоянном режиме элементы 4 и 5 вращаются все в одном направлении или по ходу движения волокна, образуя при этом раскладку волокна на проходящей под выходным отверстием каретке 3 в виде равномерного холста, или в противоположном, возвращая все волокно обратно в шахту 1, таким образом, волокно не попадает на каретку 3 и происходит отрыв волокна.
При переменном режиме согласно заданной программе часть элементов 4- и 5 вращается в прямом направлении .(вниз по
0 ходу движения волокна), часть вообще не вращается, а часть - в обратном.
При включении привода (не показан) согласно заданной программе одновременно посредством вала-шестерни 17 определенная часть элементов 4 через накидную шестерню 16, вводимую в зацепление силдвым цилиндром 24,-и шестерню 14, и определенная часть элементов 5 через накидную шестерню 20, вводимую в зацепление силовым цилиндром 28, и шестерню 15 приводится
во вращение в одном направлении (вниз по ходу движения волокна), а часть элементов 4 посредством вала-шестерни 19 через накидную шестерню 18, вводимую в зацепл ние силовым цилиндром 26, и шестерню 18, и часть элементов 5 посредством вала-шестерни 22 через накидную шестерню 21, в водимую в зацепление силовым цилиндром 30, и шестерню 15 приводятся во вращение в обратном направлении. В это время сообщают движение каретке 3. Определенная часть волокна подается вращающимися в прямом направлении элементами 4 и 5 на каретку 3, которая движется со скоростью, рассчитанной на получение заготовки определенной массы и длины, а остальная часть волокна возвращается обратно в верхнюю часть шахты 1 вращающимися в обратном направлении элементами 4 и 5 и не попадает на каретку 3. Вследствие такого движения элементов происходит формирование заданного сложного контура заготовки, например развертки основы валяной обуви.
После этого всем элементам 4 и 5 одновременно сообщают вращение в обратном направлении. В результате прекращается подача волокна на каретку 3 и сформированная штучная заготовка передается .на следующую стадию обработки.
В зависимости от заданной программы изменением направления и скорости вращения гибких элементов 4 и 5 образуется кривая заданного контура различная по толщине в зависимости от скорости прохождения каретки 3 под выпускным отверстием формирователя 2...
Использование изобретения позволит получать штучные заготовки различной толщины, длины и разнообразного контура с равномерным распределением волокна по ширине.
Ф о р м у л а и 3 о б р ет е н и я
1. Устройство для получения волокнистой заготовки, содержащее вертикально
расположенную питающую шахту заданной ширины, формирователь контура заготовки и средство для отвода заготовки, отличающееся тем, что, с целью расширения технологических возможностей с одновременным улучшением качества заготовки путем образования заготовок сложного контура с равномерным распределением волокна по ширине заготовки, формирователь контура заготовки установлен непосредственно под нижней частью шахты, а его боковые стенки выполнены в виде набора расположенных в ряд по всей ширине шахты и примыкающих один к другому продольных гибких бесконечных элементов, каждый из которых смонтирован с возможностью вращения посредством привода с изменением направления вращения в соответствии с циклом образования контура заготовки с помощью системы управления, при этом рабочие ветви гибких бесконечных элементов боковых стенок установлены под углом одна к другой с образованием выходного отверстия.
2.Устройство по П.1, о т л и ч а ю щ е ес я тем, что каждый бесконечный гибкий элемент имеет направляющий и приводной шкивы, при этом направляющие шкивы гибких бесконечных элементов смонтированы на валах, установленных со смещением по вертикали один относительно другого, а каждый приводной шкив кинематически связан с приводом соответствующего гибкого элемента.
3.Устройство по П.1, отличающеес я тем, что средство для отвода заготовки выполнено в виде каретки, установленной с возможностью горизонтального поперечного перемещения.
4.Устройство по ПП.1 -2, отличающее с я тем, что кинематическая связь приводных шкивов выполнена в виде зубчатой передачи.
26
Фиг.1
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскроя эластичного материала на заготовки | 1983 |
|
SU1237448A1 |
| Устройство для подачи и удаления изделий из рабочей зоны пресса | 1990 |
|
SU1787058A3 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2041001C1 |
| Устройство для раскроя волокнистой заготовки | 1987 |
|
SU1490192A1 |
| ТРАНСПОРТЕР-ПЕРЕКЛАДЧИК ШТУЧНЫХ ЗАГОТОВОК | 1969 |
|
SU244605A1 |
| Автоматизированный комплекс для штамповки | 1982 |
|
SU1058684A1 |
| Устройство для раскроя эластичного материала на заготовки | 1987 |
|
SU1482813A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ВОРСОВАННОЙ ТКАНИ | 1928 |
|
SU20569A1 |
| Устройство для подачи штучных заготовок в зону обработки | 1987 |
|
SU1433590A1 |
| Устройство для выдачи и ориентации штучных заготовок | 1987 |
|
SU1479178A1 |
Изобретение относится к валяльно-войлочной промышленности и позволяет расширить технологические возможности устройства с одновременным улучшением качества получаемых заготовок за счет образования штучных заготовок сложного контура с равномерным распределением волокна по ширине. Характерной особенностью устройства является выполнение больших боковых стенок формирователя контура заготовки в виде набора расположенных по всей ширине шахты примыкающих друг к другу наклонных замкнутых гибких элементов с возможностью изменения направления движения каждого эле1мента в соответствии с циклом образования контура заготовки. 3 з.п.ф-лы, 2 ил.
13
7
Фиг.2
| Патент США Ns 4523351, кл | |||
| Способ изготовления электрических сопротивлений посредством осаждения слоя проводника на поверхности изолятора | 1921 |
|
SU19A1 |
