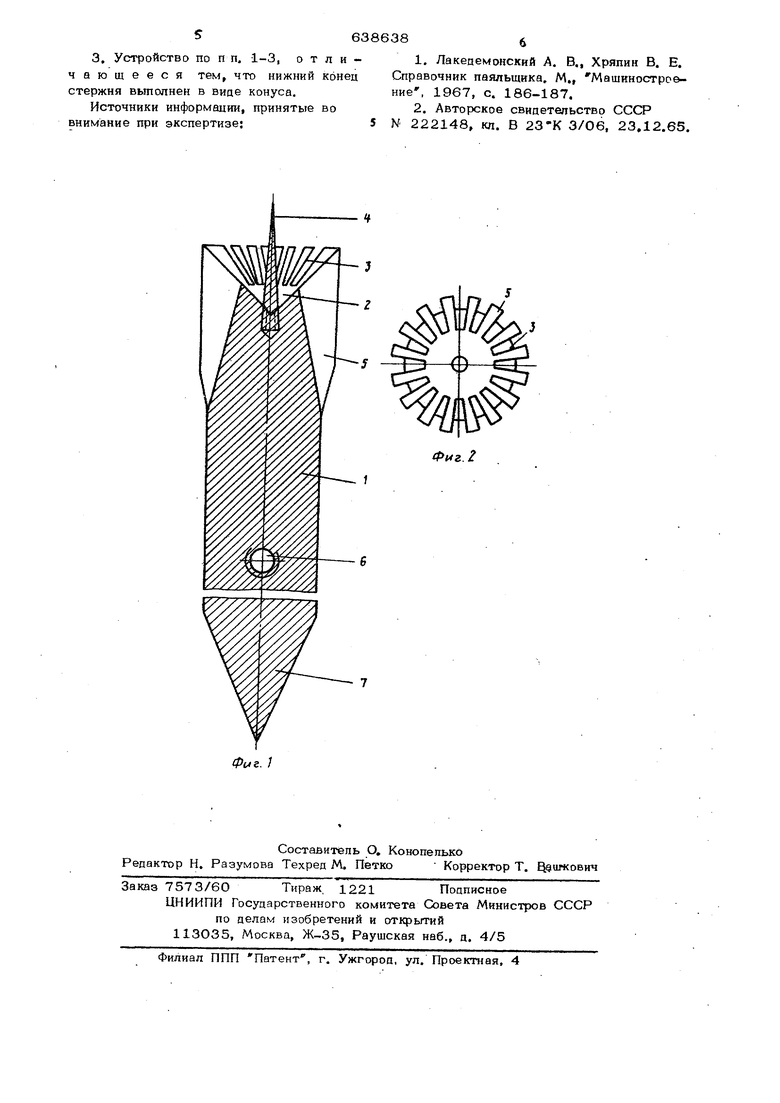
полнены в верхней части в вице лапок. Нижний конец стержня черпака может быть выполнен в вице конуса, На фиг. 1 дано устройство, продольный разрез| на фиг. 2 - то же, вид сверху. Устройство вьшолнено в виде ванны с расплавленным припоем и защитным флюсом и черпака. Черпак имеет форму стержня, верхний конец которого имеет больший диаметр по сравнению с остальной его частью и снабжен конусньпи углу лением, край которого имеет несколько равномерно распределенньтх по периметру проемов, которые образуют на боковой поверхности усиленного конца стержня продольно направленные каналы. В сред ней точке конусного углубления расположен выступающий за край и оканчивающи ся острием шип. Стержень устройства изготовлен из весмачиваемого припоем металла, например, стали типа V 2А. Боковая поверхность конусного углублени образует угол примерно 90 . Ширина про ема достигает в зависимости от вязкост защитного покрытия 0,5+1,5 мм. В другой форме исполнения секторы, образованные проемами, обжимаются вверх в виде лапок. Для крепления устройства стержень имеет радиальное отверстие, расположенное примерно на середине стержня. Нижний конец стержня выпол ней в Виде конуса. Устройство может использоваться цля припоя различного состава. Пример 1. Устройство состоит из цилиндрического стержня 1 диаметром 1О мм, верхний конец которого на длине около 10 мм имеет диаметр 12 м На верхней торцовой поверхности находит ся конусное углубление 2, боковая повер ность Которого образует угол примерно 90 . На краю расположены в виде бойницы проемы 3 шириной 1 мм, которые переходят на боковой поверхности в вер тикальные каналы. В центре конусного углубления 2 привинчен шип 4, высота которого может бъть установлена такой, что конец выступает за край и проникает через открытую поверхность припоя и, разрывает защитное покрытие открытой поверхности припоя. Стержень устройства 1 с углублением 2 и секторами 5 изготовлен из несмачиваемой припоем стали типа V 2А, Поскольку из-за несмачиваемости устройства открытая поверхность охватываемого шарика из 6 84 припоя лежит ниже края устройства, то защитное средство не стекает. Поэтому край устройства снабжен несколькими проемами 3, которые вместо с шипом 4 обеспечивают быстрое стекание зашит ного.средства. Число и ширина проемов 3 определяются в зависимости от вязкости защитного покрытия. Для крепления устройства в держателе с помощью винта служит радиальное отверстие 6, расположенное примерно на половине длины стержня. Благодаря сходящему на конус нижнему концу стержня 7 устраняется разбрызгивание расплавленного припоя при погружении устройства в припой. Конструкция устройства позволяет производить доставку к зоне пайки нагретого до 250 С припоя без его окисления и свободный слив излишков припоя, причем исключает захват избытка защитного флюса из ванны,П р и м е р 2. Используют устройство, приведенное в примере 1, только секторы 5, образованные проемами 3, вверху несколько обжаты, так что шарик из припоя охватьтается секторами в форме лапок и благодаря этому вместе с несмачивае мостью черпака защитное средство лучше стекает. Шип в этом варианте исполнения может отсутствовать. Формула изобретения 1. Устройство для введения припоя в зону пайки, состоящее из ванны с расплавленным припоем и защитньш флюсом и черпака для захвата дозы припоя, выполненного из материала, несмачивае мого припоем, от личающееся тем, что, с целью предотвращения внесения в паяемое соединение излишков защитного флюса и обеспечения слива излишков припоя, черпак выполнен в виде цилиндрического стержня, верхний конец которого имеет конусное углубление с равномерно распределенными по периметру проемами, образующими на боковой поверхности стержня продольные каналы, причем в средней точке конусного углубления расположен оканчивающийся острием шип. 2, Устройство по пп. , отличающееся тем, что секторы, образованные проемами, в верхней части выполнены в виделапок.
3. Устройство по п п. 1-3, отличающееся тем, что нижний конец стержня вьтолнен в виде конуса.
Источники информации, принятые во внимание при экспертизе;
1.Лакедемонский А. В., Хряпин В. Е. Справочник паяльщика, М„ Машиностроение, 1967, с. 186-187.
2.Авторское свидетельство СССР
N 222148, кл. В 3/06, 23,12.65.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПИСТОЛЕТ И ЭЛЕКТРОДНЫЙ ЭЛЕМЕНТ ДЛЯ ЭЛЕКТРОДУГОВОЙ ПАЙКИ НАКОНЕЧНИКОВ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ | 2010 |
|
RU2450898C2 |
| Устройство для пайки | 1988 |
|
SU1558591A1 |
| Установка для лужения и пайки | 1989 |
|
SU1761396A1 |
| Устройство для нанесения паяльной жидкости | 1985 |
|
SU1294519A1 |
| Способ группового нанесения припоя на токопроводящие поверхности печатных плат | 1985 |
|
SU1258636A2 |
| Устройство для нанесения пенообразного флюса | 1989 |
|
SU1680453A1 |
| Устройство для пайки волной припоя | 1982 |
|
SU1013157A1 |
| Калибратор и способ его изготовления | 1989 |
|
SU1819970A1 |
| Способ изготовления берд с пропайкой зубьев | 1978 |
|
SU724291A1 |
| Устройство для удаления припоя изОТВЕРСТий пЕчАТНыХ плАТ | 1979 |
|
SU846149A1 |
