Изобретение относится к автоматическим линиям для облицовки древесно-стружечных нлит, полученных способом непрерывного прессования (экструзионным способом).
Известна автоматическая линия для облицовки древесно-стружечных нлит, включающая последовательно установленные механизмы для подачи плит, вальцы для нанесения клея, загрузчик пресса, пресс, вакуумные перекладчики для нодачи облицовочного материала, механизм для приема и съема готовых плит.
Цель изобретения - обеспечить возможность облицовки изделий различными листовыми материалами, в том числе бумагой, и повысить точность ориентации облицовываемых изделий.
Достигается это тем, что механизм для подачи плит предложенной автоматической линии выполнен с рольганговым транспортером, снабженным выравнивающим приспособлением в виде базовой линейки с подвижным прижимом, и вакуумным перекладчиком. Загрузчик пресса представляет собой тележку, совершающую возвратно-поступательное движение и подающую набранный пакет. За загрузчиком расположен рольганговый транспортер с вакуумным перекладчиком для съема готовых нлит. Тележка загрузчика может быть выполнена со смонтированным на ней, например, пластинчатым транспортером. На
ведущем валу транспортера установлена обгонная муфта и приводная звездочка, находящаяся в постоянном зацеплении с неподвижной цепью. Посредством муфты и звездочки
достигается неподвижное положение несущего органа транспортера относительно тележки при ее движении в направлении к прессу и движение рабочей ветви транспортера в сторону, противоположную направлению перемещения тележки при выходе ее из пресса. Кроме того, тележка загрузчика может быть выполнена с механизмом для выталкивания из пресса готовой плиты, очистки и смазки нлит пресса.
Механизм для выталкивания готовых плит из пресса, очистки и смазки плит последнего может быть выполнен с щарнирно прикрепленными к раме тележки рычагами, автоматически опускающимися и поднимающимися
при движении тележки под воздействием перемещающей ее тяговой цепи, прикрепленной к одному из рычагов, к концам которых в свою очередь прикреплен брус с мягкой обивкой.
Каждый из вакуумных перекладчиков для подачи облицовочного материала может состоять из горизонтальной рамы с равномерно расположенными по ее периметру вакуумными присосками.
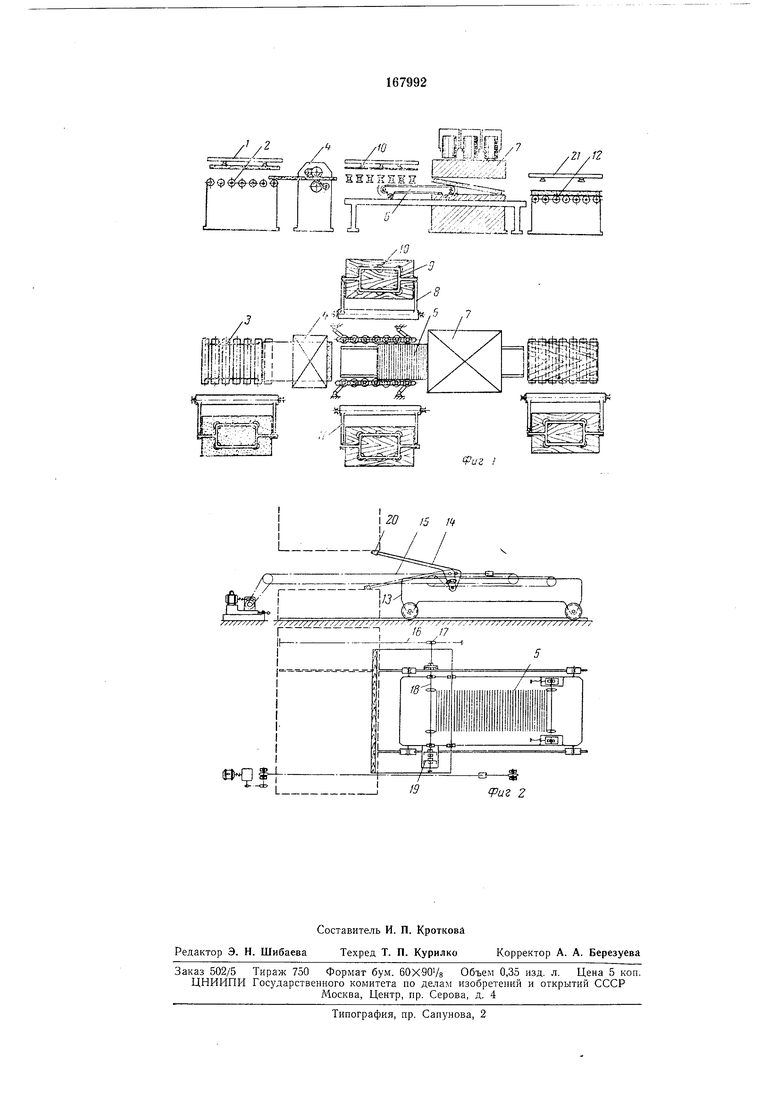
фиг. 2 - механизм, обеспечивающий выталкивание из пресса готового изделия в двух проекциях.
Линия работает следующим образом.
Вакуумный перекладчик / механизма подачи плит захватывает подлежащую облицовке плиту из стопы, доставленной к линии автопогрузчиком, и укладывает ее на рольганговый тр-анспортер 2 этого же механизма.
Уложенная на рольганге плита прижимается выравнивающим приспособлением, представляющим собой базовую линейку 3 и подвижный прижим (на чертеже не показан). Затем плита направляется в вальцы 4 для нанесения клея, оборудованные дозирующими валиками, про}Содит по дисковому столу и попадает в промежуток между двумя рядами вертикальных роликов пластинчатого транспортера 5. После того как плита полностью выходит из вальцов 4 ролики расходятся в стороны, и плита падает на облицовочный материал, уложенный на тележку 6 загрузчика пресса 7 вакуумным перекладчиком 8. Вакуумный перекладчик состоит из горизонтальной рамы 9 с равномерно расположенными по ее периметру вакуумными присосками 10. Второй вакуумный перекладчик 11, аналогичный первому по конструктивному выполнению, укладывает облицовочный материал сверху на плиту. По окончании формирования пакета плиты пресса размыкаются, тележка перемещается в пресс 7, выталкивая облицованную плиту на рольганговый транспортер 12.
Механизм для выталкивания из пресса готового изделия, очистки и смазки плит представляет собой шарнирно-прикрепленные к раме 13 тележки рычаги 14, автоматически опускающиеся и поднимающиеся при движении тележки. Тележка связана с электродвигателем через редуктор и тяговую цепь 15. Пластинчатый транспортер, являющийся несущим органом тележки, при движении к прессу неподвижен относительно тележки. При выходе загрузчика из пресса пластинчатый транспортер приводится в движение от неподвижной цепи 16, связанной с приводной звездочкой 17, укрепленной на его ведущем валу 18.
Механизм привода ведущего вала включает в себя обгонную муфту 19, что дает возможность сбрасывать пакеты. При движении загрузчика в пресс обгонная муфта разомкнута, и ведущий вал не вращается. При выходе загрузчика из пресса благодаря вращению вала пакет остается неподвижным относительно плит пресса и сползает с отходящего транспортера 5 на нижнюю плиту пресса.
Для очистки плит от клея служат рычаги 14, которые в передней части, соприкасающейся с пакетом, имеют брус 20 с мягкой обивкой, смоченной специальным раствором.
ным перекладчиком 21 и укладывается в щтабель облицованных плит. Пока длится технологическая выдержка пакета в прессе, повторяется весь цикл, описанный выще, по набору нового пакета и доставке его в пресс.
Все механизмы работают или одновременно, или в определенной последовательности.
Предмет изобретения
1. Автоматическая линия для облицовки, например, древесно-стружечных плит, включающая последовательно установленные: механизм для подачи плит, вальцы для нанесения клея, загрузчик пресса, пресс, вакуумные перекладчики для подачи облицовочного материала, механизм для приема и съема готовых плит, отличающаяся тем, что, с целью обеспечения возможности облицовки изделий
различными листовыми материалами, в том числе бумагой, и повыщения точности ориентации облицовываемых изделий относительно облицовочного материала, ее механизм для подачи плит, установленный в начале линии,
выполнен с рольганговым транспортером, снабженным выравнивающим приспособлением в виде базовой линейки с подвижным прижимом, и вакуумным перекладчиком, а загрузчик пресса представляет собой тележку, соверщающую возвратно-поступательное движение и подающую набранный пакет, вслед за которым расположен рольганговый тданспортер с вакуумным перекладчиком для съема готовых плит.
2. Линия по п. 1, отличающаяся тем, что тележка загрузчика пресса выполнена со смонтированным на ней, например, пластинчатым транспортером, на ведущем валу которого установлена обгонная муфта и находящаяся
в постоянном зацеплении с неподвижной цепью приводная звездочка, посредством которых достигается неподвижное положение несущего органа транспортера относительно тележки при ее движении в направлении к
прессу и движение рабочей ветви транспортера в сторону, противоположную направлению тележки при выходе ее из пресса, и механизмом для выталкивания из последнего готовой плиты, очистки и смазки плит пресса.
3. Линия по п. 2, отличающаяся тем, что механизм для выталкивания готовых плит из пресса, очистки и смазки плит последнего, выполнен с щарнирно прикрепленными к раме тележки рычагами, автоматически опускающимися и поднимающимися при движении тележки под воздействием перемещающей ее тяговой цепи, прикрепленной к одному из рычагов, к концам которых в свою очередь прикреплен брус с мягкой обивкой.
4. Линия по п. I, отличающаяся тем, что каждый из вакуумных перекладчиков для подачи облицовочного материала состоит из горизонтальной рамы с равномерно расположенными по ее периметру вакуумными при /2
Z ,12
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ОТДЕЛКИ ИЗДЕЛИЙ, НАПРИМЕР ДРЕВЕСНО-СТРУЖЕЧНЫХ ПЛИТ, ЛИСТОВЫМИ | 1964 |
|
SU160969A1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПУСТОТЕЛЫХ КЛЕЕНЫХ ЩИТОВЫХ КОНСТРУКЦИЙ | 1970 |
|
SU270236A1 |
| Способ производства мебельных деталей из стружечной массы и линия для его осуществления | 1991 |
|
SU1831424A3 |
| УСТРОЙСТВО для УКЛАДКИ КИРПИЧА-СЫРЦА НА ВАГОНЕТКУ | 1973 |
|
SU368043A1 |
| ЭТАЖНЫЙ ПРЕСС | 1973 |
|
SU388908A1 |
| Установка для фанерования пластей щитов | 1972 |
|
SU438535A1 |
| УСТАНОВКА ДЛЯ ФАНЕРОВАНИЯ ЩИТОВЫХ ЭЛЕМЕНТОВ МЕБЕЛИ | 1966 |
|
SU181804A1 |
| Автоматизированный комплекс для горячей штамповки | 1988 |
|
SU1750839A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Устройство для автоматической выгрузки мыльных плит из мыльно-холодильных прессов | 1952 |
|
SU96526A1 |
I 20 15 if
Vuz 2
