Изобретение относится к тепловой сборке валов с подшипниковыми узлами с натягом и может быть использовано при сборке редукторов.
Цель изобретения - увеличение производительности сборки с одновременным повышением качества соединения.
На фиг. 1 показано устройство, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - устройство подвода термопар; на фиг,4 - вид Б на фиг.З.
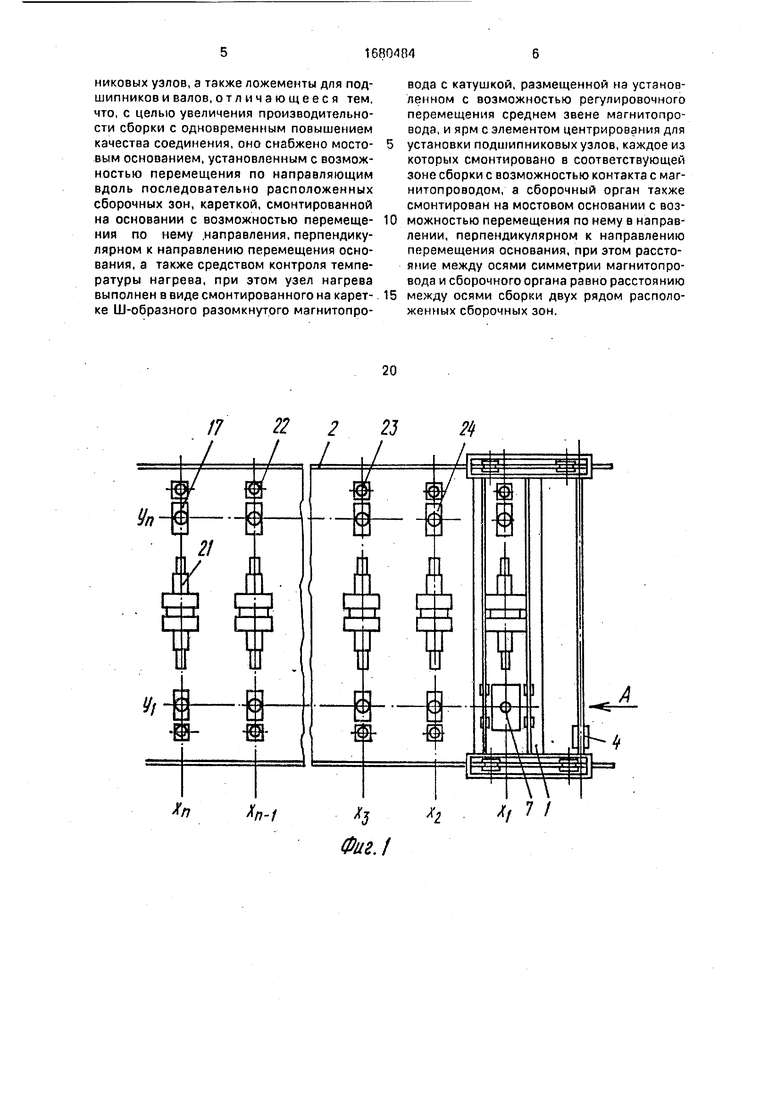
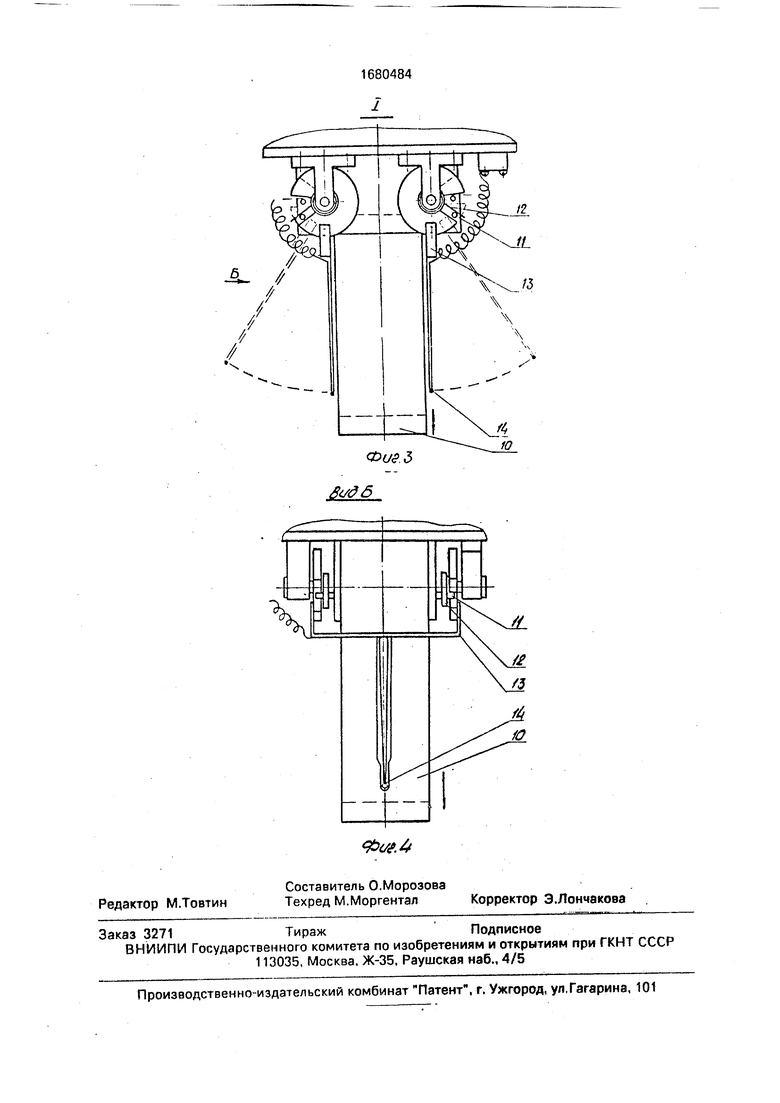
Устройство содержит мостовое основание 1, смонтированное в направляющих 2, каретку 3, силовой сборочный орган 4, выполненный в виде захвата 5 и пульта управления б и установленный на мостовом основании 1 с возможностью перемещения по нему в направлении, перпендикулярном направлению перемещения основания 1. На каретке 3 смонтирован узел нагрева 7 подшипниковых узлов, выполненный в виде Ш-образного машитопровода 8, катушки 9, расположенной на среднем звене 10. Звено 10 установлено с возможностью регулировочного вертикального перемещения и через штырь 11, пружину 12 взаимодействует с рычагом 13, несущим средство контроля температуры нагрева - термопару 14. По бокам магнитопровода установлены конические штыри 15 и конечный выключатель 16.
Устройство содержит ряд последовательно расположенных сборочных зон, HL каждой из которых установлены ярма 17 по координатам, образуемым осями Xi;X2-Xn, YI - Yn, расстояние между осями Xi - Х 2,1 Ха - Хз и т.д. равные,
Ярма 17 собраны из трансформаторного железа и имеют по бокам цилиндрические направляющие 18, служащие для правильной установки Ш-образного магнитопровода 8 и взаимодействующие с коническими штырями 15. В средней части ярма 17 размещены элементы центрирования 19 дня установки на них подшипниковых узлов.
При этом расстояние между осями симметрии магнитопровода 8 и захвата 5 равно расстоянию между осями Х.1 - Ха. Кроме того, устройство содержит ложементы 20 для валов 21 и ложементы 22 для подшипников 23.
Устройство работает следующим образом,
Валы-шестерни 21 устанавливают на ложементы 20. На ложементы 22 устанавливают подшипники 23, На элементы центрирования 19 ярем 17 устанавливают стаканы подшипников 23.
Мостовое основание 1 устанавливают на ось Xi, каретку 3 иа ось YL Включают на пульте 6 кнопку Цикл (не показана). По згой команде магнитолро(зод 8 автоматически устанавливается на координату Xi-Yi (путем перемещения основания 1 и каретки 3), опускается вниз до срабатывания конечного выключателя 16. При этом звено 10 магнитопровода 8 опирается на поверх0 ность ярма 17, поднимается и через штырь 11, пружину 12 прижимает термопары 14 к стенкам стакана 24. Включается электрическое питание и производится нагрев стакана 24. По достижении заданной
5 температуры (80-100иС) термопары 14 дают команду, нагрев прекращается, магнито- провод 8 поднимается, На этом работа нагревателя в зоне Xi-Yi заканчивается,
Переключатель рода работ (не показан)
0 на пульте управления ставят в положение Автомат. После нажатия на кнопку Цикл основание 1 автоматически перемещается на следующую координату магнито- провод 8 автоматически опускается вниз до
5 срабатывания конечного выключателя 16, при этом термопары 14 прижимаются к стенкам стакана 24, начинается нагрев. В это время оператор устанавливает подшипник 23 в нагретый стакан 24 на координате
0 Xi-Yi и переходит в зону Xa-Yi. По достижении заданной температуры термопары 14 подают команду, нагрев прекращается и магнитолровод 8 поднимается, основание 1 переезжает в зону Хз-Yi и т.д., пока все
5 подшипниковые узлы не будут собраны. За время сборки всех подшипниковых узлов первый нагретый стакан остывает и положение подшипника в стакане фиксируется. Вторично оператор устанавливает маг0 нитогфосод 8 на координату Xi-Yi, нажимает на ;.нопку Цикл и производит нагрев внутренней обоймы подшипника 23. При этом термопары 14 контролируют температуру внутренней обой мы. По достижении за5 данной температуры нагрев прекращается, магнитопровод 8 поднимается и основание 1 переезжает на координату Xa-Yi, где опускается и нагревает следующий подшипни- ковый узел. Оператор в это время
0 посредством захвата 5 устанавливает подшипниковый узел Н2 зал-шестерню 21 и переходит на координату и т.д., пока все подшипниковые углы не будут установлены на валы-шестерни 21.
5 На последней координате Xn-Yn работа нагревателя автоматически прекращается. Формула изобретения Устройство для тепловой сборки вала с подшипниковым узлом, содержащее силовой сборочный орган, узел нагрева подшилниковых узлов, а также ложементы для подшипников и валов, отличающееся тем, что, с целью увеличения производительности сборки с одновременным повышением качества соединения, оно снабжено мостовым основанием, установленным с возможностью перемещения по направляющим вдоль последовательно расположенных сборочных зон, кареткой, смонтированной на основании с возможностью перемещения по нему направления, перпендикулярном к направлению перемещения основания, а также средством контроля температуры нагрева, при этом узел нагрева выполнен в виде смонтированного на каретке Ш-образного разомкнутого магнитопро
вода с катушкой, размещенной на установленном с возможностью регулировочного перемещения среднем звене магнитопро- вода, и ярм с элементом центрирования для установки подшипниковых узлов, каждое из которых смонтировано в соответствующей зоне сборки с возможностью контакта с маг- нитопроводом, а сборочный орган также смонтирован на мостовом основании с возможностью перемещения по нему в направлении, перпендикулярном к направлению перемещения основания, при этом расстояние между осями симметрии магнитопро- вода и сборочного органа равно расстоянию между осями сборки двух рядом расположенных сборочных зон.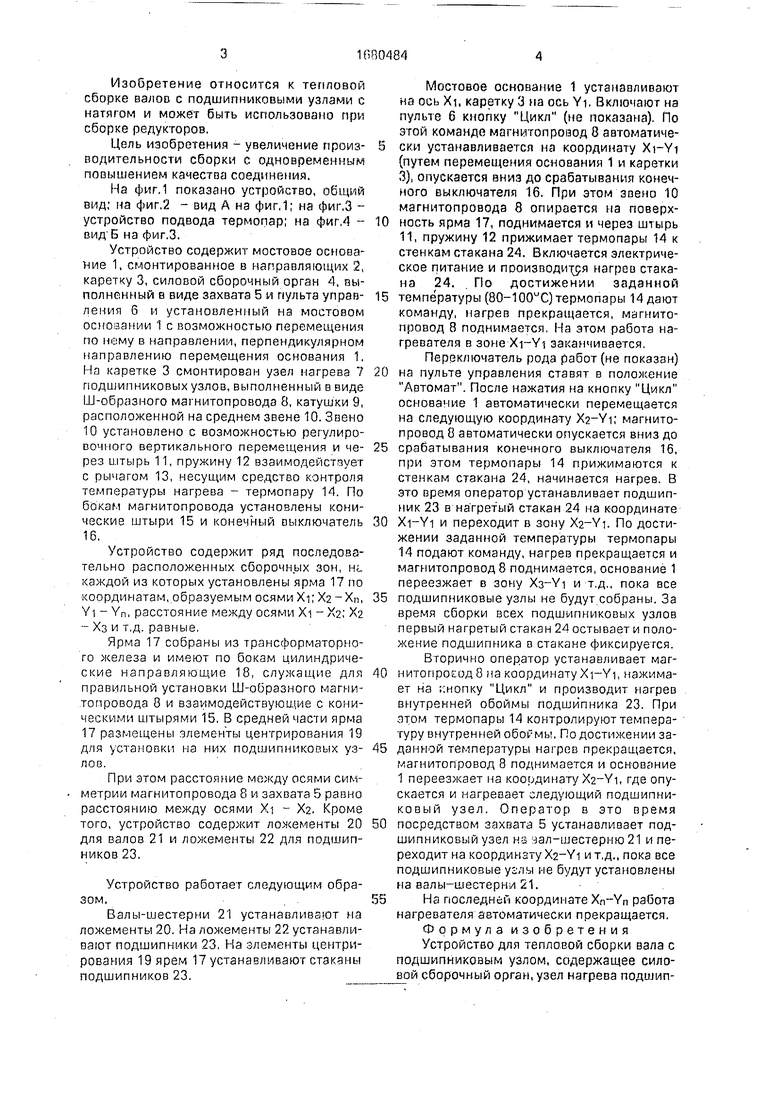
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей | 1989 |
|
SU1646764A1 |
| СТЕНД СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ВЕРХНИЙ КОРСЕТ СТЕНДА, НИЖНИЙ КОРСЕТ СТЕНДА, МЕХАНИЗМ ПОПЕРЕЧНОГО ПЕРЕМЕЩЕНИЯ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, МЕХАНИЗМ ПРОВОРОТА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ПОДЪЕМНЫЙ МЕХАНИЗМ СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, ХОДОВАЯ ОПОРНАЯ ТЕЛЕЖКА СТЕНДА СБОРКИ ОБТЕКАТЕЛЯ ИЗДЕЛИЯ, СПОСОБ СБОРКИ ОБТЕКАТЕЛЯ НА СТЕНДЕ | 2008 |
|
RU2392201C1 |
| Линия для разборки и сборки | 1981 |
|
SU998079A1 |
| АВТОМАТ ДЛЯ СБОРКИ УЗЛОВ | 1991 |
|
RU2022752C1 |
| Стапель для установки моноблока в отсек изделия | 2023 |
|
RU2805426C1 |
| Приспособление для промежуточной сборки статора | 1984 |
|
SU1322209A1 |
| СПОСОБ ТЕПЛОВОЙ ОБРАБОТКИ ПРИЗАБОЙНОЙ ЗОНЫ ПЛАСТА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ЛЕБЕДКА ДЛЯ УСТАНОВКИ УСТРОЙСТВА В ОБСАДНУЮ ТРУБУ | 2005 |
|
RU2304213C1 |
| УНИВЕРСАЛЬНОЕ УСТРОЙСТВО ДЛЯ СБОРКИ ДЕТАЛЕЙ ТРУБОПРОВОДОВ | 2011 |
|
RU2477700C2 |
| САМОХОДНАЯ ПУСКОВАЯ УСТАНОВКА | 2008 |
|
RU2386918C1 |
| Устройство для подачи и съема заготовок покрышек | 1990 |
|
SU1766704A1 |
Изобретение относится к тепловой сборке валов с подшипниковыми узлами с натягом и может быть использовано при сборке редукторов. Цель изобретения -увеличение производительности сборки с одновременным повышением качества соединения. Устройство содержит мостовое основание 1, каретку 3, захват 5, магнито- провод (М) 8 с термопарами 14, ярма 17, Валы 21 и подшипники(П)23 устанавливают в зонах сборки, а стаканы (С) 24 - на ярма 17. Каретка 3 с М 8 перемещается по основанию 1 в зону сборки. Происходит нагрев С 24 после опускания М 8 до контакта с яомами 17. Одновременно контролируется температура нагрева термопарами 14, после чего М 8 перемещается в следующую зону сборки, а П 23 устанавливается в нагретом С 24. М 8 возвращается в первоначальное положение и нагревает внутреннее кольцо П23, которое затем захватом 5устанавливают на вал 21.4 ил. Вид А w 4W fe О 00 g 00 4
/7
t 7 I
Редактор М.Товтин
Составитель О.Морозова
Техред М.МоргенталКорректор Э.Лончакова
.4
| Устройство для тепловой сборки запрессовкой обхватываемой и обхватывающей детали | 1983 |
|
SU1106625A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
