Изобретение относится к микросварке, в частности к устройствам приварки проволочных заготовок к контактным группам (пластинами), и может быть использовано в электротехнической, радиотехнической промышленности и приборостроении.
Цель изобретения - повышение производительности, упрощение конструкции и расширение технологических возможностей путем получения контактных групп с различным количеством контактов в шаге подачи за счет расположения сварочных головок с шагом, кратным периоду - количеству шагов подачи автомата, из которых состоит контактная группа.
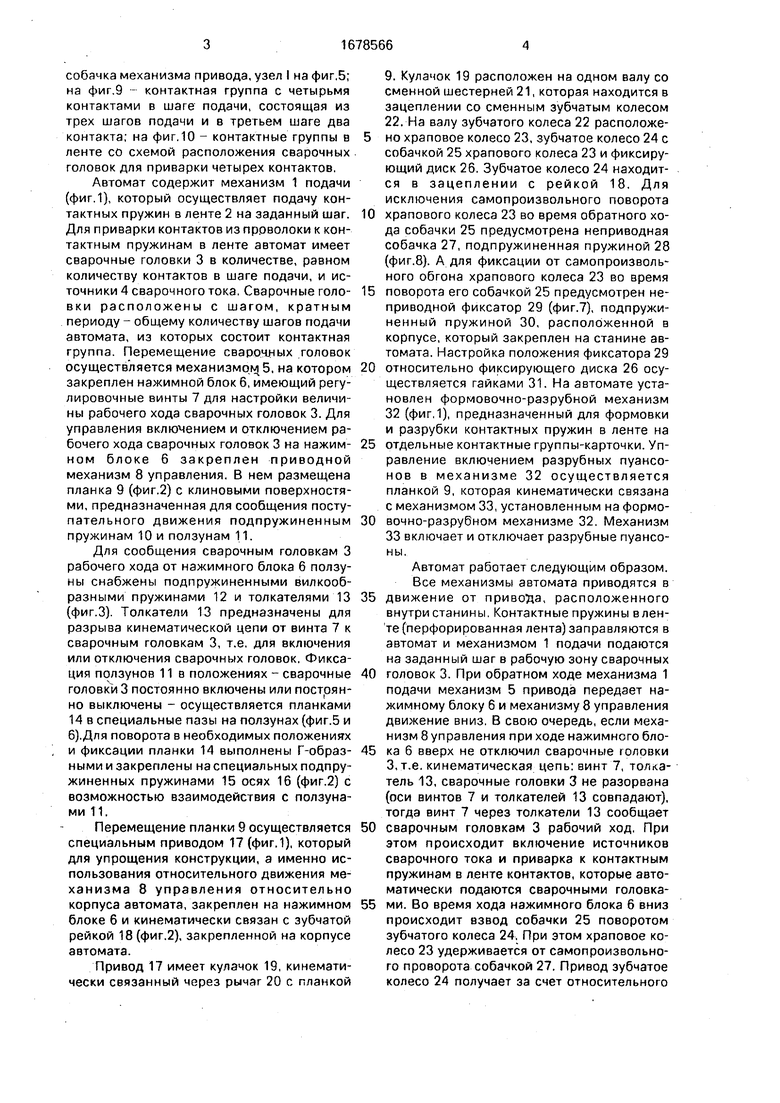
На фиг, 1 изображен автомат с четырьмя сварочными головками, общий вид; на фиг.2
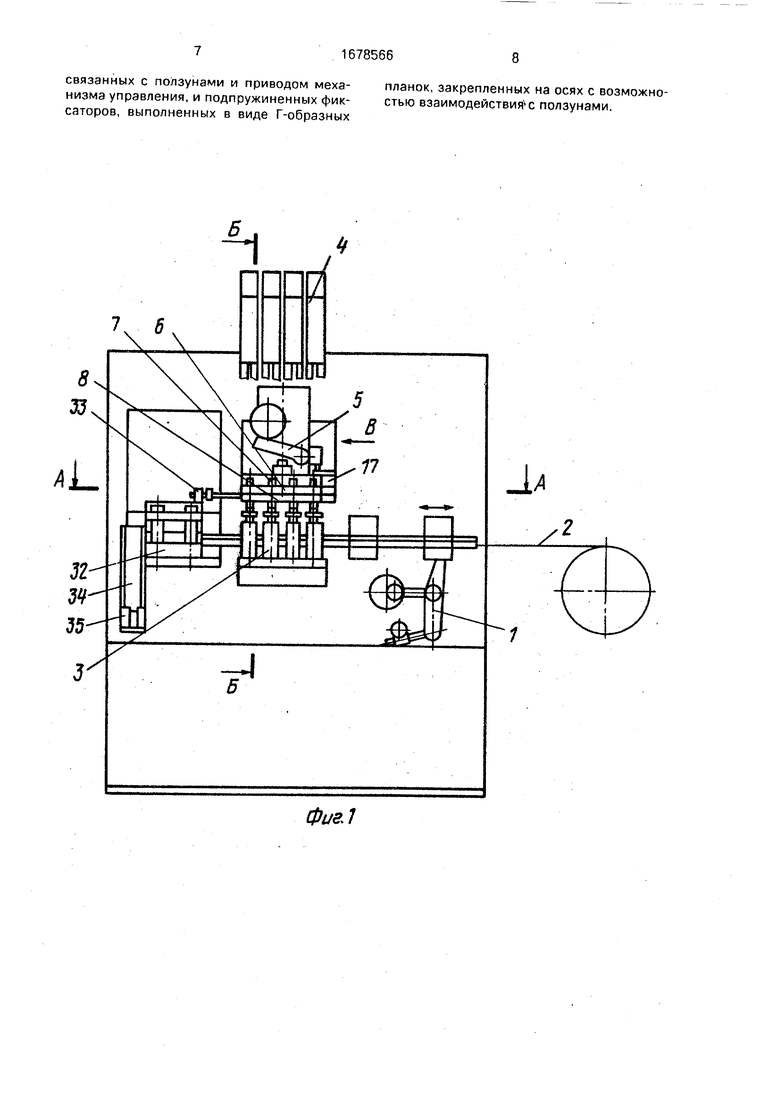
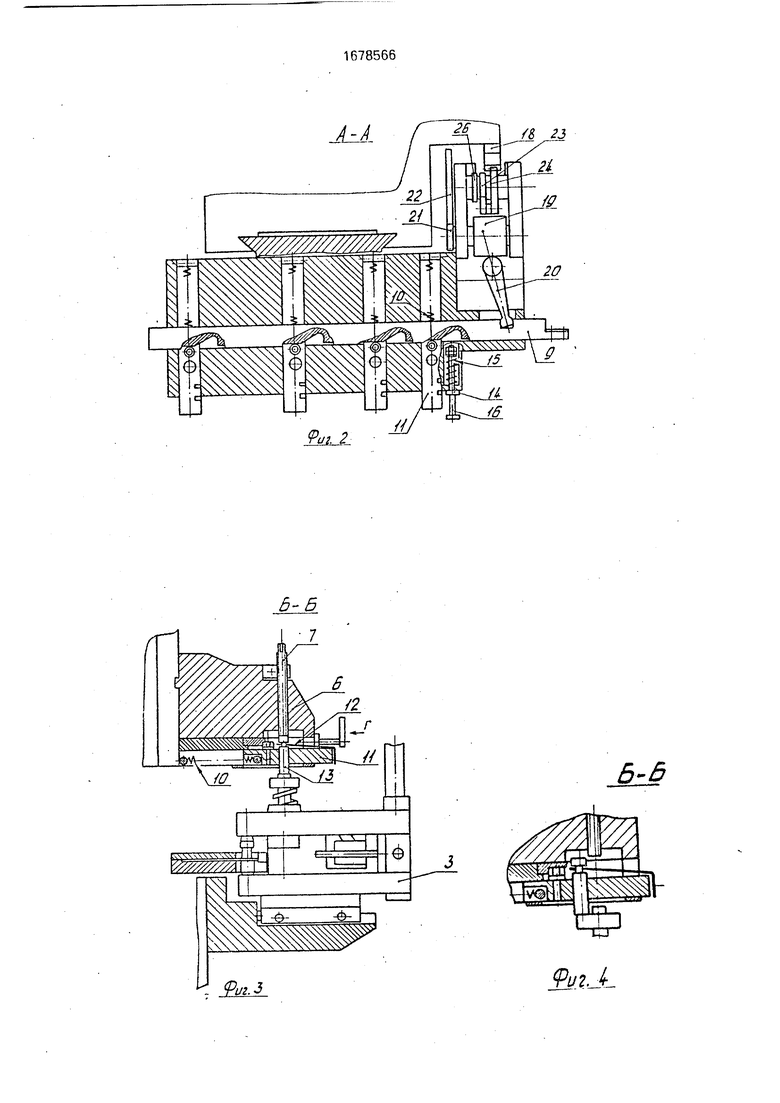
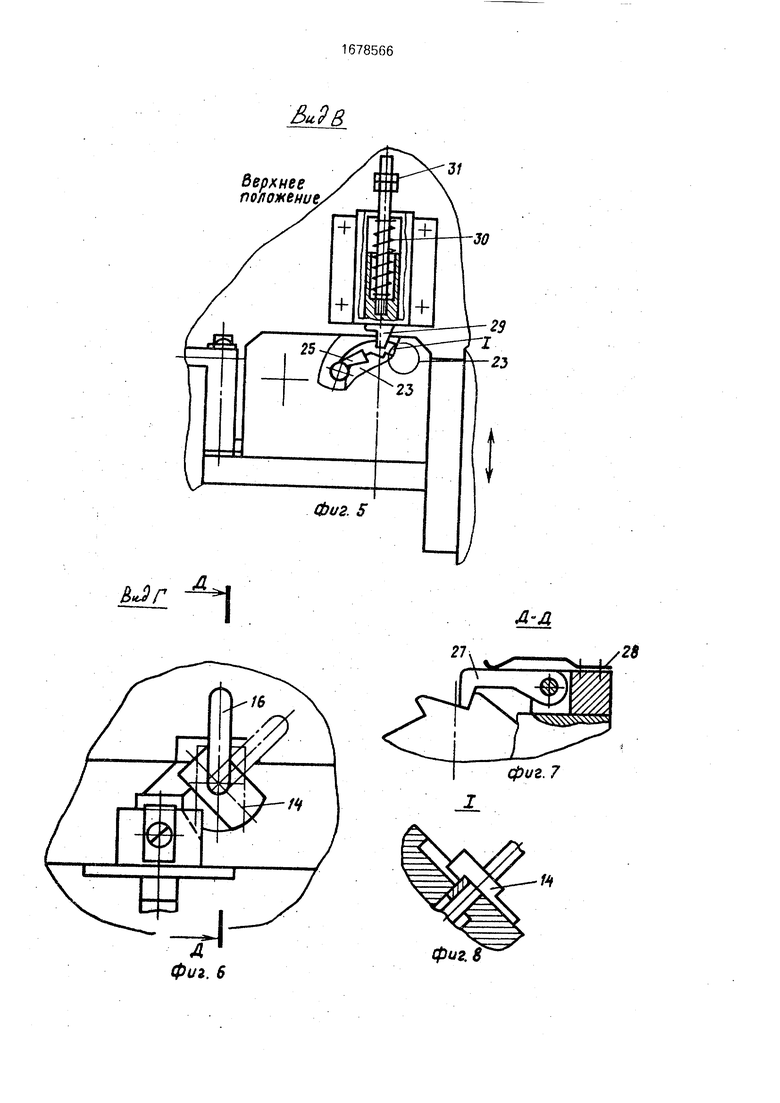
- механизм управления четырьмя сварочными головками с механизмом привода механизма управления сварочных головок, разрез А-А на фиг.1; на фиг.З - механизм управления сварочных головок в положении: сварочные головки включены, разрез Б-Б на фиг. 1; на фиг.4 - то же, в положении: сварочные головки выключены; на фиг.5 - фиксатор-храповик с собачкой механизма привода механизма управления сварочными клещами, вид В на фиг.1; на фиг.6 - планка с поворотной для фиксации ползунов механизма управления сварочными головками, вид Г на фиг.З; на фиг.7 - планка с поворотной осью, зафиксированной за край направляющей ползунов, разрез Д-Д на фиг.б; на фиг.8 - неприводная
О
xl
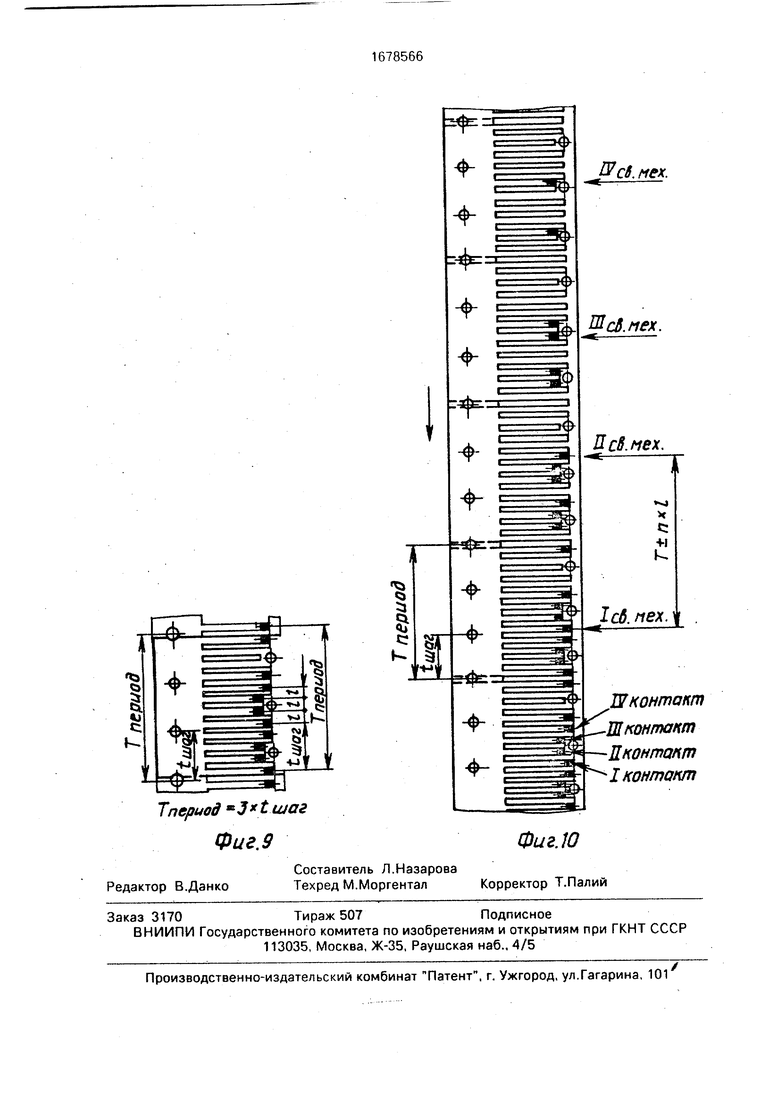
собачка механизма привода, узел I на фиг,5; на фиг.9 - контактная группа с четырьмя контактами в шаге подачи, состоящая из трех шагов подачи и в третьем шаге два контакта; на фиг. 10 - контактные группы в ленте со схемой расположения сварочных головок для приварки четырех контактов.
Автомат содержит механизм 1 подачи (фиг.1), который осуществляет подачу контактных пружин в ленте 2 на заданный шаг. Для приварки контактов из проволоки к контактным пружинам в ленте автомат имеет сварочные головки 3 в количестве, равном количеству контактов в шаге подачи, и источники 4 сварочного тока. Сварочные голо- вки расположены с шагом, кратным периоду - общему количеству шагов подачи автомата, из которых состоит контактная группа. Перемещение сварочных головок осуществляется механизмом 5, на котором закреплен нажимной блок 6, имеющий регулировочные винты 7 для настройки величины рабочего хода сварочных головок 3. Для управления включением и отключением рабочего хода сварочных головок 3 на нажимном блоке 6 закреплен приводной механизм 8 управления. В нем размещена планка 9 (фиг.2) с клиновыми поверхностями, предназначенная для сообщения поступательного движения подпружиненным пружинам 10 и ползунам 11.
Для сообщения сварочным головкам 3 рабочего хода от нажимного блока 6 ползуны снабжены подпружиненными вилкообразными пружинами 12 и толкателями 13 (фиг.З). Толкатели 13 предназначены для разрыва кинематической цепи от винта 7 к сварочным головкам 3, т.е. для включения или отключения сварочных головок, Фиксация ползунов 11 в положениях - сварочные головки 3 постоянно включены или постоянно выключены - осуществляется планками 14 в специальные пазы на ползунах (фиг.5 и 6).Для поворота в необходимых положениях и фиксации планки 14 выполнены Г-образ- ными и закреплены на специальных подпружиненных пружинами 15 осях 16 (фиг.2) с возможностью взаимодействия с ползунами 11.
Перемещение планки 9 осуществляется специальным приводом 17 (фиг.1), который для упрощения конструкции, а именно использования относительного движения механизма 8 управления относительно корпуса автомата, закреплен на нажимном блоке 6 и кинематически связан с зубчатой рейкой 18 (фиг.2), закрепленной на корпусе автомата.
Привод 17 имеет кулачок 19, кинематически связанный через рычаг 20 с планкой
9. Кулачок 19 расположен на одном валу со сменной шестерней 21, которая находится в зацеплении со сменным зубчатым колесом 22. На валу зубчатого колеса 22 расположено храповое колесо 23, зубчатое колесо 24 с собачкой 25 храпового колеса 23 и фиксирующий диск 26. Зубчатое колесо 24 находится в зацеплении с рейкой 18. Для исключения самопроизвольного поворота
0 храпового колеса 23 во время обратного хода собачки 25 предусмотрена неприводная собачка 27, подпружиненная пружиной 28 (фиг.8). А для фиксации от самопроизвольного обгона храпового колеса 23 во время
5 поворота его собачкой 25 предусмотрен неприводной фиксатор 29 (фиг.7), подпружиненный пружиной 30, расположенной в корпусе, который закреплен на станине автомата. Настройка положения фиксатора 29
0 относительно фиксирующего диска 26 осуществляется гайками 31. На автомате установлен формовочно-разрубной механизм
32(фиг,1), предназначенный для формовки и разрубки контактных пружин в ленте на
5 отдельные контактные группы-карточки. Управление включением разрубных пуансонов в механизме 32 осуществляется планкой 9, которая кинематически связана с механизмом 33, установленным на формо0 вочно-разрубном механизме 32. Механизм
33включает и отключает разрубные пуансоны.
Автомат работает следующим образом. Все механизмы автомата приводятся в
5 движение от привода, расположенного внутри станины. Контактные пружины влен- те(перфорированная лента) заправляются в автомат и механизмом 1 подачи подаются на заданный шаг в рабочую зону сварочных
0 головок 3. При обратном ходе механизма 1 подачи механизм 5 привода передает нажимному блоку 6 и механизму 8 управления движение вниз. В свою очередь, если механизм 8 управления приходе нажимногобло5 ка 6 вверх не отключил сварочные головки 3,т.е. кинематическая цепь: винт 7, толкатель 13, сварочные головки 3 не разорвана (оси винтов 7 и толкателей 13 совпадают), тогда винт 7 через толкатели 13 сообщает
0 сварочным головкам 3 рабочий ход. При этом происходит включение источников сварочного тока и приварка к контактным пружинам в ленте контактов, которые автоматически подаются сварочными головка5 ми. Во время хода нажимного блока 6 вниз происходит взвод собачки 25 поворотом зубчатого колеса 24, При этом храповое колесо 23 удерживается от самопроизвольного проворота собачкой 27. Привод зубчатое колесо 24 получает за счет относительного
движения по неподвижно закрепленной на корпусе автомата зубчатой рейке 18. В конце хода нажимного блока 6 вниз фиксатор 29 выходит из паза фиксирующего диска 26 (гайки 31 упирэкнся в корпус фиксатора). Межу фиксирующим диском 26 и фиксатором 29 образуется зазор.
При ходе нажимного блока 6 вверх толкатель 13 под действием пружин 12 опускается вниз, при этом образуется зазор между винтом 7, толкателем 13 и сварочными головками 3, что позволяет свободно перемещать ползуны 11 с толкателями 13 при переключении, При ходе нажимного блока 6 вверх так же происходит поворот храпового колеса 23 с фиксирующим диском 26. При этом паз фиксирующего диска 26 уходит из-под фиксатора 29, выбирается зазор между ними, затем фиксатор 29 перемещается вверх, скользя по фиксирующему диску 26 и сжимая пружину 30. В конце хода вверх фиксатор 29 под действием пружины 30 входит в следующий паз фиксирующего диска 26
Движение от храпового колеса 23 передается через сменные зубчатые колеса 22 и 21 на кулачок 19 и далее рычаг 20 перемещает планку 9 влево. При этом ползуны 11 по клиновым ее поверхностям переместятся во впадины тем самым толкатели 13 выйдут из-под винтов 7. Кинематическая цепь: винты 7 - нажимные винты сварочных головок будет разорвана При ходе вниз нажим- ного блока 6 сварочные головки не срабатывают.
Одновременно планка 9 при ходе влево включает через механизм 33 разрубные пуансоны, и, при ходе вниз, формовочно-раз- рубным механизмом 32 от подаваемой ленты будет отрублена контактная группа с формованными контактами. Отрубленная контактная группа по наклонному лотку 34 поступает в накопитель 35. При этом в зависимости от настройки привода 17, а именно передаточного отношения кинематической цепи: храповое колесо 23 - кулачок 19, на любой необходимый ход вниз нажимного блока 6 планка 9 будет занимать необходимое положение. Т.е сварочные головки 3 могут отключаться на любой шаг ленты, если ползуны 11 не зафиксированы планками 14.
По окончании приварки и формовки контактов все механизмы возвращаются в исходное положение, а механизм 1 подачи снова подает ленту на заданный шаг и цикл работы автомата повторяется.
Для настройки автомата необходимо знать количество контактов в шаге подачи контактной группы, в каком шаге подачи и
какие контакты не привариваются и количество шагов подачи, из которых состоит контактная группа.
Рассмотрим наладку автомата для иэготовления контактных групп со следующей характеристикой: количество контактов в шаге подачи четыре, соответственно необходимо установить на автомат четыре сварочных головки 3,
Количество контактов в третьем шаге контактной группы равно двум, и притом не привариваются второй и третий контакты (в остальных шагах по четыре контакта). Соответственно, необходимо настроить механизм 8 управления так, чтобы планка 9 отключала вторые и третьи сварочные головки на третий рабочий ход автомата. При этом, соответственно, на третий рабочий ход автомата будут включаться разрубные
пуансоны формовочно-разрубного механизма и от ленты будет отрубаться контактная группа, состоящая из трех шагов подачи Так как в третьем шаге подачи привариваются первый и четвертый контакты, то ползуны 11 расположены над первыми ч четвертыми сварочными головками. Необходимо зафиксировать планки 14 в положении - сварочные головки приваривают контакты за каждым рабочим ходом звтомата. Аналогичным образом автомат настраивается на другие типы контактных групп, т.е. устанавливается необходимое количество сварочных головок 3, фиксируются ползуны 11 в необходимом положении и нзстрзивээтся необходимое передаточное отноше ние: храповик 23 - кулачок 19.
Формула изобретения
Многоточечный автомат для приварки
контактов, содержащий источник csapot но- го тока, механизм подачи, сварочные голо- аки, механизм перемещения сварочных головок, нажимной блок и приводной механизм управления сварочными головками, отличающийся тем. что, с целью повышения производительности, упрощения конструкции и расширения технологических возможностей путем обеспечения
получения контактных групп с различным количеством в шаге подачи за счет расположения сварочных головок с шагом, кратным периоду - количеству шагов подачи автомата, из которых состоит контактная группа,
приводной механизм управления сварочными головками выполнен в виде ползунов с подпружиненными толкателями и с пазами для фиксации сварочных головок в положении включены-выключены, планок с клиновыми поверхностями, кинематически
связанных с ползунами и приводом меха- планок, закрепленных на осях с возможно- низма управления, и подпружиненных фик- стью взаимодействий с ползунами, саторов, выполненных в виде Г-образных

| название | год | авторы | номер документа |
|---|---|---|---|
| ОДНОШПИНДЕЛЬНЫЙ АВТОМАТИЧЕСКИЙ ТОКАРНО-РЕВОЛЬВЕРНЫЙ СТАНОК | 1949 |
|
SU91305A1 |
| Устройство для контактной точечной сварки | 1984 |
|
SU1211011A1 |
| Автомат для контактной приварки шипов | 1979 |
|
SU856713A1 |
| Автомат для контактной приварки шипов | 1970 |
|
SU334767A1 |
| ПАЯЛЬНАЯ ГОЛОВКА АВТОМАТА ПАЙКИ ЭЛЕКТРОЭЛЕМЕНТОВ НА ПЕЧАТНЫЕ ПЛАТЫ | 2009 |
|
RU2426284C2 |
| АВТОМАТ РОТОРНОГО ТИПА ДЛЯ СВАРКИ ПАКЕТОВ ИЗ ТЕРМОПЛАСТОВ | 1969 |
|
SU247497A1 |
| Автомат для приварки контактов к держателям | 1976 |
|
SU642116A1 |
| Устройство для контактной точечной сварки | 1977 |
|
SU715253A1 |
| Устройство для управления группой исполнительных механизмов | 1986 |
|
SU1345180A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ КОНСТАНТАНОВОЙ ПРОВОЛОКИ СКОБОК И ВСТАВКИ ИХ В АСБЕСТОВЫЕ КОРОБКИ ТЕРМОБЛОКОВ | 1956 |
|
SU108681A1 |
Изобретение относится к микросварке и, в частности, к устройствам для приварки проволочных заготовок к контактным группам (пластинам). Цель изобретения - повышение производительности, упрощение конструкции и расширение технологических возможностей путем обеспечения получения контактных групп с различным количеством контактов в шаге подачи за счет расположения сварочных головок с шагом, кратным периоду - количеству шагов подачи автомата, из которых состоит контактная группа. Автомат содержит механизм управления сварочными головками, имеющий планку с клиновыми поверхностями, кинематически связанную с ползунами и приводом механизма управления. Для сообщения сварочным головкам рабочего хода от нажимного блока ползуны механизма управления снабжены подпружиненными толкателями и имеют пазы для фиксации сварочных головок во включенном и выключенном положениях. Для фиксации ползунов механизма управления в рабочем и нерабочем положениях сварочных головок он снабжен подпружиненными и закрепленными на оси фиксаторами в виде планок с отгибом. 10 ил. R
фи&1
PuiJL
f
6-6
&с9в
Верхнее положение.
v
&Jr
Л
31
зо
л-д
фиг. 7
фиг. 8
| Патент США №3415972, кл.219-78, 1968. |
