Изобретение относится к металлургии, а именно к технологии термомеханической обработки сталей, преимущественно низколегированной толщиной 15-100 мм.
Целью изобретения является повышение механических свойств путем измельчения структуры,
Способ термомеханической обработки включает нагрев заготовки, черновую прокатку, подстуживание до температуры термопластическойобработкиитермопластическую обработку в несколько циклов, включающую многостадийную деформацию с подстуживаниями между стадиями. Каждую стадию деформации при термопластичной обработке проводят в два прохода, причем первую стадию ведут при температуре Агз(д) - 30-40°С, а между стадиями (всего 3-4 стадии) осуществляют подстуживание заготовки на 30-50°С. Паузу между двумя проходами в каждой стадии устанавливают не более 5 с, причем первый проход в последней стадии осуществляют
при температуре Aci(g) - (30-40°С), э темпе ратуру окончания последней стадии выбирают не ниже Ап(д)
Обозначение критических точек со знаком (д), например Aci(g), соответствует динамическим положениям этих точек, изменивших свои положения под действием деформации
Совокупность всех этих действий и является основным приемом достижения поставленной цели. При этом в металле создаются условия для прохождения многократных фазовых с&} перекристаплизаций, в частности во внутренних слоях- из-за рз- зогрева их за счет тепла пластической деформации и охлаждения в паузах между двумя спаренными проходами, а в наружных за счет охлаждающего возденете тя инструмента при деформации и разогрева путем теплопередачи изнутри в паузах между проходами.
Такие колебания температуры, достигающие 35-40°С во внутренних , как реfc.fi «в.
(L-.
1
io
S4
;оо
00
а««Ј
«сш
зультат суммирования тепла от двух проходов в каждой стадии, и 100-200°С в наружных слоях, при прокатке в заданном интервале температур позволяют развиваться от стадии к стадии многократным фазовым превращениям, что ведет-к фазовому наклепу. Прохождение фазовых превращений в условиях действия внешней пластической деформации создает благоприятные условия для измельчения структуры.
На первой стадии при обработке по предлагаемому способу горячая деформация аустенита приводит к резкому возрастанию дефектов структуры, в частности дислокаций. Это повышает термодинамический потенциал и смещает точку Агз до положения Агз(д). Сразу же в областях металла с температурой ниже Агз(д) начнется у,а- превращение. Присутствие дислокации в у- фазе повышает вероятность зарождения а -фазы. После первой стадии имеет место пауза, во время которой температура заготовки снижается. При этом за счет полос деформации в у-фазе, а следовательно, за счет повышенного значения мест зарождения образуется мелкодисперсная а-фззз. За время паузы нераспавшийся аустенит лишь частично освободится от дефектов кристаллической решетки за счет процессов пол- игонизации.
Перед второй стадией структура представляет собой аустенит с определенным количеством мелких, но термодинамически устойчивых центров а-фазы. Деформация феррита на второй стадии повышает термодинамический потенциал и соответственно снижает Aci до Aci(g). Повышение температуры за счет тепла пластической деформации позволяет большей части деформированной ее -фазы (с субструктурой) вновь превратиться в мелкозернистую у- фазу. Однако новые порции у -фазы будут образовываться на других участках формирующейся структуры. Повторение описанных циклов позволяет вовлечь в процесс фазовых превращений все новые и новые объемы металла. Это ведет к диспергированию фаз, возрастанию межфазных, межзе- ренных и субзеренных границ, что облегчает yi ускоряет последующее течение фазовых превращений.
Таким образом, кроме измельчения структуры на микроуровне идет измельчение и на субмикроуровне, а именно фрагментация и полигонизация ферритных зерен. Это становится возможным из-за того, что в процессе обработки температура заготовки перед каждой новой стадией деформации понижается, что ведет к образованию новых порций феррита, который затем сразу же подвергается пластической деформации. Таким образом, к окончанию
обработки весь объем низкотемпературной фазы измельчится. Об этом свидетельствуют и эксперименты с привлечением электронной микроскопии.
Подстуживание между стадиями на 300 50°С необходимо с точки зрения зарождения в период охлаждения оптимального количества низкотемпературной фазы и зависит от межкритического диапазона стали, кроме того, для увязки количества стадий и
5 температуры проведения последней.
Пауза между двумя спаренными проходами в стадии должна быть минимальна (не более 5 с) и определяться конструктивными и скоростными особенностями прокатного,
0 а также размерами обрабатываемого изделия. За это время (5 с), не успевает нивили- ровать разогрев от предыдущего прохода и таким образом тепловыделение в двух проходах, складываясь, дает необходимый (до
5 35-40°С) подъем температуры во внутренних слоях заготовки.
Окончательную стадию деформирования нужно проводить при температуре не ниже Ап(д) с условием, чтобы подъем темпе0 ратуры не превысил Aci(g), а первый проход в этой стадии при температуре Aci(g) - (30- 40°С). В этом случае все образующиеся зерна а -фазы будут иметь субструктуру. Если
5 первый проход на заключительной стадии вести при температуре Aci(g) - 40°C, то можно наклепать часть феррита, который не испытает превращения и тем самым отрицательно влияет на вязкопластические свойст0 ва в случае деформации при температуре Aci(g) - 30°С, то в результате обратного (у- а) превращения часть феррита не будет иметь субзеренную структуру и максимально возможный эффект упрочнения достиг5 нут не будет.
Пример. Обработку слитков массой 20 т из стали 10ХСНД (Агз(д) для стели 10ХСНД 840°С,ч An(g) 730°C, Aci(g) 740°CO проводят по предлагаемому и известному
0 способам. Слитки нагревают под прокатку, затем осуществляют черновую прокатку на толстолистовом прокатном стане 3600, после чего подстуживают до температуры Агз(д) - 30-40 С и в чистовой клети стана
5 3500 проводят многостадийную прокатку, состоящую из 3-4 стадий, на толщину 35 мм. Каждая стадия включает в себя два прохода с паузами между проходами, не превышающими 5 с. После каждой стадии осуществляют охлаждение раската на 30-50°С. При
этом первый проход в последней стадии осуществляют при температуре Aci(g) - 30- 40°С, а температуру окончания последней стадии устанавливают не ниже Ап(д).
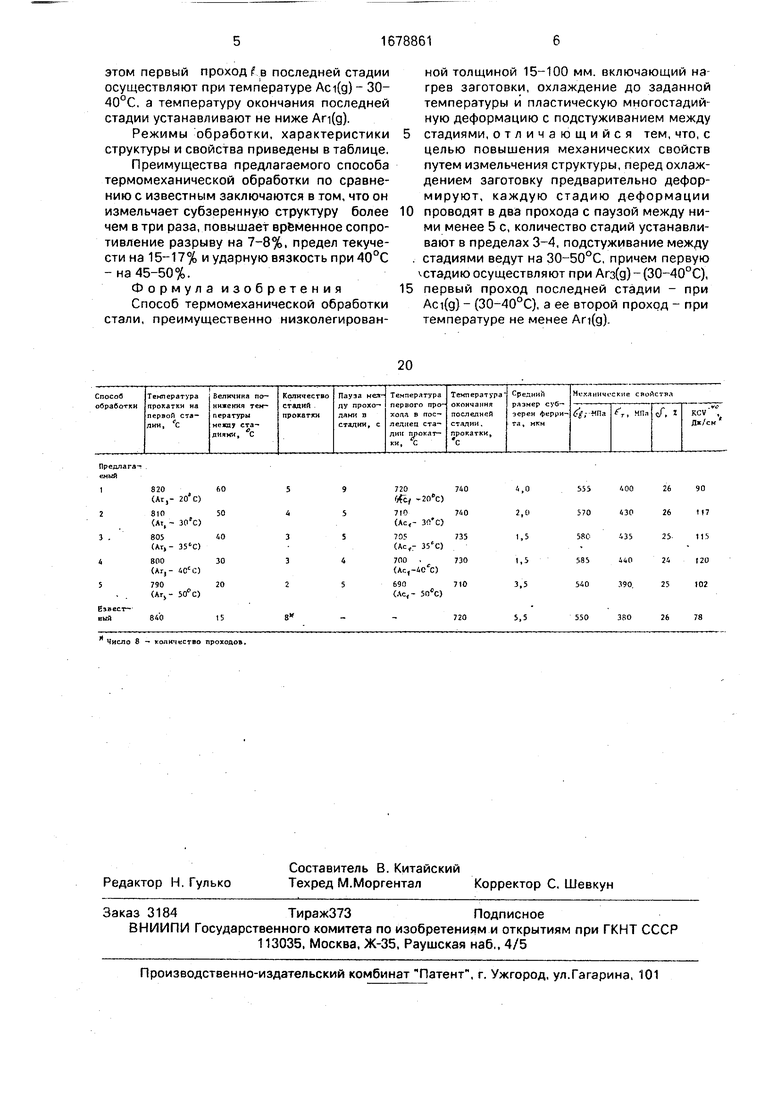
Режимы обработки, характеристики структуры и свойства приведены в таблице.
Преимущества предлагаемого способа термомеханической обработки по сравнению с известным заключаются в том, что он измельчает субзеренную структуру более чем в три раза, повышает временное сопротивление разрыву на 7-8%, предел текучести на 15-17% и ударную вязкость при40°С -на 45-50%.
Формула изобретения
Способ термомеханической обработки стали, преимущественно низколегирован0
5
ной толщиной 15-100 мм. включающий нагрев заготовки, охлаждение до заданной температуры и пластическую многостадийную деформацию с подстуживанием между стадиями, отличающийся тем, что, с целью повышения механических свойств путем измельчения структуры, перед охлаждением заготовку предварительно деформируют, каждую стадию деформации проводят в два прохода с паузой между ними менее 5 с, количество стадий устанавливают в пределах 3-4, подстуживание между стадиями ведут на 30-50°С, причем первую стадию осуществляют при Агз(д) - (30-40°С), первый проход последней стадии - при Aci(g) - (30-40°С), а ее второй проход - при температуре не менее An(g).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомеханической обработки сталей | 1990 |
|
SU1744127A1 |
| Способ термомеханической обработки конструкционных сталей | 1990 |
|
SU1763497A1 |
| Способ термомеханической обработки изделий | 1988 |
|
SU1583453A1 |
| СПОСОБ ПРОИЗВОДСТВА ТОЛСТОЛИСТОВОГО НИЗКОЛЕГИРОВАННОГО ПРОКАТА | 2011 |
|
RU2477323C1 |
| Способ термомеханической обработки стали | 1987 |
|
SU1475936A1 |
| Способ обработки низколегированной стали | 1982 |
|
SU1101457A1 |
| СПОСОБ ПОЛУЧЕНИЯ НАНОСТРУКТУРИРОВАННЫХ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ ИЗ ТИТАНОВОГО СПЛАВА ВТ22 | 2015 |
|
RU2604075C1 |
| СПОСОБ ПРОИЗВОДСТВА ВЫСОКОПРОЧНОГО ШТРИПСА ДЛЯ ТРУБ МАГИСТРАЛЬНЫХ ТРУБОПРОВОДОВ | 2011 |
|
RU2465346C1 |
| Способ обработки толстолистовой стали | 1990 |
|
SU1708871A1 |
| Способ получения прутков круглого сечения из титанового сплава (варианты) | 2021 |
|
RU2756077C1 |
Изобретение относится к металлургии и может быть использовано при разработке прогрессивной технологии упрочнения стали, преимущественно низколегированной толщиной 15-100 мм. Цель - повышение механических свойств путем измельчения структуры, Способ включает предварительную деформацию перед охлаждением заготовки и многостадийную деформацию, проводимую в два прохода с паузой между ними менее 5 с Каждую стадию повторяют 3-4 раза, охлаждение между стадиями 30 50°С. Первую стадию осуществляют при температуре Агз(д) - (30-40°С), первый про ход последней стадии - при температуре Aci(g) (30-40)°С, а второй проход при тем пературе не менее Ап(д). 1 табл.
Число 8 - количество проходов.
| Способ термомеханической обработки изделий | 1988 |
|
SU1583453A1 |
