Изобретение Ьтносится к оборудованию для трансверсального армирования панелей и оболочек из полимерных композиционных материалов.
Цель изобретения - повышение качества армирования.
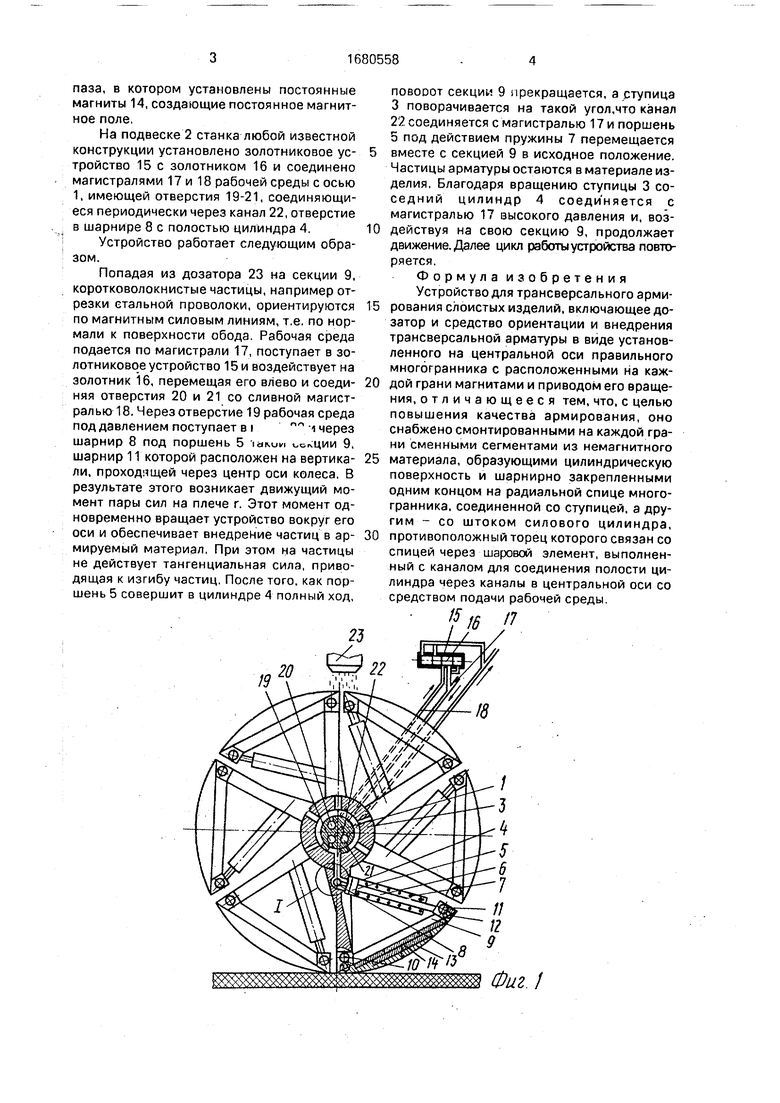
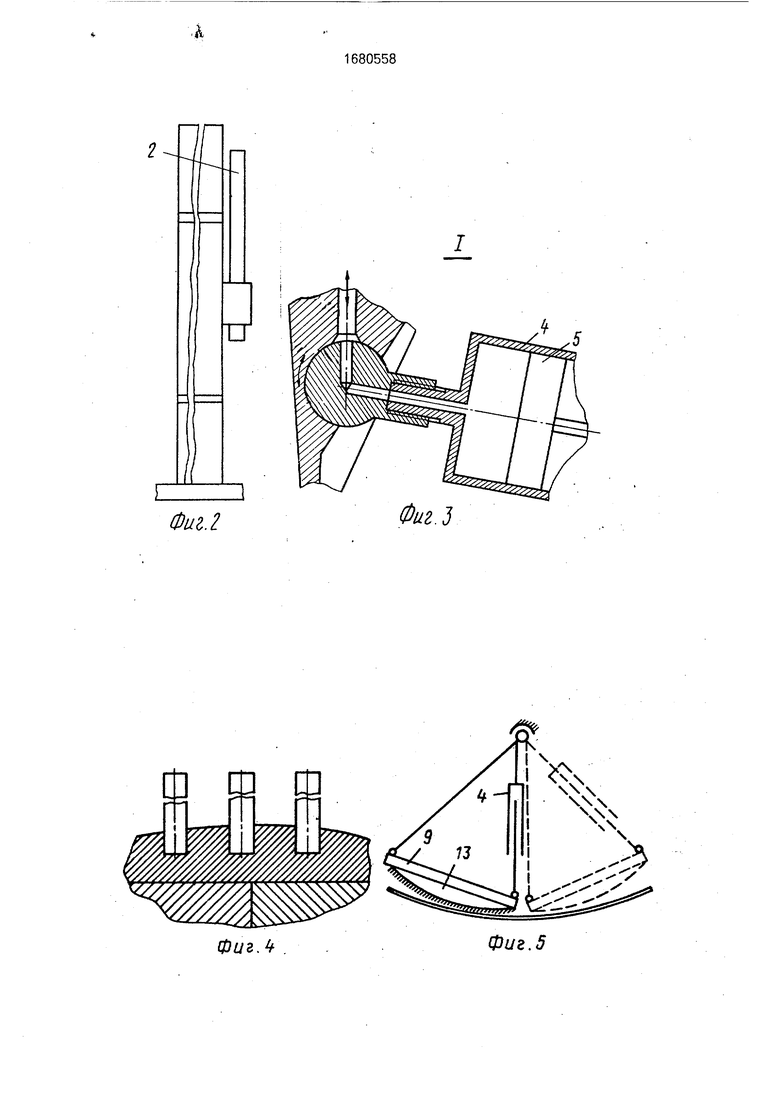
На фиг.1 изображено устройство для трансверсального армирования, разрез; на фиг.2 - то же, вид сбоку; на фиг.З - узел I на фиг.1; на фиг.4-секция обода, вид сбоку; на фиг.5-7 - этапы работы одной из секций устройства для трансверсального армирования панелей.
На оси 1, закрепленной в подвеске 2 станка любой известной конструкции, установлена ступица 3, образующая вместе с осью распределитель рабочей среды, например масла или воздуха , поступающей в силовые элементы, выполненые в виде цилиндров 4 с поршнем 5, штоком 6 и пружиной 7 сжатия. Цилиндры 4 соединены со ступицей 3
посредством шарниров 8. через которые по каналам поступает рабочая среда из оси 1 к цилиндрам 4. Обод устройства выполнен из отдельных секций 9, каждая из которых концами посредством шарниров 10 и 11 прикреплена к ступице 3 и штоку 6 поршня 5. К секции 9 винтами 12 прикреплена накладка 13 из немагнитного материала, например латуни или бронзы. Накладка 13 имеет наружную поверхность с радиусом, равным радиусу кривизны армируемого изделия. Набор сменных накладок 13 с поверхностями различной кривизны позволяет производить армирование различных по форме изделий, причем радиус изделия должен быть не меньше радиуса окружности, описанной вокруг обода устройства, а при армировании плоской панели накладки должны быть плоскими.
На каждой секции 9 накладки 13 имеют внутреннюю полость в виде прямоугольного
О
с
о ел
01 00
паза, в котором установлены постоянные магниты 14, создающие постоянное магнитное поле,
На подвеске 2 станка любой известной конструкции установлено золотниковое устройство 15 с золотником 16 и соединено магистралями 17 и 18 рабочей среды с осью 1, имеющей отверстия 19-21, соединяющиеся периодически через канал 22, отверстие в шарнире 8 с полостью цилиндра 4.
Устройство работает следующим образом.
Попадая из дозатора 23 на секции 9, коротковолокнистые частицы, например отрезки стальной проволоки, ориентируются по магнитным силовым линиям, т.е. по нормали к поверхности обода. Рабочая среда подается по магистрали 17, поступает в золотниковое устройство 15 и воздействует на золотник 16, перемещая его влево и соединяя отверстия 20 и 21 со сливной магистралью 18. Через отверстие 19 рабочая среда под давлением поступает ъ пп ч через шарнир 8 под поршень 5 )сичии о-чции 9, шарнир 11 которой расположен на вертикали, проходящей через центр оси колеса. В результате этого возникает движущий момент пары сил на плече г. Этот момент одновременно вращает устройство вокруг его оси и обеспечивает внедрение частиц в армируемый материал. При этом на частицы не действует тангенциальная сила, приводящая к изгибу частиц. После того, как поршень 5 совершит в цилиндре 4 полный ход,
ПОВОРОТ секции 9 прекращается, а ступица 3 поворачивается на такой угол.что канал 2 соединяется с магистралью 17 и поршень 5 под действием пружины 7 перемещается
вместе с секцией 9 в исходное положение. Частицы арматуры остаются в материале изделия, Благодаря вращению ступицы 3 соседний цилиндр 4 соединяется с магистралью 17 высокого давления и, воздействуя на свою секцию 9, продолжает движение. Далее цикл работы устройства повторяется.
Формула изобретения Устройство для трансверсального армирования слоистых изделий, включающее дозатор и средство ориентации и внедрения трансверсальной арматуры в виде установленного на центральной оси правильного многогранника с расположенными на каждои грани магнитами и приводом его вращения, отличающееся тем, что. с целью повышения качества армирования, оно снабжено смонтированными на каждой грани сменными сегментами из немагнитного
материала, образующими цилиндрическую поверхность и шарнирно закрепленными одним концом на радиальной спице многогранника, соединенной со ступицей, а другим - со штоком силового цилиндра,
противоположный торец которого связан со спицей через шаровой элемент, выполненный с каналом для соединения полости цилиндра через каналы в центральной оси со средством подачи рабочей среды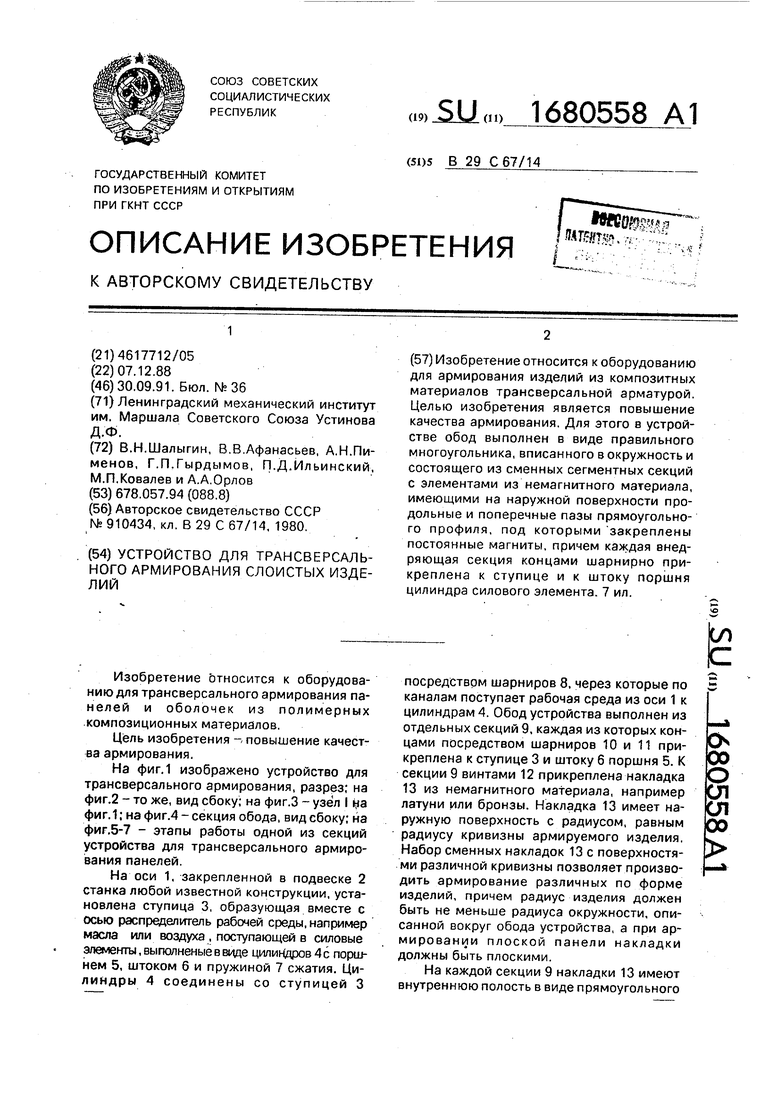
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для трансверсального армирования | 1980 |
|
SU910434A1 |
| Активное колесо | 1971 |
|
SU441176A1 |
| Активное колесо транспортного средства | 1982 |
|
SU1129082A2 |
| Устройство для формования изделий из композиционных материалов | 1989 |
|
SU1692857A1 |
| Устройство для транстверсального армирования оболочек из композиционного материала | 1988 |
|
SU1749054A1 |
| Устройство для формования оболочек с коротковолокнистым наполнителем | 1981 |
|
SU1031745A1 |
| Устройство для изготовленияиздЕлий из КОМпОзициОННыХ МАТЕРиАлОВС КОРОТКОВОлОКНиСТыМ НАпОлНиТЕлЕМ | 1979 |
|
SU818890A1 |
| Активное колесо транспортного средства | 1982 |
|
SU1079468A1 |
| УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ КРИВОЛИНЕЙНЫХ ТРУБ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 1985 |
|
SU1478553A3 |
| Устройство для изготовления армированных стеклопластиковых изделий | 1983 |
|
SU1113263A1 |
Изобретение относится к оборудованию для армирования изделий из композитных материалов трансверсальной арматурой. Целью изобретения является повышение качества армирования. Для этого в устройстве обод выполнен в виде правильного многоугольника, вписанного в окружность и состоящего из сменных сегментных секций с элементами из немагнитного материала, имеющими на наружной поверхности продольные и поперечные пазы прямоугольного профиля, под которыми закреплены постоянные магниты, причем каждая внедряющая секция концами шарнирно прикреплена к ступице и к штоку поршня цилиндра силового элемента. 7 ил.
/9
20
Фиг /
U
1L
Фиг. 2
Фиг. 4
Фиг.З
Ч I Чч
Ј
Фиг. 5
Ј
---.
Фиг. 7
| Устройство для трансверсального армирования | 1980 |
|
SU910434A1 |
| Солесос | 1922 |
|
SU29A1 |
