Изобретение относится к промышленности сборного железобетона, в частности к формам для изготовления предпзрительно напряженных железобетонных изделий, и является усовершенствованием изобретения по авт. св. № 1548389,
Целью изобретения является повышение точности изготовления изделий и эффективности работы за счет повышения степени предварительного обжатия бетонной смеси и получения равномерного напряжений в арматурных стержнях.
На фиг. 1 показан один из концевых участков формы при натяжении арматуры, общий вид; на фиг, 2 - то же, после натяжения.
Форма содержит замкнутые секции 1, соединенные деформационными швами 2, направляющие 3 и подвижный торец 4, который выполнен в виде свободно установленной в направляющих силовой траверсы 5 и поршня 6, который связан с траверсой посредством шарнира 7, Крайняя секция 8 формы снабжена стаканом 9 для размещения в его полости поршня 6, при этом стакан установлен в направляющих 3 с возможностью его фиксации регулировочных винтовых механизмов 10 и имеет отверстия 11 с уплотнителями 12 для пропуска арматурных стержней 13. Силовая траверса 5 снабжена анкерами 14 для фиксации арматурных стержней, в исходном положении стакан 9 и поршень 6 соединены неподвижно с помощью фиксаторов 15.
При изготовлении изделий бетонная смесь 16, арматурный каркас 17 и напрягаемая арматура 13 находятся в замкнутом объеме формы. Стакан 9 выставлен и зафиксирован винтовым механизмом 10 относительно направляющих 3 в соответствии с требуемой длиной изделия. Поршень 6 установлен в исходное положение и закреплен фиксатором 15 (на случай горизонтального формования). При этом поршень выдвинут наружу на величину осадки бетонной смеси. Перед натяжением арматуры 13 поршень освобождают от фиксаторов 15. Натяжение арматуры 13 производится домкратом (не показан) относительно силовой траверсы 5, которая опирается через шарнир 7 на поршень 6. Поршень 6 под действием сил пред- напряжения входит в стакан 9, прессуя бетонную смесь. После достижения бетонной смесью постоянного объема перемещение
поршня прекращается. Усилие натяжения арматуры 13 доводят до требуемого и затем натянутую арматуру фиксируют анкерами 14 на силовой траверсе 5. Так как стакан 9 выставлен в форме в соответствии с заданной длиной конструкции и закреплен механизмами 8 неподвижно, то заданная длина конструкции обеспечивается даже при заглублении поршня б в ее торец, при этом деформирование расположенного под
пробкой арматурного каркаса исключается, а вероятность заклинивания, зажатия напрягаемой арматуры 13 резко снижается. После передачи сил преднапряжения на незатвердевший бетон твердение конструкции происходит в обжатом состоянии. По приобретении изделием достаточной прочности элементы формы снимают, арматуру освобождают от закрепления на траверсе 5. Готовое изделие отправляют на склад, а
форму готовят для формования следующей конструкции,
Изготовление конструкций в предлагаемой форме позволяет увеличить точность из(отовления и повысить эффективность использования прочностных свойств строительных материалов.
Формула изобретения Форма для изготовления предварительно напряженных железобетонных изделий по авт. св. FSfc 1548389, отличающаяся тем, что, с целью повышения точности изготовления изделий и эффективности работы за счет повышения степени предварительного обжатия бетонной смеси и получения равномерного напряжения в арматурных стержнях, подвижный торец выполнен в виде свободно установленной в направляющих силовой траверсы и поршня, который
шарнирно соединен с последней, а крайняя секция снабжена стаканом для размещения в его полости поршня, при этом стакан установлен в направляющих с возможностью его фиксации относительно последних и
имеет отверстия для пропуска арматуры.
/J- 109-11,12,15 -6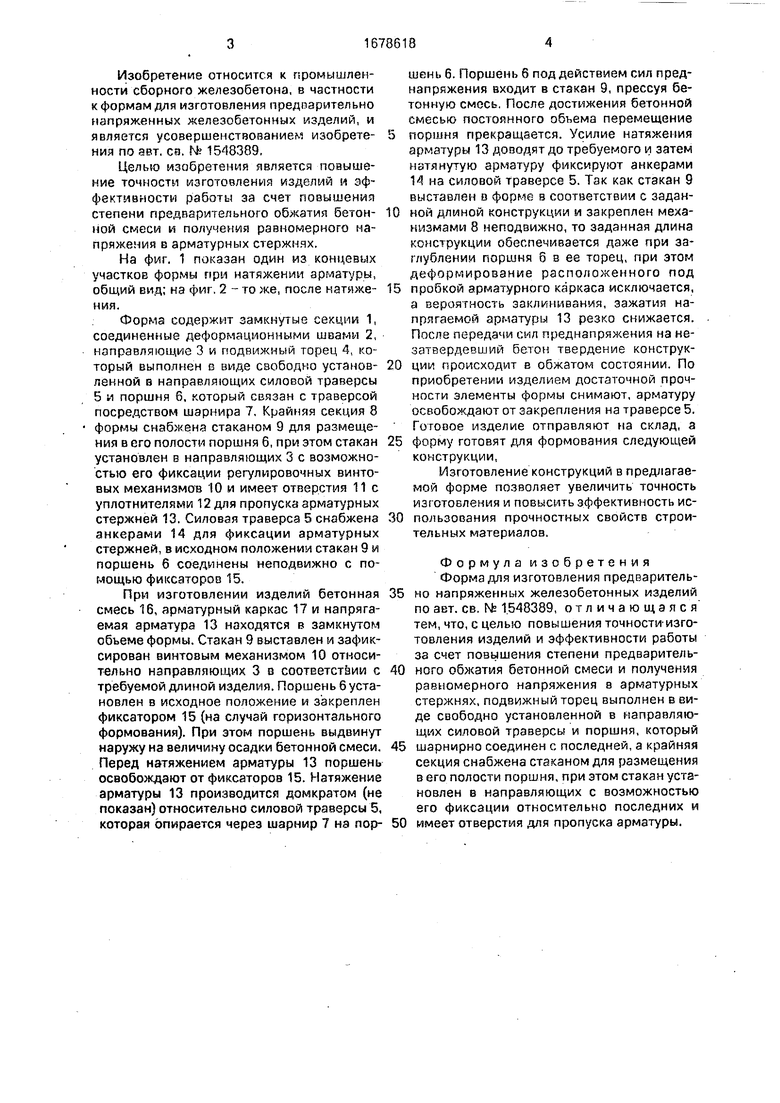
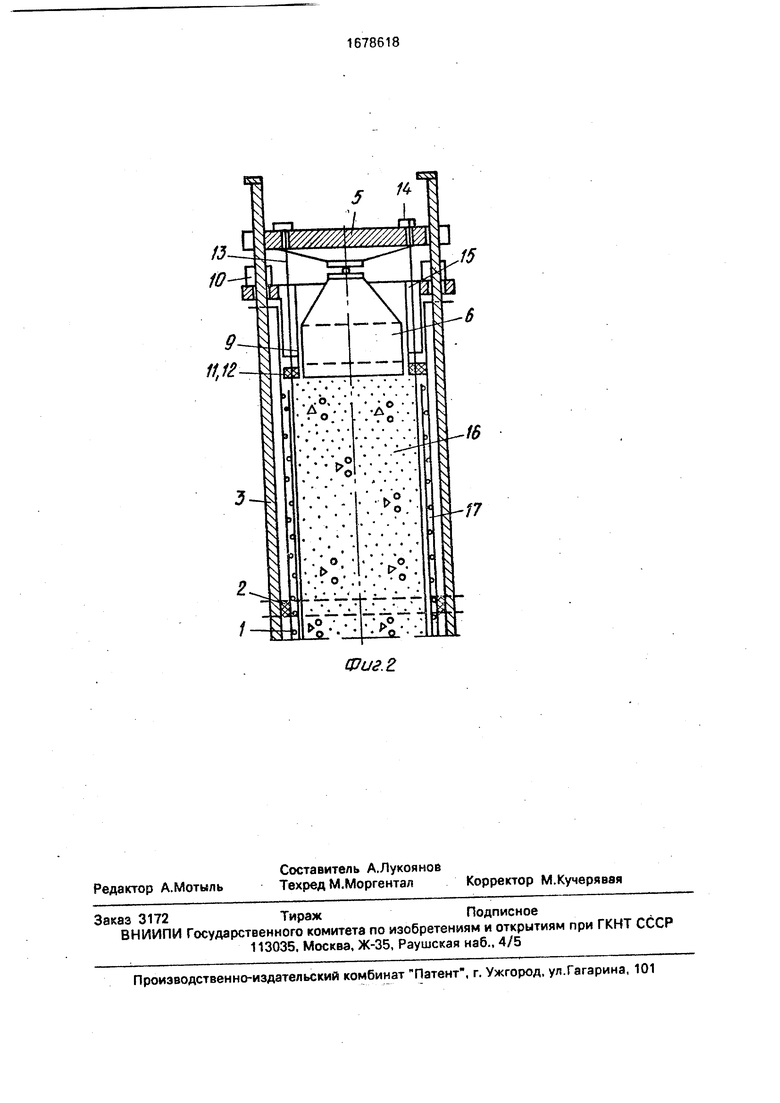
Изобретение относится к строительству, к изготовлению предварительно напряженных железобетонных изделий. Цель изобретения - повышение точности изготовления изделий и повышение эффективности работы за счет повышения степени предварительного обжатия бетонной смеси и получение равномерного напряжения в арматурных стержнях. Форма содержит несколько секций 1, соединенных деформационными швами 2, направляющие 3 и подвижный торец 4, который выполнен в виде силовой траверсы 5 с анкерами 14 для фиксации на ней арматуры 13 и поршня 6, который соединен с траверсой с помощью шарнира 7. Поршень 6 размещен в стакане 9, который установлен в крайней секции 8 и имеет винтовые механизмы 10 для фиксации стакана на направляющих 3. В исходном положении поршень 6 выдвинут наружу на величину осадка бетонной смеси. Натяжение арматуры производят силовым домкратом относительно силовой траверсы 5, которая через поршень 6 давит на на бетонную смесь. Так как стакан 9 вставлен в форме в соответствии с заданными размерами изделия и закреплен неподвижно, то заданная длина изделия обеспечивается даже при заглублении поршня в торец, при этом деформирование расположенного под стаканом 9 арматурного каркаса 17 исключается, а вероятность заклинивания или зажатия арматуры 13 резко снижается. 2 ил. И
Фиг. 2.
| Способ изготовления предварительно напряженных железобетонных изделий и форма для изготовления предварительно напряженных железобетонных изделий | 1987 |
|
SU1548389A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
