С
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 2010 |
|
RU2429935C1 |
| Литейная машина | 1988 |
|
SU1526887A1 |
| Импульсная головка | 1986 |
|
SU1397152A1 |
| Многоклапанная импульсная головка | 1989 |
|
SU1729683A1 |
| Формовочная машина для изготовления нижних полуформ | 1985 |
|
SU1276429A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ФОРМОВОЧНОЙ СМЕСИ | 1998 |
|
RU2159165C2 |
| Импульсная головка | 1979 |
|
SU829317A1 |
| Импульсная головка | 1987 |
|
SU1577910A1 |
| УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЛИТЕЙНОЙ ФОРМОВОЧНОЙ СМЕСИ | 1991 |
|
RU2017566C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2026133C1 |
Изобретение относится к литейному производству, в частности к устройствам для уплотнения литейных форм импульсом сжатого газа. Цель изобретения - улучшение качества литейных форм за счет увеличения скорости открывания вдувных отвергтий. Импульсная головка, содержащая корпус 1 с рабочей полостью 2, неподвижную перфорированную плиту 3 с выпускными отверстиями 4 и установленные над ней подвижную перфорированную плиту 5 и уплотняющие элементы 9, систему управления 7, причем подвижная плита 5 смонтирована в корпусе 1 с возможностью принудительного горизонтального возвратно-поступательного движения, а уплотняющие элементы 9, подвижные в вертикальном направлении, расположены в предусмотренных камерах 8. 3 ил.
Фиг.1
Изобретение относится к литейному производству, в частности к устройствам для уплотнения литейных форм импульсов сжатого газа.
Цель изобретения -улучшение качества литейных форм за счет увеличения скорости открытия вдувных отверстий.
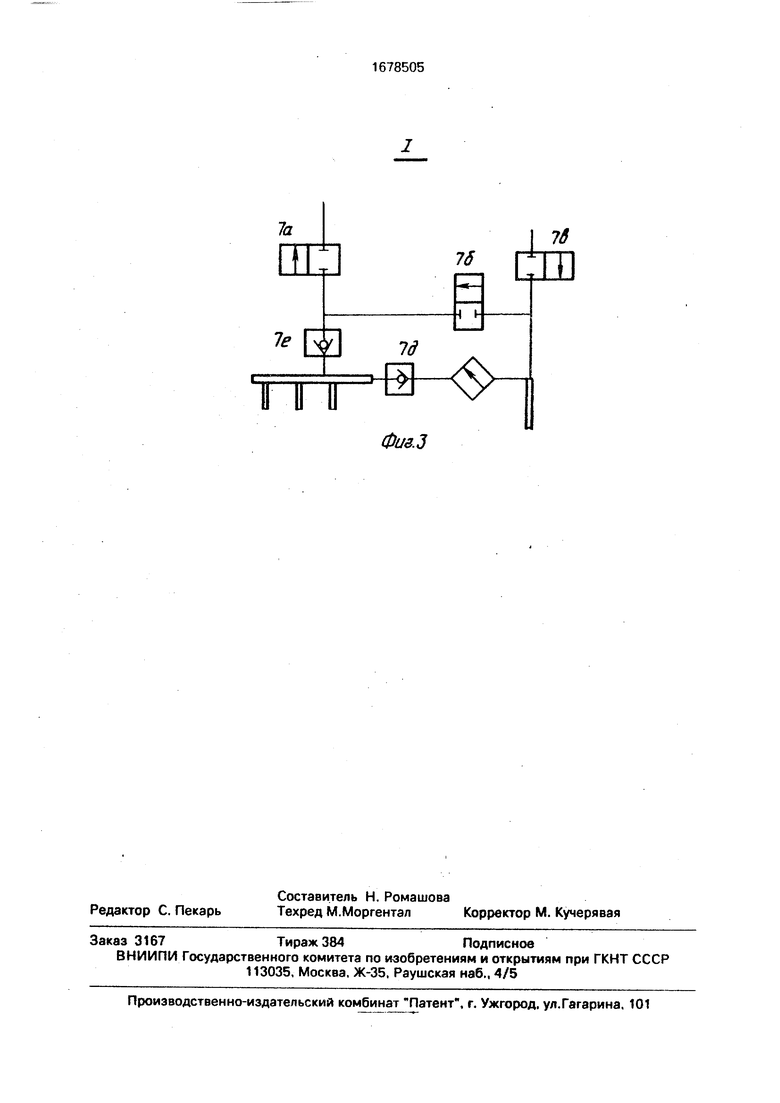
На фиг, 1 изображено импульсное формовочное устройство, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - узел I на фиг. 1.
Импульсное формовочное устройство содержит корпус 1 с рабочей полостью 2, неподвижную перфорированную плиту 3 с выпускными отверстиями 4 и установлен- ную над ней подвижную в горизонтальном направлении плиту 5V например, с поршневым приводом 6, управляемым системой 7 управления. В плите имеются камеры 8, в которых установлены подвижные в верти- кальном направлении уплотняющие элементы 9, образующие с камерами 8 полости 10, соединенные с системой 7 управления (клапаны).
Импульсная головка работав следую- щим образом.
Закрываются клапаны 7а и 76, а с помощью открытого клапана 7в подается давление в поршневую полость привода б, который устанавливает уплотняющие эле- менты 9 плиты 5 над отверстиями перфорированной плиты 3. Одновременно с этим подается регулируемое регулятором 7г давление в полость 10 для прижатия уплотняющих элементов 9 к неподвижной плите 3 с целью герметизации.
Затем в полость 2 подается необходимое количество сжатого газа для импульса. Для уплотнения формовочной смеси необходимо закрыть клапан 7г, а затем от- крыть одновременно клапаны 7а и 76, сбросив деление из полости 10 и поршневой полости привода 6 в атмосферу.
А
Обратные клапаны 7д и 7е необходимы для однозначного срабатывания системы.
Тогда под действием давления полости 2 на привод 6 со стороны штоковой полости происходит мгновенное перемещение подвижной плиты 5 с уплотняющими элементами 9 в горизонтальном направлении, при этом открываются выпускные отверстия 4 в неподвижной плите 3, и сжатый газ из полости 2 через указанные отверстия уплотняет формовочную смесь.
Таким образом, применение подвижной в горизонтальном направлении плиты и сброс давления из полости 10 позволит снизить усилие, необходимое для открытия впускных отверстий 4 в неподвижной плите 3 для импульса, что повышает остроту импульса и увеличивает полезное использование энергии сжатого газа, а применение уплотняющего элемента 9 подвижным в вертикальном направлении уменьшает износ последнего.
Формула изобретения Импульсная головка, содержащая корпус, ресивер, в нижней части которого закреплена неподвижная плита с выпускными отверстиями, и подвижную перфорированную плиту, размещенную над неподвижной и имеющей поршневой привод для1 ее перемещения в горизонтальной плоскости, о т- ли чающаяся тем, что, с целью улучшения качества литейных форм за счет увеличения скорости открытия вдувных отверстий, она снабжена открытыми снизу камерами, размещенными в отверстиях подвижной перфорированной плиты, и уп- лотнительными элементами, свободно установленными в камере с образованием в верхней части полости, сообщенной с системой подачи сжатого воздуха, при этом што- ковая полость упомянутого поршневого привода сообщена с полостью ресивера,
Фиг. Z
Фиг.З
| Способ изготовления песчаных форм | 1987 |
|
SU1458066A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
