Ј
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНЫХ СТРОИТЕЛЬНЫХ БЛОКОВ С ДЕКОРАТИВНОЙ ЛИЦЕВОЙ ПОВЕРХНОСТЬЮ | 2004 |
|
RU2250163C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЛИЦОВОЧНОЙ ПЛИТКИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2043196C1 |
| КОЛЬЦЕВАЯ МАГИСТРАЛЬ МЕГАПОЛИСА И СПОСОБ РЕКОНСТРУКЦИИ КОЛЬЦЕВОЙ МАГИСТРАЛИ МЕГАПОЛИСА | 1998 |
|
RU2135672C1 |
| Способ изготовления трубчатых изделий А.И.Осколкова | 1986 |
|
SU1699777A1 |
| Способ непрерывного формования длинномерных бетонных изделий с пустотами и устройство для его осуществления | 1989 |
|
SU1735021A1 |
| Установка для формования изделий из бетонных смесей | 1977 |
|
SU766860A1 |
| МНОГОСЛОЙНЫЙ СТРОИТЕЛЬНЫЙ БЛОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2468159C1 |
| ЛИНИЯ ДЛЯ ФОРМОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1973 |
|
SU408800A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ КОНСТРУКЦИЙ И СТРОИТЕЛЬНЫЕ КОНСТРУКЦИИ, ИЗГОТОВЛЕННЫЕ ЭТИМ СПОСОБОМ | 2005 |
|
RU2292261C1 |
| Устройство для укладки и уплотнения бетонных смесей | 1987 |
|
SU1539070A1 |
Изобретение относится к строительству и может быть использовано для изготовления многослойных изделий в полевых условиях. Цель изобретения - повышение производительности за счет получения штучных изделий с защитным слоем на торцовых поверхностях. Производят последовательную укладку слоев бетонной смеси и уплотнение катком каждого слоя с давлением 0,01-0,05 МПа при скорости перемещения 0,05-0,1 м/с, при этом после уплотнения внутреннего и последнего слоя осуществляют нарезку канавок в вертикальных плоскостях перемещением барабана с закрепленными на нем ножами, причем барабан сначала перемещают в продольном, а затем в поперечном направлении. Изделия твердеют в нормальных условиях. 1 ил., 1 табл. fe
Изобретение относится к формованию строительных материалов и может быть использовано для изготовления многослойных изделий в полевых условиях.
Цель изобретения - повышение производительности за счет получения штучных изделий с защитным слоем на торцовых поверхностях.
В процессе изготовления изделий последовательно укладывают слои бетонной смеси и уплотняют катком каждый слой с давлением 0,01-0,05 МПа при скорости перемещения 0,05-0,1 м/с. при этом после уплотнения внутреннего и последнего слоя осуществляют нарезку канавок в вертикальных плоскостях перемещением барабана с закрепленными на нем ножами, причем барабан сначала перемещают в продольном, а затем - в поперечном направлении.
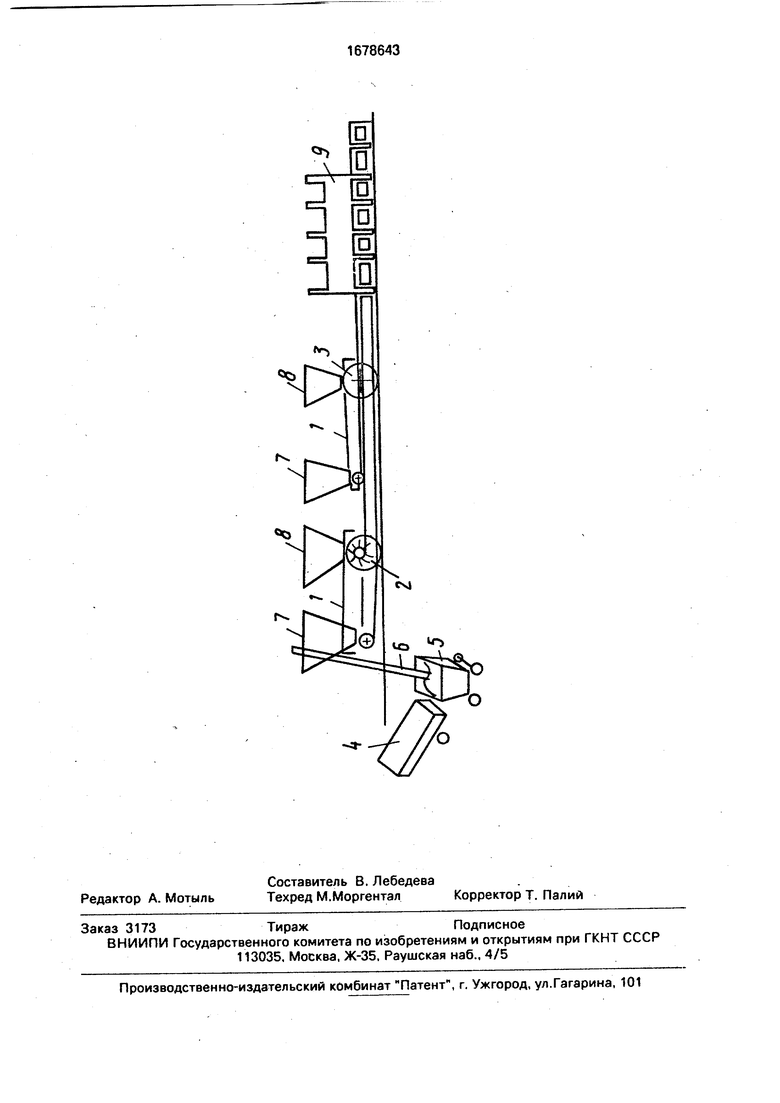
На чертеже показана технологическая линия по изготовлению многослойных изделий.
Технологическая линия состоит из катков 1 со съемными ножами 2 и 3 барабанного типа. Ножи 2 имеют толщину меньше толщины укладываемого нижнего слоя смеси, а длина ножей превышает толщину укладываемого слоя. Бетонную смесь подают из кузова 4 автомашины в передвижной бункер 5, откуда транспортером 6 подают в расходные бункеры 7 и 8 катка 1. Барабан 9 предназначен для нарезания канавок в вертикальных плоскостях в продольном и поперечном направлениях после укладки и уплотнения внутреннего слоя и последнего слоя.
Способ осуществляют следующим образом.
ON VI Х
О
N
Сл
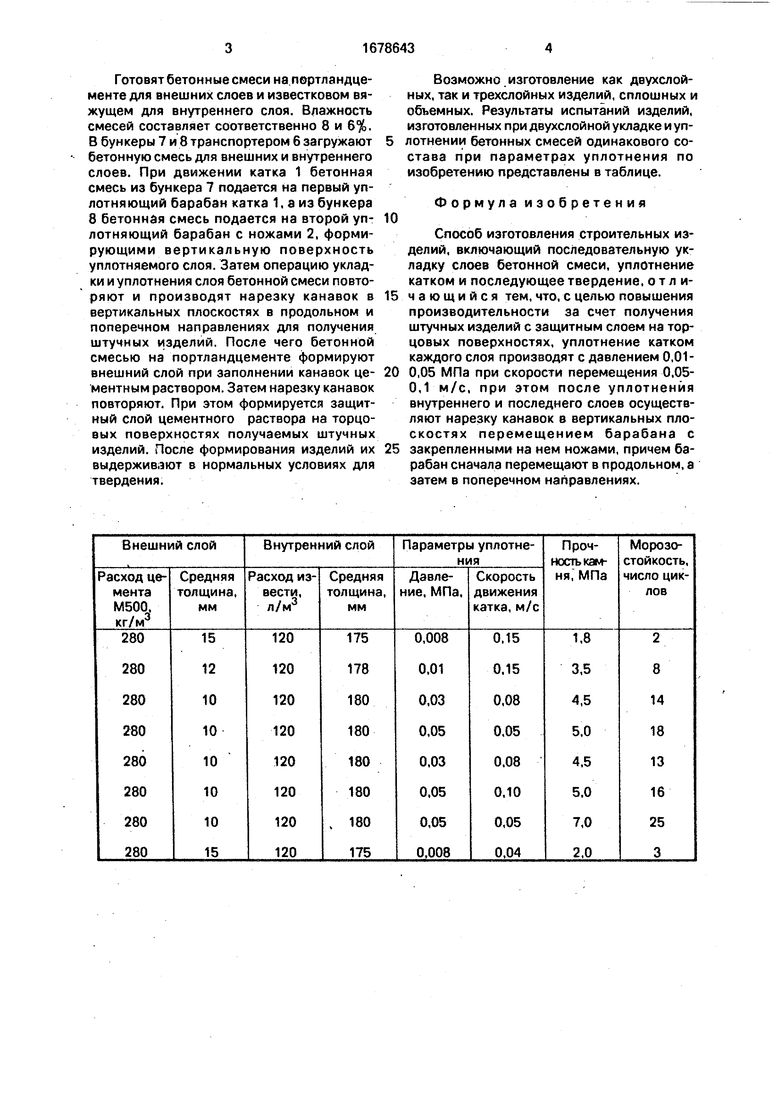
Готовят бетонные смеси на портландцементе для внешних слоев и известковом вяжущем для внутреннего слоя. Влажность смесей составляет соответственно 8 и 6%. В бункеры 7 и 8 транспортером 6 загружают бетонную смесь для внешних и внутреннего слоев. При движении катка 1 бетонная смесь из бункера 7 подается на первый уплотняющий барабан катка 1, а из бункера 8 бетонная смесь подается на второй уплотняющий барабан с ножами 2, формирующими вертикальную поверхность уплотняемого слоя. Затем операцию укладки и уплотнения слоя бетонной смеси повто- ряют и производят нарезку канавок в вертикальных плоскостях в продольном и поперечном направлениях для получения штучных изделий. После чего бетонной смесью на портландцементе формируют внешний слой при заполнении канавок цементным раствором. Затем нарезку канавок повторяют. При этом формируется защитный слой цементного раствора на торцовых поверхностях получаемых штучных изделий. После формирования изделий их выдерживают в нормальных условиях для твердения.
Возможно изготовление как двухслойных, так и трехслойных изделий, сплошных и объемных. Результаты испытаний изделий, изготовленных при двухслойной укладке и уп- лотнении бетонных смесей одинакового состава при параметрах уплотнения по изобретению представлены в таблице.
Формула изобретения
Способ изготовления строительных изделий, включающий последовательную укладку слоев бетонной смеси, уплотнение катком и последующее твердение, о т л ичающийся тем, что, с целью повышения производительности за счет получения штучных изделий с защитным слоем на торцовых поверхностях, уплотнение катком каждого слоя производят с давлением 0,010,05 МПа при скорости перемещения 0,05- 0,1 м/с, при этом после уплотнения внутреннего и последнего слоев осуществляют нарезку канавок в вертикальных плоскостях перемещением барабана с
закрепленными на нем ножами, причем барабан сначала перемещают в продольном, а затем в поперечном направлениях.
О
4
I- . Q
TIDo
g
D
D
3
D
«И
D
l
| Устройство для уплотнения бетонных смесей, преимущественно в массиве | 1978 |
|
SU754028A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Устройство для формования изделий из бетонных смесей | 1975 |
|
SU616143A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
