1
(61) 1604557
(21)4415873/08
(22) 26.04.88
(46)23.09.91. Бюл. №35
(72) Ю.И.Климухин, М.Р.Глебов, Б.В.Мишнин, А.Ф.Чамин и В.Н.Морозов
(53)62-229.6 (088.8)
(56)Авторское свидетельство СССР № 1604557, кл. В 23 Q 7/06, 1989.
(54)ЗАГРУЗОЧНОЕ УСТРОЙСТВО
(57)Изобретение относится к машиностроению, в частности к устройствам для ориентированной подачи заготовок в процессе загрузки станков, и может быть использовано в гибких производственных модулях. Целью изобретения является повышение надежности выдачи заготовок. Загрузочное устройство включает предбункер и бункер с
установленным параллельно одной из стенок бункера с возможностью возвратно-поступательного движения шибером со скошенной рабочей поверхностью и размещенным с внешней стороны бункера отводящим лотком. На дне предбункера помещен толкатель. Бункер и предбункер выполнены разъемными, а дно предбункера установлено с отрицательным уклоном по отношению ко дну бункера и размещено над последним. Устройство также содержит датчик количества перемещений шибера и датчик наличия заготовок, выходы которых соединены с входами блока управления, выходы которбго подключены к пневмоприводамчерезсоответствующиепневмораспределители. 3 ил.
ел
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1990 |
|
SU1774910A3 |
| Загрузочное устройство | 1988 |
|
SU1604557A1 |
| Загрузочное устройство | 1991 |
|
SU1814607A3 |
| Автоматизированное устройство выдачи заготовок | 1987 |
|
SU1459787A1 |
| Резьбонакатной станок | 1989 |
|
SU1680424A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ПРУТКОВОГО МАТЕРИАЛА | 1991 |
|
RU2009792C1 |
| Устройство для счета семян | 1983 |
|
SU1111186A1 |
| Устройство поштучной выдачи длинномерных заготовок из сортового проката | 1989 |
|
SU1632584A1 |
| Устройство для деления потока деталей | 1983 |
|
SU1164035A1 |
| Автомат для зенкования гаек | 1991 |
|
SU1815001A1 |
Изобретение относится к машиностроению, в частности к устройствам для ориентированной подачи заготовок в процессе загрузки металлообрабатывающих станков, может быть использовано в гибких производственных модулях и является усовершенствованием изобретения по авт.св. № 1604557.
Целью изобретения является повышение надежности выдачи заготовок.
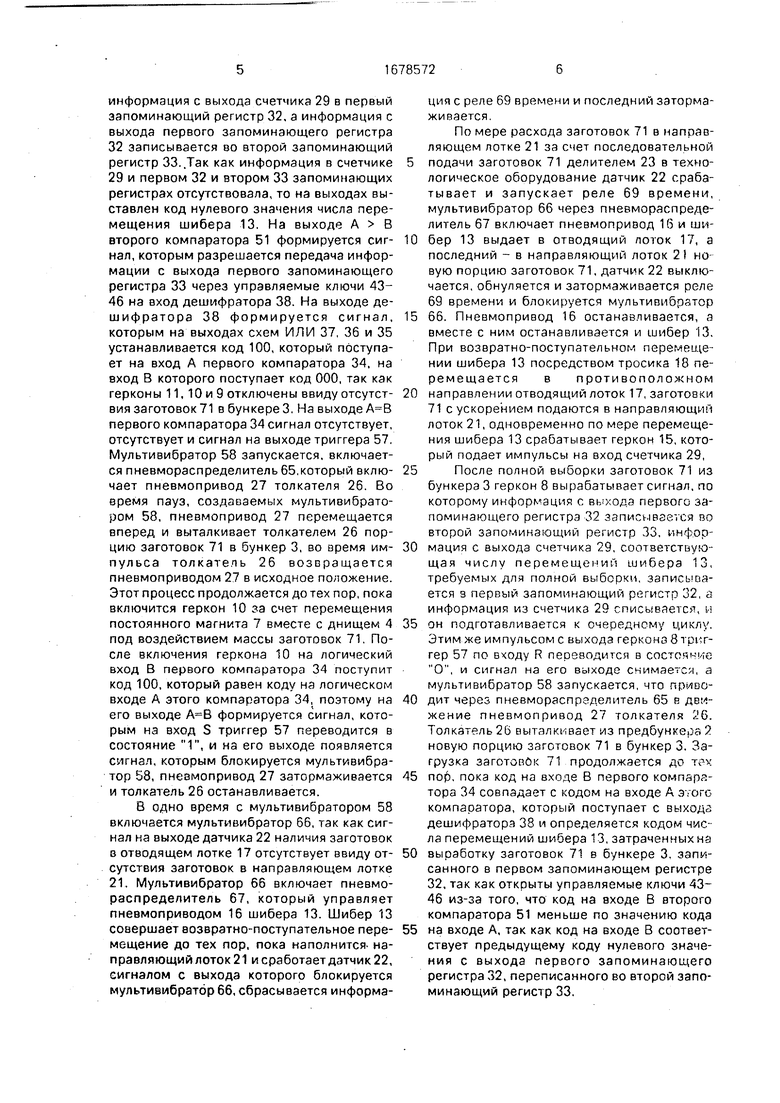
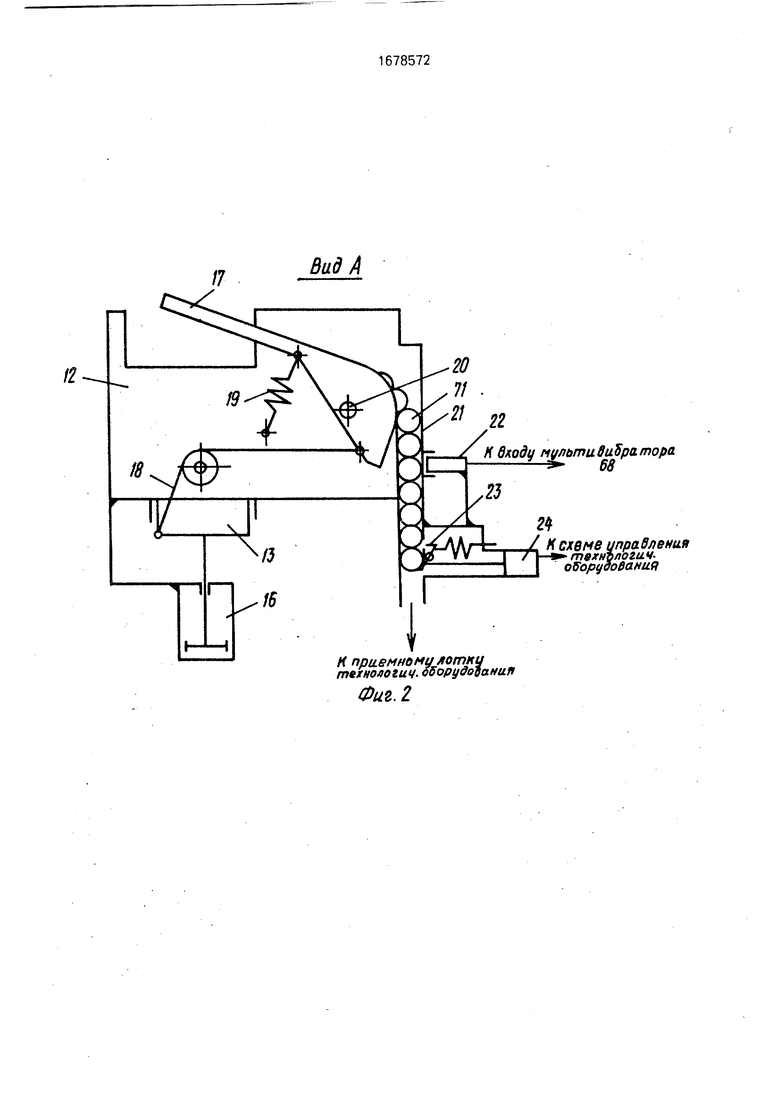
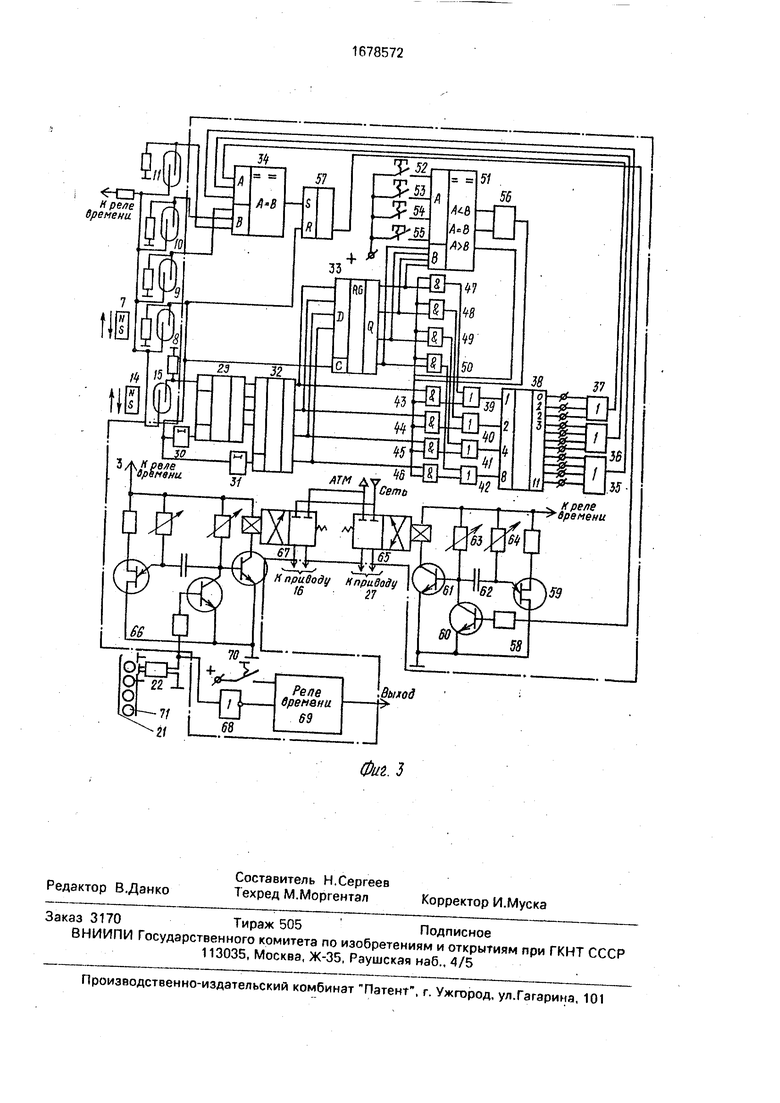
На фиг.1 показана конструкция автоматического загрузочного устройства; на фиг.2 - вид А на фиг,1; на фиг.З - схема блока управления.
Загрузочное устройство включает основание 1, на котором установлен предбункер 2 и бункер 3. Бункер содержит подвижное днище 4, связанное с основанием 1 осью 5 и возвратной пружиной 6. а также содержит
датчик наличия заготовок в бункере 3, выполненный в виде постоянного магнита 7, закрепленного на днище 4, и последовательно размещенных герконов 8-11 на основании 1. При этом вдоль внутренней стороны вертикальной стенки 12 бункера 3 размещен шибер 13, на котором установлен датчик количества перемещений, составленный из постоянного магнита 14, устаноа ленного на шибере 13, и дополнительного геркона 15, закрепленного на основании 1. Шибер 13 соединен с пневмоприводом 16. С внешней стороны вертикальной стенки 12 размещен подвижный вдоль стенки, отводящий лоток 17, который посредством тросика 18 связан с пневмоприводом 16 шибера 13 и с помощью возвратной пружины 19 и оси 20 соединен с вертикальной стенкой 12. Отводящий лоток 17 взаимосвязан с нэправля
™
ющим лотком 21, закрепленным жестко на вертикальной стенке 12, при этом в направляющем лотке 21 установлен датчик 22 наличия заготовок в отводящем лотке 17 и делитель 23 заготовок, связанный с приводом 24.
Дно 25 предбункера 2 выполнено с отрицательным уклоном и установлено выше по отношению к днищу 4, выполняющему функции дна предбункера 2, и на дне 25 размещен толкатель 26, который соединен с вторым пневмоприводом 27. Бункер 3 разделен регулируемой перегородкой 28 с целью исключения давления массы заготовок на толкатель 26.
Блок управления содержит счетчик 29, линии 30 и 31 задержки, запоминающие регистры 32 и 33, компаратор 34, развязывающие схемы ИЛИ 35-37, дешифратор 38, согласующие схемы ИЛИ 39-42, управляющие ключи, выполненные при помощи схем И 43-46, дополнительные управляющие ключи, также выполненные при помощи схем И 47-50, компаратор 51, задатчик контролируемого параметра, выполненный в виде переключателей 52-55. дополнитель- ную схему ИЛИ 56,триггер57, мультивибратор 58, выполненный на однопереходном транзисторе 59, транзисторах 60 и 61, конденсаторе 62 и переменных резисторах 63 и 64, пневмораспределитель 65, мультивибратор 66, пневмораспределитель 67, инвертор 68 реле 69 времени.
Датчик количества перемещений шибера, а именно дополнительный геркон 15, подключен к счетному входу счетчика 29, а выход геркона 8, датчика наличия заготовок в бункере 3 подсоединен через первую линию 30 задержки к R-входу счетчика 29, через вторую линию 31 задержки к входу записи информации первого запоминающего регистра 32 и входу записи второго запоминающего регистра 33. Герконы 9-11 подключены к логическому входу В первого компаратора 34, второй логический вход А которого через развязывающие схемы ИЛИ 35-37 связан с выходами дешифратора 38, входы которого через согласующие схемы ИЛИ 39-42, управляющие ключи 43-46 и дополнительные управляющие ключи 47-50 связаны с выходами первого 32 и второго 33 запоминающих регистров, при этом выходы второго запоминающего регистра 33 связаны также и с логическим входом В второго компаратора 51, логический вход А которого соединен с задатчиком контролируемого параметра, выполненным в виде переключателей 52-55. Выход А В подсоединен к управляющим входам ключей 43-46 первого запоминающего регистра 32, а выходы
и А В через дополнительную схему ИЛИ 56 подсоединены к управляющим входам дополнительных ключей 47-50 второго запоминающего регистра 33. Выход
первого компаратора 34 подсоединен к S- входу триггера 57, прямой выход которого связан с управляющим входом первого мультивибратора 58 на основе однопере- ходного транзистора 59, транзисторов 60 и
0 61, конденсатора 62 и переменных резисторов 63 и 64 для независимой регулировки длительности импульса и паузы, к выходу первого мультивибратора 58 подключен первый пневмораспределитель 65, связан5 ный с пневмоприводом 27 толкателя 26. Управляющий вход второго мультивибратора 66, выполненного идентично первому, подключен к выходу датчика 22 наличия заготовок в ориентирующем лотке 17: а выход
0 второго мультивибратора 66 соединен с вторым пневмораспределителем 67, который подсоединен к пневмоприводу 16 шибера 13. Выход датчика 22 наличия заготовок в отводящем лотке 17 подключен через ин5 вертор 68 одновременно к второму входу реле 69 времени, первый вход которого подключен через тумблер 70 к источнику напряжения, при этом выход реле 69 времени подключен в цепь питания первого и второ0 го мультивибраторов 58 и 66. В предбункер 2 загружена масса обрабатываемых заготовок 71.
Загрузочное устройство работает следующим образом,
5 В предбункер 2 загружают заготовки 71. Тумблерами 52-55 устанавливается в двоичном коде оптимальное число перемещений шибера 13, которое необходимо для переработки оптимальной с точки зрения ориента0 ции и разделения порции заготовок, выданной в бункер 3 из предбункера 2, Оптимальное число ходов шибера 13 для каждого типа заготовок 71 определяется экспериментально.
5 Тумблер 70 включается, при этом на выход 3 реле 69 времени пропускается напряжение для питания устройства. В дальнейшем в случае непоступления через заданный промежуток времени заготовок
0 71 в направляющий лоток 21 реле 69 времени автоматически отключает устройство от сети и для запуска в работу необходимо устранить причины сбоя и вновь включить тумблер 70.
5 После включения питания геркон 8 выдает сигнал (в бункере 3 отсутствуют заготовки 71, и постоянный магнит 7 разместится напротив геркона 8). Этим сигналом сбрасывается информация со счетчика 29 и одновременно записывается
информация с выхода счетчика 29 в первый запоминающий регистр 32, а информация с выхода первого запоминающего регистра 32 записывается во второй запоминающий регистр 33..Так как информация в счетчике 29 и первом 32 и втором 33 запоминающих регистрах отсутствовала, то на выходах выставлен код нулевого значения числа перемещения шибера 13. На выходе А В второго компаратора 51 формируется сиг- нал, которым разрешается передача информации с выхода первого запоминающего регистра 33 через управляемые ключи 43- 46 на вход дешифратора 38. На выходе дешифратора 38 формируется сигнал, которым на выходах схем ИЛИ 37, 36 и 35 устанавливается код 100,который поступает на вход А первого компаратора 34, на вход В которого поступает код 000, так как герконы 11, 10 и 9 отключены ввиду отсутст- вия заготовок 71 в бункере 3. На выходе первого компаратора 34 сигнал отсутствует, отсутствует и сигнал на выходе триггера 57. Мультивибратор 58 запускается, включается пневмораспределитель 65,который вклю- чает пневмопривод 27 толкателя 26. Во время пауз, создаваемых мультивибратором 58, пневмопривод 27 перемещается вперед и выталкивает толкателем 26 порцию заготовок 71 в бункер 3, во время им- пульса толкатеть 26 возвращается пневмоприводом 27 в исходное положение. Этот процесс продолжается до тех пор, пока включится геркон 10 за счет перемещения постоянного магнита 7 вместе с днищем 4 под воздействием массы заготовок 71, После включения геркона 10 на логический вход В первого компаратора 34 поступит код 100, который равен коду на логическом входе А этого компаратора 34, поэтому на его выходе формируется сигнал, которым нэ вход S триггер 57 переводится в состояние 1, и на его выходе появляется сигнал, которым блокируется мультивибратор 58, пневмопривод 27 затормаживается и толкатель 26 останавливается.
В одно время с мультивибратором 58 включается мультивибратор 66, так как сигнал на выходе датчика 22 наличия заготовок в отводящем лотке 17 отсутствует ввиду от- сутствия заготовок в направляющем лотке 21. Мультивибратор 66 включает пневмораспределитель 67, который управляет пневмоприводом 16 шибера 13. Шибер 13 совершает возвратно-поступательное пере- мещение до тех пор, пока наполнится- направляющий лоток 21 и сработает датчик 22, сигналом с выхода которого блокируется мультивибратор 66, сбрасывается информация с реле 69 времени и последний затормаживается.
По мере расхода заготовок 71 в напоав- ляющем лотке 21 за счет последовательной подачи заготовок 71 делителем 23 в технологическое оборудование датчик 22 срабатывает и запускает реле 69 времени, мультивибратор 66 через пневмораспределитель 67 включает пневмопривод 16 и шибер 13 выдает в отводящий лоток 17, а последний - в направляющий лоток 2 но вую порцию заготовок 71, датчик 22 выключается, обнуляется и затормаживается реле 69 времени и блокируется мультивибратор 66. Пневмопривод 16 останавливается, а вместе с ним останавливается и шибер 13. При возвратно-поступательном перемещении шибера 13 посредством тросика 18 перемещается в противоположном направлении отводящий лоток 17, заготовки 71 с ускорением подаются в направляющий лоток 21, одновременно по мере перемещения шибера 13 срабатывает геркон 15, который подает импульсы на вход счетчика 29,
После полной выборки заготовок 71 из бункера 3 геркон 8 вырабатывает сигнал, по которому информация с выхода первого запоминающего регистра 32 записывается во второй запоминающий регистр 33, информация с выхода счетчика 29, соответствующая числу перемещений шибера 13, требуемых для полной выборки, записывается з первый запоминающий регистр 32, з информация из счетчика 29 списывается, и он подготавливается к очередном/ циклу. Этим же импульсом с выхода геркона 8триггер 57 по входу R пеоеводится в состояние О, и сигнал на его выходе снимается, а мультивибратор 58 запускается, что приводит через пневмораспределитель 65 в движение пневмопривод 27 толкателя 26. Толкатель 2Ь выталкивает из предбункера новую порцию заготовок 71 в бункер 3. Загрузка заготовок 71 продолжается до пор, пока код на входе В первого компаратора 34 совпадает с кодом на входе А этого компаратора, который поступает с выхода дешифратора 38 и определяется кодом числа перемещений шибера 13, затраченных нэ выработку заготовок 71 в бункере 3. записанного в первом запоминающем регистре 32, так как открыты управляемые ключи 43- 46 из-за того, что код на входе В второго компаратора 51 меньше по значению кода на входе А, так как код на входе В соответствует предыдущему коду нулевого значения с выхода первого запоминающего регистра 32, переписанного во второй запоминающий регистр 33.
Таким образом, после каждого цикла выработки заготовок 71 из бункера 3 происходит сравнение предыдущего числа перемещений шибера 13 с заданным оптимальным с помощью второго компаратора 51. По результату этого сравнения на вход А второго компаратора 34 подается код числа перемещений шибера 13 предыдущего цикла, если число перемещений оказалось больше требуемого, или текущего цикла, если число перемещений оказалось меньше заданного. Это осуществляется подключением групп управляемых ключей 47-50 или 43-46 по сигналу с выхода А В, А В или А В второго компаратора 51. А согласно коду, выставленному на вход А первого компаратора 34. загружается загоV
rm
Пневмораспред
65
К компаратору
К входам „ сброс запись эл.-об 51 ,29 и ъг.ЪЪ
5
товками бункер 3. Такое управление позволяет работать шиберу 13 с оптимальной массой заготовок 71.
Формула изобретения Загрузочное устройство по авт.св. № 1604557, отличающееся тем, что, с целью повышения надежности выдачи заготовок, оно снабжено датчиком количества перемещений шибера, датчиком наличия заготовок, закрепленным на стенке дополнительно введенного направляющего лотка, расположенного за отводящим лотком, причем выходы датчиков соединены с соответствующими входами блока управления, выходы которого подключены к пневмоприводам через соответствующие пневмораспределители.
/J
счетчику
16- /
пт
3-3ч
&Ј Ј
4}
Фиг. I
Вид А
/2
И приемному лотки техноаогич. оборудования
Фиг. 2
22
К входу пульта 8и$ра тора
2}
2$
-АЛД- / И схеме управления Ъ V 1 технологи.. оборудования
М реле времени
|68
