ОС

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ перезаправки волокнистого материала на навивочной каретке | 1990 |
|
SU1744155A1 |
| Каретка для навивки основы валяной обуви | 1987 |
|
SU1559016A1 |
| Устройство для получения ватных полуфабрикатов сапоговаляльного производства | 1977 |
|
SU703610A1 |
| Устройство для формирования заготовок основ валяной обуви | 1984 |
|
SU1214802A1 |
| Способ упрочнения войлочных заготовок валяной обуви | 1989 |
|
SU1761829A1 |
| Способ изготовления колпака для основы валяной обуви и устройство для его осуществления | 1978 |
|
SU652245A1 |
| Устройство для наматывания волокнистой ленты в клубок | 1986 |
|
SU1339078A1 |
| Холстоформирующее устройство | 1989 |
|
SU1677109A1 |
| УСТРОЙСТВО для ПЕРЕКЛЮЧЕНИЯ НАБИВОЧНЫХ КОНУСОВ КАРЕТКИ ЧЕСАЛЬНОЙ МАШИНЫ | 1971 |
|
SU316794A1 |
| Способ изготовления основы валяной обуви | 1980 |
|
SU933841A1 |
Изобретение относится к валяльно- войлочной прокьшшенности и позволяет повысить производительность устройства для заправки и намотки ленты при изготовлении основы валяной обуви. Между средством подачи и углом намотки установлены накопитель ленты и смонтированные на выходе из него направляющие валики, один из которых установлен с возможностью возвратно- поступательного перемещения относительно другого о Направляющие валики связаны с одним из датчиков контроля. Другой датчик контроля связан с рычагом заправки свободного конца ленты на навивочный конус. Рычаг для заправки свободного конца ленты уста- I новлен соосно навивочному конусу. 1 з.п.ф-лы, 1 ил.
а
4ii
Изобретение относится к валяльно- войлочной промышленности для изготовления валяной обуви, в частности к чесальной машине, агрегированной с перемещающейся конусно-навивочной кареткой для изготовления основы валяной обуви.
Цель изобретения - повышение производительности устройства путем автоматизации процесса заправки.
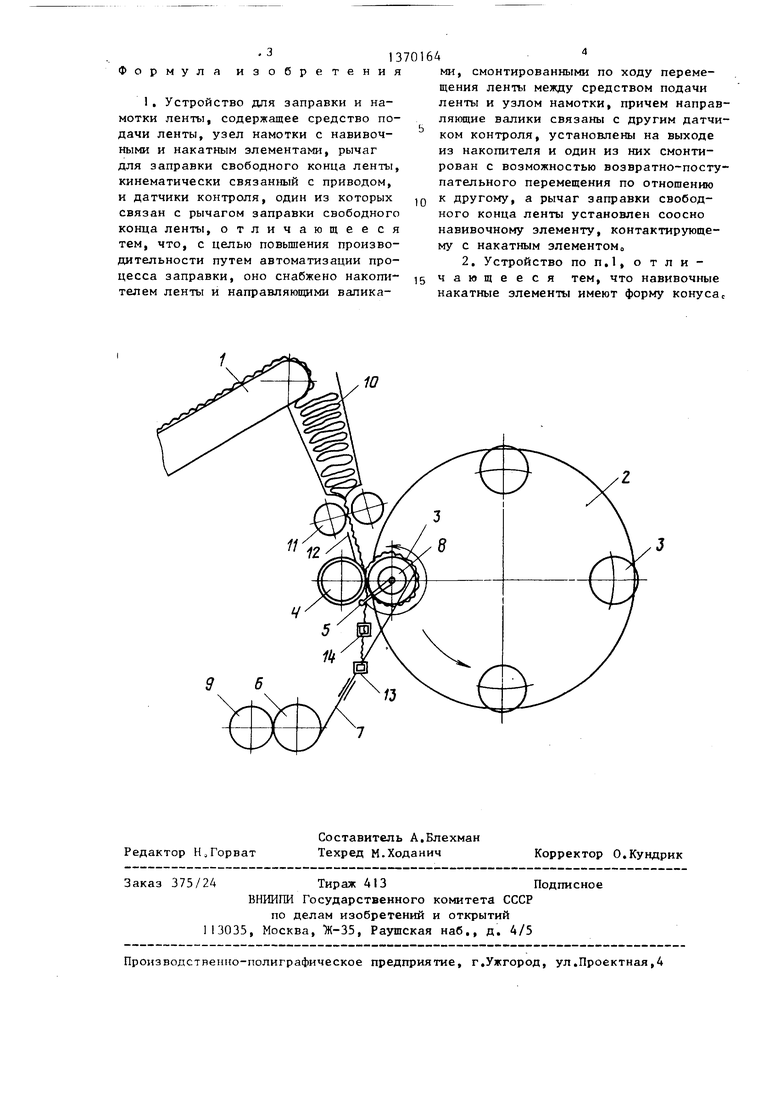
На чертеже схематически показано устройство для заправки и намотки ленты.
Устройство содержит средство пода- 15 ть устанавливается новый конус чи ленты с чесальной мaшины, в час- для намотки ленты. Когда установлен
ности в виде транспортера 1, узел намотки 2 в виде навивочной каретки с навивочными элементами в виде конусов 3 и накатным элементом 4, выполненным в виде ложного конуса, смонтированного с возможностью отклонения от контактирующего с ним соответствующего конуса 3 по окончании намотки ленты на негоо
Ложный конус 4 связан со средством подачи ленты. Конус 4 имеет постоянный привод. Устройство имеет рычаг 5 для заправки свободного конца ленты, который кинематически посредством кулачка 6 зубчатой рейки 7 и зубчатого сектора 8 связан с индивидуальным приводом 9. Между средством подачи в В1оде транспортера 1 и узлом намотки 2 установлен накопитель 10 ленты и на выходе из него смонтированы направляющие валики 11, один из которых установлен с возможностью отхода от другого (возвратно- поступательное перемещение),
Под валиками 11 установлен направляющий лоток 12о Устройство снабжено датчиками контроля 13 и 14.
Датчик 14 отрегулирован на свободный конец ленты, необходимый для заправки на конус 3, а датчик 13 - на конец ленты, предельно допусти- №1й для заправки на конус 3.
Транспортером 1 волокно с чесальной машины подается в направляющие валики 11. По лотку 12 волокно направляется на конус 3, наматывается на него, при зтом оно постоянно прижимается к нему ложным конусом 4.
Лента на конусе 3 контролируется по толщине наработанного слоя. При достижении необходимой толщины слоя ложный конус 4 отключается, прекращая подачу ленты на конус 3.
Одновременно подается сигнал на поворот каретки 2, которая,поворачиваясь против часовой стрелки со скоростью, превьппающей скорость подачи ленты, разрывает ленту на участке между конусами 4, 3 и направляющими валиками 11.
Оборванный конец ленты продолжает подаваться направляющими валиками и приближается к контролирующему датчику 14. Датчик 14 электрически связан с установкой нового конуса под намотку. При повороте каретки и обрыве
5
0
пустой конус и конец ленты достиг датчика 14, подается сил-нал на электродвигатель 9, который приводит в действие кулачок 6, и через зубчатую рейку 7 и зубчатый сектор 8 поворачивает соосно с ним установленный рычаг 5, забрасывая конец ленты на конус. После заброса ленты кулачок 6 возвращает рейку 7 и зубчатый сектор 8 в исходное полож жие. Одновременно с этим конус 4 п:1 ижимается к конусу 3, цикл намотки повторяется. В случае рассогласования скоростей и задержки в смене нараб|;танного конуса на новый конец лент, , продолжая движение, достигает да1Чика 13, который связан с направляющими валиками 11 ,
При достижении концом ленты датчика 13 подается сигнал на отключение направляющих валиков 11, при этом один из валиков отходит от другого на некоторое расстояние, по- дача ленты прекращается, лента начинает укладываться в накопитель 10. При установке нового конуса под намотку подается сигнал на включение двигателя 9, который приводит в движение рычаг заброса ленты 5,, После заброса ленты подается сигнал на включение направляющих валиков 11 и ложного конуса 5„
5
5
Лента начинает выбираться из накопителя и выбирается до полного освобождения накопителя от ленты
Применение предлагаемого устройства для заправки ленты на конус конусно-навивочной каретки позволяет автоматизировать процесс навивки войлочных конусов для изготовления валенок и тем повысить производительность о
Формула изобретения
ми, смонтированными по ходу перемещения ленты между средством подачи ленты и узлом намотки, причем направляющие валики связаны с другим датчиком контроля, установлены на выходе из накопителя и один из них смонтирован с возможностью возвратно-посту- пательиого перемещения по отношению к другому, а рычаг заправки свободного конца ленты установлен соосно навивочному элементу, контактирующему с накатным элементомо
| КАРЕТКА ДЛЯ НАВИВКИ КОНУСОВ ВАЛЯНОЙ ОБУВИ ИЗ ШЕРСТЯНОЙ ВАТКИ | 0 |
|
SU284865A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
