В предлагаемом автомате для сверления отверстий в катушечных заготовках применен ползун, имеющий возвратно-поступательное перемещение в пазах вертикально переставных рамок, снабженных кулачными выступами, служащими для отведения в ту или другую сторону помещенных в ползуне захваток, с целью зажима или освобождения катушечных заготовок. При холостом ходе ползун перемещает второй ползун с поступившей с транспортера в его желобок заготовкой, каковая, упираясь в неподвижный стержень, входит в разжатые захватки первого ползуна, выталкивает просверленную заготовку, занимая ее место, а при рабочем ходе ползуна просверливается сверлом, имеющим только вращательное движение.
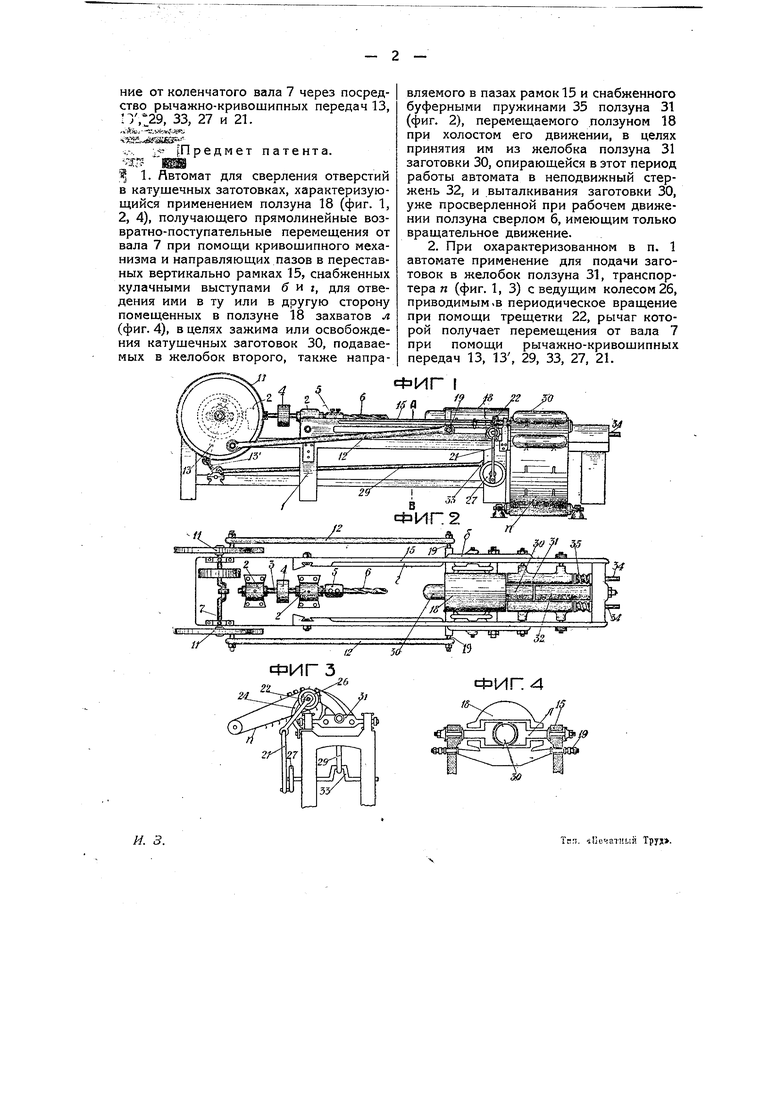
На схематическом чертеже фиг. 1 изображает вид сбоку предлагаемого автомата; фиг. 2-вид сверху; фиг. 3- вид спереди и фиг. 4 - частичный разрез по линии АВ на фиг. 1.
На станине 1 в подшипниках 2-2 (фиг. 1 и 2) помещается шпиндель 3, приводимый во вращение насаженным на нем шкивом 4 и имеющий насадку 5 для сверла 6. К станине привертываются переставные в вертикальном направлении рамки 15 с пазами, служащими для направления ползуна 18 (фиг. 1, 2 и 4),
имеющего возвратно - поступательное перемещение от вала 7 через посредство насаженных маховых колес 11 с эксцентрично укрепленными пальцами, связанными шатунами 12 с пальцами 19 сколзуна. В последнем помещены захватки л (фиг. 4), которые при движении скользуна по направлению к сверлу сближаются посредством кулачных выступов i рамок 15 (фиг. 1 и 2), с целью зажима заготовки 30, и разводятся при обратном ходе выступами б для освобождения ее. Заготовки транспортером п (фиг. 1, 3), подаются в желобок второго, направляемого также в пазах рамок 15, ползуна 31, когда первый ползун 18 с заготовкой подошел к сверлу 6. При холостом ходе ползун 18 передвигает ползун 31 вправо; при этом находящаяся в его желобке заготовка, упираясь в неподвижный стержень 32, выталкивает просверленную уже заготовку из разжатых захваток л и занимает ее место. Ползун 31 возвращается на свое место для принятия с транспортера п следующей катушечной заготовки - буферными пружинами 35, надетыми на стержни 34, скользящие в отверстиях станины автомата; полотно транспортера п приводится в периодическое движение при помощи ведущего колеса 26, вращаемого трещеткой 22, рычаг 24 которой получает перемеще
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обточки деревянных шпуль | 1930 |
|
SU21416A1 |
| Станок для изготовления деревянных конических, снабженных центральным каналом пробок | 1933 |
|
SU36000A1 |
| Горизонтально-сверлильный полуавтомат по дереву для сверления глухих и сквозных отверстий в заготовках | 1959 |
|
SU124097A1 |
| Станок для обработки боковых граней у заготовок для ткацких челноков | 1929 |
|
SU17727A1 |
| Дровокольный станок | 1938 |
|
SU55664A1 |
| Автомат для фрезерования секториальных канавок в несколько проходов | 1929 |
|
SU16976A1 |
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПЛАСТИН ИЗ КАМЫША | 1928 |
|
SU20797A1 |
| Автоматический станок для изготовления фарфоровых изоляторов | 1930 |
|
SU27914A1 |
| Фасонный токарный станок | 1930 |
|
SU26433A1 |
| СТАНОК ДЛЯ МАССОВОГО ИЗГОТОВЛЕНИЯ ДЕРЕВЯННЫХ КАТУШЕК | 1927 |
|
SU35999A1 |

