Изобретение относится к литейному производству, в частности к изготовлению литейных форм и стержней.
В конструкции устройства импульсной головки для уплотнения литейной формовочной смеси, выбранного в качестве прототипа, содержится корпус, в котором имеются отверстия для выпуска сжатого воздуха. Подвижный клапан, выполненный в виде перфорированной плиты, жестко связан посредством штанг, перемещаемых в направляющих втулках, с контрклапаном, образующим с корпусом при поджатии к нему, дополнительную рабочую полость. Контрклапан взаимодействует с поршневым приводом возврата посредством тяги, имеющей упор на конце. С помощью привода возврата клапан и контрклапан одновременно поджимаются плотно к корпусу, перекрывая отверстия выпуска сжатого воздуха из корпуса. При подаче воздуха в полость между контрклапаном и корпусом давление воздуха над контрклапаном и под ним выравнивается, остается давление на клапан, который, отрываясь от корпуса, открывает отверстие для выхода воздуха в сторону формовочной смеси. Происходит уплотнение смеси сжатым воздухом, а клапан по инерции продолжает перемещаться вниз и ударяет своей нижней плоскостью по формовочной смеси, механически доуплотняя ее.
Недостатком данной конструкции является наличие штанг, связывающих клапан с контрклапаном, которые перемещаются в направлящих втулках, воспринимая силы трения взаимоподвижных поверхностей. Несколько усложнено управление клапаном, так как необходимо сначала опустить тягу с упором механизма возврата клапана, затем заполнить сжатым воздухом полость над контрклапаном для отрыва его от стенки корпуса. При быстром перемещении клапана с контрклапаном вниз подвергаются повышенному износу взаимотрущиеся поверхности и уплотнительные устройства. Все это уменьшает скорость отрывания клапана, снижает эффективность и надежность устройства.
Цель изобретения - повышение эффективности и надежности в работе путем увеличения быстродействия клапана и упрощения конструкции.
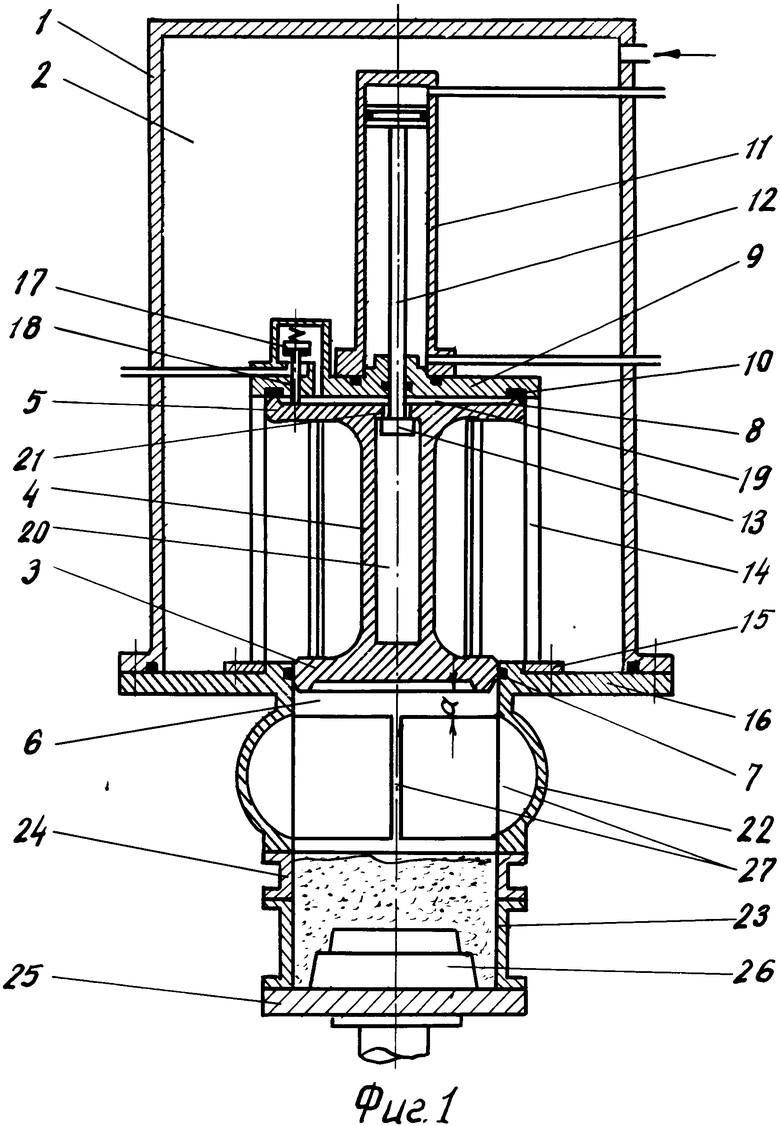
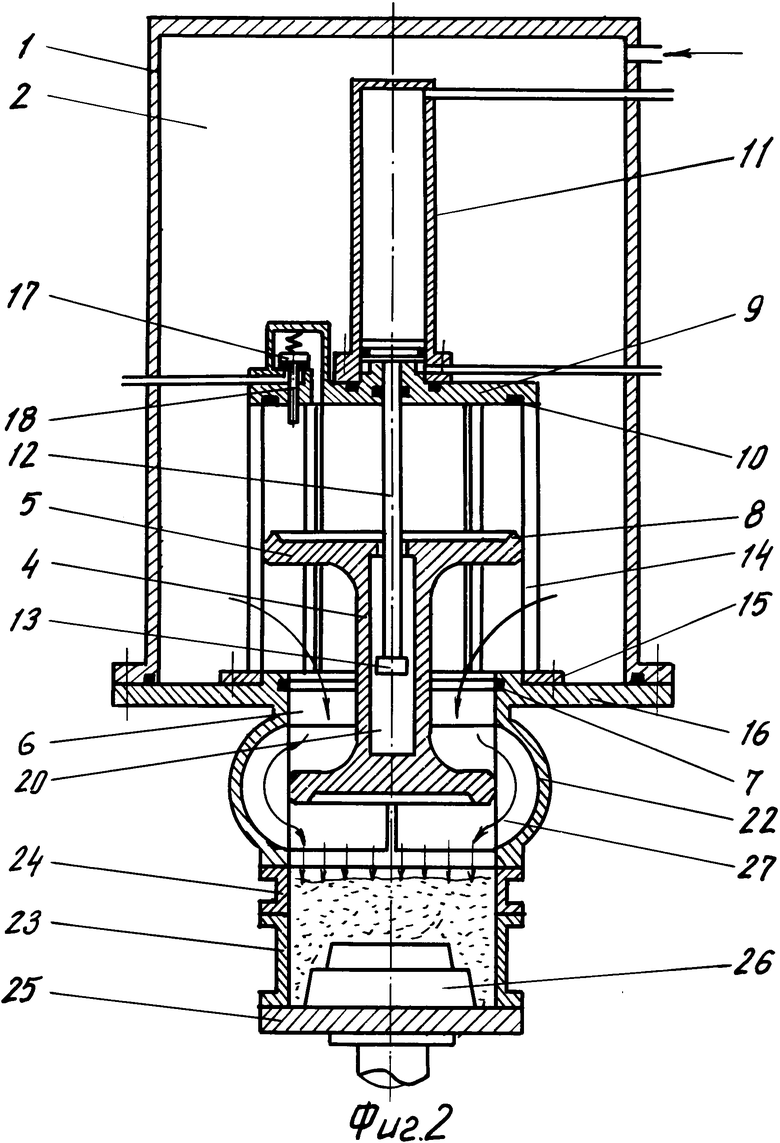
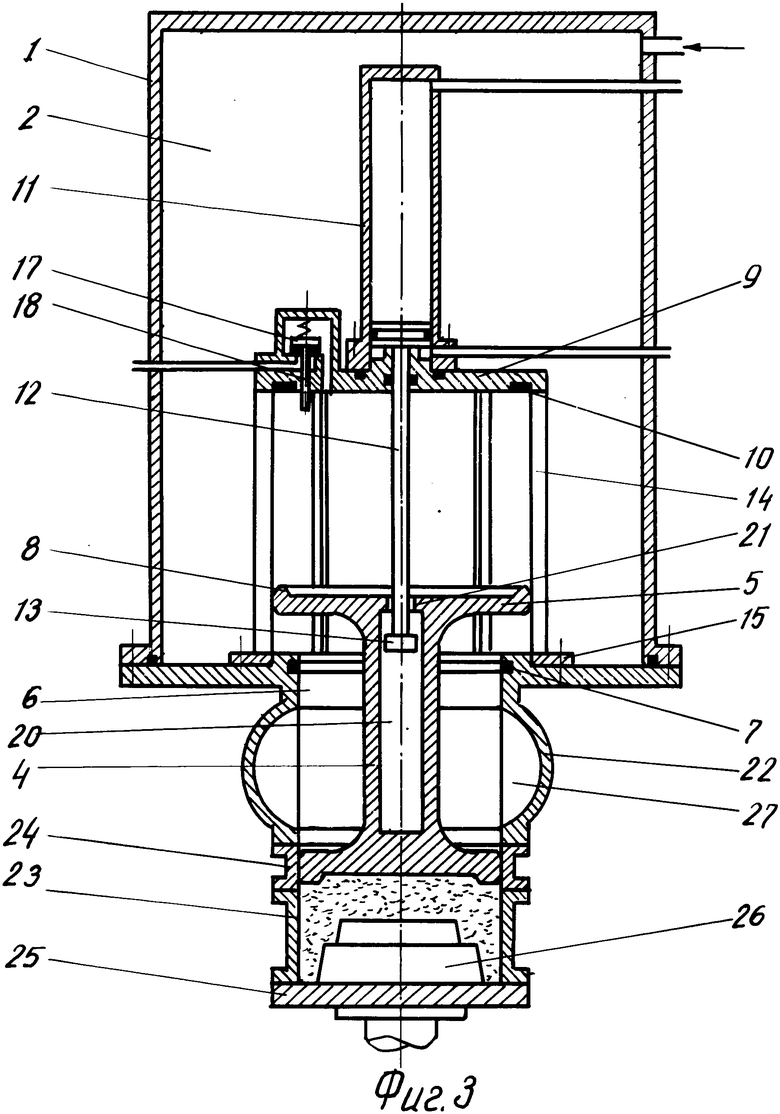
На фиг.1 показано предлагаемое устройство, исходное положение; на фиг.2 - то же, в момент перемещения клапана с контрклапаном и импульса сжатого воздуха; на фиг.3 - то же, в момент удара клапана по формовочной смеси.
Устройство для уплотнения литейной формовочной смеси содержит корпус 1 с рабочей полостью 2, сообщенной с источником сжатого воздуха, клапан 3, жестко соединенный ступицей 4 с контрклапаном 5. Клапан 3 перекрывает выпускное отверстие 6, имеющее уплотнение 7, а контрклапан 5 выполнен в виде тарелки, которая своим круговым выступом 8 поджата к плите 9 через уплотнение 10. На плите 9 смонтирован поршневой привод 11 возврата клапана 3 с контрклапаном 5 в исходное положение с помощью тяги 12, имеющей на своем торце упор 13.
Плита 9 закреплена на вертикальных ребрах 14, которые, в свою очередь, нижними торцами жестко соединены с фланцем 15, который крепится болтами к крышке 16 корпуса 1. Ребра 14 являются направляющими для контрклапана 5 при его движении вниз. На плите 9 размещен клапан 17, который взаимодействует своим штоком 18 с торцом контрклапана 5. Круговой выступ 8 контрклапана 5 образует дополнительную рабочую полость 19, которая с помощью клапана 17 сообщается с атмосферой во время, когда контрклапан 5 поджат к плите 9 в исходном положении. В ступице 4, соединяющей клапан 3 с контрклапаном 5, выполнена полость 20 с отверстием в верхней части, имеющим бурт 21, взаимодействующий с упором 13 штока 12, свободно с зазором проходящего через отверстие в полость 20. Крышка 16 корпуса 1 в своем нижнем торце имеет расширяющую камеру 22, к фланцу которой поднимается опока 23 с наполнительной рамкой 24 и плитой 25 с моделью 26. Внутри камеры 22 имеются вертикальные ребра 27, которые служат направляющими для клапана 3 при его движении вниз. Выпускное отверстие 6 по высоте несколько увеличено, образуя разгонный участок, а для клапана 3, позволяя последнему набрать скорость прежде, чем он откроет выпускное отверстие для сброса воздуха из полости 2.
Устройство для уплотнения литейной формовочной смеси работает следующим образом.
В исходном положении рабочая полость 2 корпуса 1 заполнена сжатым воздухом из цеховой сети и клапан 3 закрывает выпускное отверстие 6, удерживаясь в нем с помощью контрклапана 5, площадь которого, ограниченная круговым выступом 8, несколько больше площади клапана 3. Дополнительная рабочая полость 19 контрклапана 5 сообщается с атмосферой, так как клапан 17 торцом контрклапана 5 открыт. Тяга 12 поршневого привода 11 возврата поднята вверх своим упором 13, прижимаясь к бурту 21. Опока 23 с наполнительной рамкой 24, установленные на плиту 25 с моделью 26, заполнены формовочной смесью и поджаты к фланцу камеры 22. При подаче сжатого воздуха в поршневую полость привода 11 тяга 12, перемещаясь вниз, своим упором 13 нажимает на дно полости 20, тем самым отрывая контрклапан 5 от плиты 9. При этом клапан 17 закрывается, перекрывая выход воздуху в атмосферу, а полость 19 контрклапана 5 мгновенно заполняется сжатым воздухом из рабочей полости 2. При этом давление воздуха над контрклапаном и под ним выравнивается и клапан 3 больше не удерживается контрклапаном 5 в выпускном отверстии 6. Сжатый воздух в полости 2, воздействуя на всю площадь клапана 3, разгоняет его на участке а. При прохождении расширенной камеры 22 клапан 3 открывает выпускное отверстие 6, пропуская воздух к формовочной смеси для импульсного уплотнения. По инерции клапан 3 движется вниз и ударяет по поверхности формовочной смеси, доуплотняя ее сверху. Затем с помощью поршневого привода 11 клапан 3 с контрклапаном 5 возвращается в исходное положение. При этом шток 1 клапана 17 нажимается торцом контрклапана 5 и клапан 17 открывается, сообщая полость 19 контрклапана 5 с атмосферой. Полость 2 корпуса 1 может снова заполняться воздухом из цеховой сети. Опока с наполнительной рамкой и моделью опускается, и готовая форма снимается.
Предлагаемая конструкция устройства для уплотнения литейной формовочной смеси позволяет ускорить открытие выпускного отверстия за счет снижения сил сопротивления перемещению клапана, что повышает качество уплотнения смеси. Уменьшение взаимотрущихся поверхностей повышает долговечность и надежность устройства, снижает затраты на изготовление.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для многоплунжерного прессования разовых песчано-глинистых литейных форм | 1990 |
|
SU1799665A1 |
| Импульсная головка | 1987 |
|
SU1532187A1 |
| Импульсное формовочное устройство | 1986 |
|
SU1503978A1 |
| ОДНОПОЗИЦИОННЫЙ ФОРМОВОЧНЫЙ АВТОМАТ | 1990 |
|
RU2014943C1 |
| ВСТРЯХИВАЮЩАЯ ФОРМОВОЧНАЯ МАШИНА Б* Пj | 1972 |
|
SU358068A1 |
| Устройство для изготовления литейных форм | 1991 |
|
SU1787656A1 |
| Формовочная машина | 1990 |
|
SU1773551A2 |
| Формовочная машина для изготовления литейных форм | 1983 |
|
SU1082547A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ | 1991 |
|
RU2026133C1 |
| Импульсная головка | 1983 |
|
SU1282953A1 |
Использование: в литейном производстве, в частности при изготовлении литейных форм и стержней. Сущность изобретения: устройство для уплотнения литейной формовочной смеси содержит корпус с рабочей полостью для сжатого газа, подвижный клапан, жестко соединенный с контрклапаном, направляющие для клапана и механизм возврата клапана в виде поршневого привода с тягой. Новым в устройстве является выполнение направляющих клапана и контрклапана в виде вертикальных ребер, расположенных вокруг клапана и контрклапана, а полость над контрклапаном сообщается с атмосферой посредством клапана, взаимодействующего с контрклапаном, причем отрыв контрклапана осуществляется с помощью штока механизма возврата. 3 ил.
УСТРОЙСТВО ДЛЯ УПЛОТНЕНИЯ ЛИТЕЙНОЙ ФОРМОВОЧНОЙ СМЕСИ, содержащее корпус с рабочей полостью для сжатого газа, клапан, жестко соединенный с контрклапаном, в виде тарелки, установленной в корпусе с образованием дополнительной рабочей полости, и механизм возврата клапана в виде поршневого привода, имеющего тягу, отличающееся тем, что направляющие выполнены в виде вертикальных ребер, размещенных вокруг клапана и контрклапана, а дополнительная рабочая полость сообщена с атмосферой посредством запорного клапана, взаимодействующего с контрклапаном, при этом упомянутая тяга установлена с возможностью взаимодействия с верхней поверхностью клапана.
| Импульсная головка | 1987 |
|
SU1532187A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
