Изобретение относится к пайке, в частности к устройству для нанесения флюса способом накатывания пенной волной, и может быть использовано в различных отраслях промышленности в условиях поточного и массового производства.
Целью изобретения является повышение качества паяного соединения за счет снижения дозы наносимого флюса.
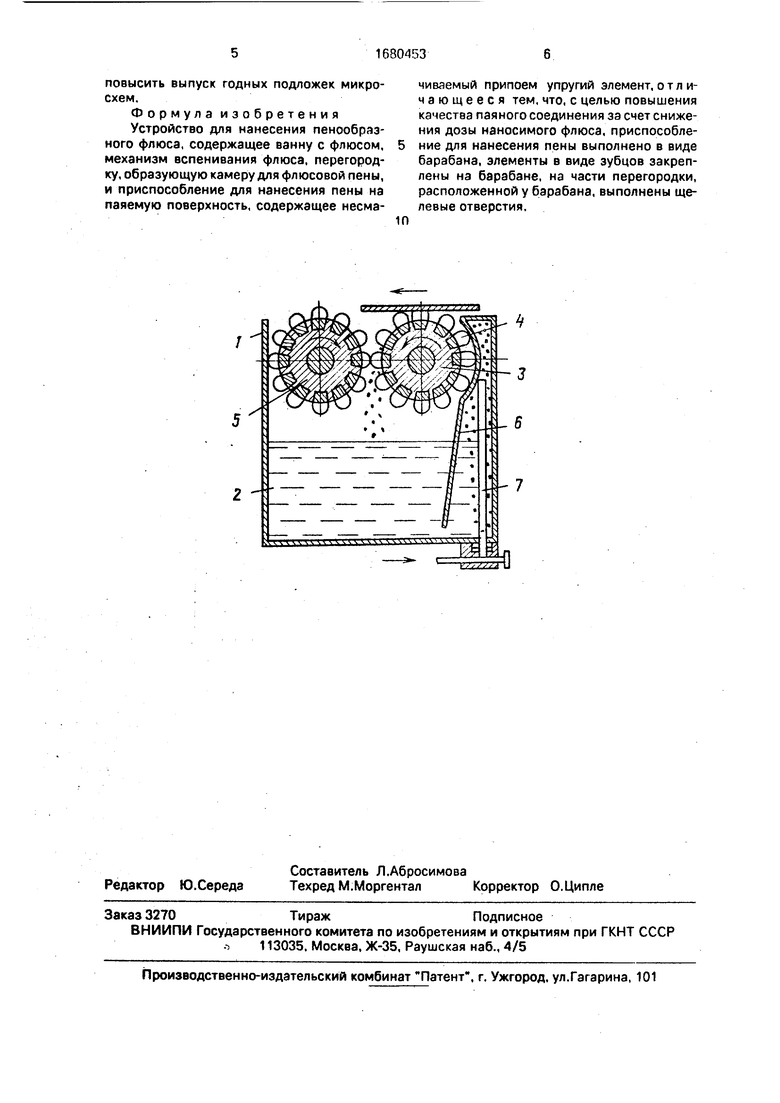
На чертеже схематично изображено предлагаемое устройство.
Устройство содержит ванну 1 с флюсом 2. В верхней части ванны над уровнем флюса расположены барабан 3 для нанесения флюса, на котором закреплены зубцы 4 из упругого несмачиваемого припоем материала и барабан 5 для снятия излишков флюса,
выполненный так же, как и барабан 3. К стенкам ванны жестко прикреплена перегородка 6, огибающая барабан 3 для нанесения флюса. Перегородка образует отсек, в котором смонтирован пенообразующий элемент 7 для вспенивания флюса, плоскость которого подключена к воздушной магистрали. Перегородка 6 в верхней части выполнена огибающей по меньшей мере одну впадину зубчатой поверхности барабана для нанесения флюса, причем верхний край огибающей части расположен не ниже горизонтальной оси барабана. Кроме того, в верхней огибающей части перегородки выполнены щелевые отверстия. Обрабатываемое изделие 8, на нижнюю поверхность которого необходимо нанести флюс, контак00
о ел
СлЭ
тирует с вершинами выступов зубчатой упругой, несмачиваемой поверхности обрабатывающих барабанов.
Устройство для нанесения флюса работает следующим образом.
Ванна наполняется флюсом до уровня ниже зубчатой поверхности обрабатывающих барабанов. Из воздушной магистрали или из баллона с инертным газом в полость вспенивающего элемента 7 подается газ для образования вспененного флюса в отсеке и соответственно принудительного выхода его через щелевые отверстия в огибающей части перегородки 6, которая огибает барабан 3 для нанесения вспененного флюса. Поверхность барабана выполнена зубчатой, т.е. имеет выступы и впадины, из упругого несмачиваемого материала, например, фторопластовой пленки, Огибающая часть перегородки выполнена таким образом, что должна охватывать хотя бы одну впадину поверхности барабана, а верхний край ее расположен ниже горизонтальной оси барабана. Пенообразный флюс через щелевые отверстия в огибающей части перегородки попадает принудительно в емкость, образованную впадиной зубчатой поверхности барабана и огибающей частью перегородки. При движении обрабатываемого изделия 8 над ванной обрабатывающие барабаны приводятся во вращение от двигателя (не показано), причем вращаются они навстречу друг другу. Барабан 3 нанесения флюса вращается по ходу перемещения обрабатываемого изделия, а барабан 5 для снятия излишков флюса - навстречу. Таким образом, каждая впадина зубчатой поверхности гарантированно приносит в зону обработки новую дозу вспененного флюса за счет того, что верхний край огибающей части перегородки расположен выше горизонтальной оси барабана 3 нанесения. Обрабатываемое изделие 8 перемещается над ванной с флюсом со скоростью меньшей, чем скорость вращения барабана, в результате чего каждый зуб втирает принесенную впадиной дозу пенообразующего флюса. Расстояние между обрабатываемой поверхностью и обрабатывающей зубчатой упругой поверхностью выбрано таким образом, что упругие зубья, прикасаясь к обрабатываемой поверхности, сминаются и выдавливают из впадин заданную дозу пенообразного флюса и притирают ее, а не использованная часть пенообразного флюса сбрасывается снова в ванну. Затем обрабатываемое изделие перемещается дальше над барабаном 5 для снятия излишков флюса, скорость которого больше, чем скорость вращения барабана нанесения, где происходит снятие излишков флюса каждым упругим зубом зубчатой поверхности барабана. Испарение составляющих активных веществ флюса не происходит, поскольку зеркало жидкого флюса перекрыто перегородкой и обрабатывающими барабанами.
Выполнение упругой несмачиваемой поверхности обрабатывающего барабана и
огибающей, по меньшей мере одну впадину зубчатой поверхности, причем расположение верхнего края огибающей части не ниже горизонтальной оси барабана позволяет повысить качество нанесения флюса на обрабатываемое изделие за счет: стабильности и точности заданной необходимой дозы вспененного флюса, подаваемой на обрабатываемую поверхность, которая обеспечивается принудительной подачей его через щелевые
отверстия в перегородке в ем- ость, образованную впадиной зубчатой поверхности обрабатывающего барзбанэ и огибающей частью перегородки.
Степени обновления вспененного флюса при нанесении на обрабатываемую поверхность, которая обеспечивается взятием каждой впадиной зубчатой поверхности необходимой дозы флюса с последующим сбросом неиспользованного остатка обратно в ванну; более интенсивной степени обмывания зубчатой поверхности обрабатывающего барабана, которая обеспечивается обволакиванием их новой дозой пены и флюса и переливания ее в промежутке цикла подачи обрабатываемых изделий; равномерности распределения количества выдавливаемого пенообразного флюса из впадин зубчатой поверхности обрабатывающего барабана при сминанми выступов,
контактирующих с обрабатываемой поверхностью; механического растирания зыдэв- ленной дозы пенообразного флюса по обрабатываемой поверхности, вышинами выступоа зубчатой поверхно.. -., защиты
флюса от испарения летучих составляющих активных веществ его, что достигается расположением перегородки и обрабатывающих барабанов, перекрывающих зеркало жидкого флюса и отделяющих его от зоны
обработки.
Обработка флюсом посредством предлагаемого устройства поверхности подложки перед лужением оценивается по степени облуживания подложки. Как показали проведенные эксперименты, количество удовлетворительно облуженных подложек после однократного погружения их в расплавленный припой составило 100%. Использование устройства позволит существенно
повысить выпуск годных подложек микросхем.
Формула изобретения Устройство для нанесения пенообразного флюса, содержащее ванну с флюсом, механизм вспенивания флюса, перегородку, образующую камеру для флюсовой пены, и приспособление для нанесения пены на паяемую поверхность, содержащее несмачиваемый припоем упругий элемент, о т л и- чающееся тем, что, с целью повышения качества паяного соединения за счет снижения дозы наносимого флюса, приспособление для нанесения пены выполнено в виде барабана, элементы в виде зубцов закреплены на барабане, на части перегородки, расположенной у барабана, выполнены щелевые отверстия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для изготовления многослойного гофрометалла | 1972 |
|
SU524631A1 |
| Устройство для нанесения покрытий | 1977 |
|
SU729276A1 |
| Способ изготовления проводящего слоя молниезащитного покрытия | 2021 |
|
RU2763526C1 |
| Устройство для введения припоя в зону пайки | 1974 |
|
SU638638A1 |
| Устройство для лужения печатных плат | 1981 |
|
SU959943A1 |
| Полуавтомат для паяния швов бачков радиаторов | 1957 |
|
SU119421A1 |
| Питатель флюса и припоя | 1978 |
|
SU719820A1 |
| Способ пайки изолированных проводов с контактными площадками печатных плат | 1975 |
|
SU585925A1 |
| УСТАНОВКА ДЛЯ ЛУЖЕНИЯ ВЫСОКОТЕМПЕРАТУРНЫХ СВЕРХПРОВОДЯЩИХ ЛЕНТ ВТОРОГО ПОКОЛЕНИЯ | 2019 |
|
RU2724121C1 |
| Устройство для лужения выводов радиоэлементов | 1990 |
|
SU1787717A1 |
Изобретение относится к пайке, в частности к оборудованию для нанесения флюса способом накатывания пенной волной, и может быть использовано в различных отраслях промышленности в условиях поточного и массового производства. Цель изобретения - повышение качества паяного соединения за счет снижения дозы наносимого флюса. Устройство содержит ванну с флюсом, в верхней части которой расположены приспособление для нанесения флюса, выполненное в виде барабана, и перегородка, образующая отсек со вспененным флюсом. Упругие элементы из несмачиваемого припоем материала в виде зубцов закреплены на барабане. Перегородка имеет щелевые отверстия в верхней ее части, огибающей зубчатую поверхность барабана. Упругие зубья барабана, прикасаясь к обрабатываемой поверхности, сминаются и выдавливают из впадин заданную дозу пенообразного флюса и притирают ее. Устройство обеспечивает стабильное и точное нанесение флюса. 1 ил.
| Устройство для нанесения флюса | 1982 |
|
SU1172663A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
