Изобретение относится к обработке металлов давлением.
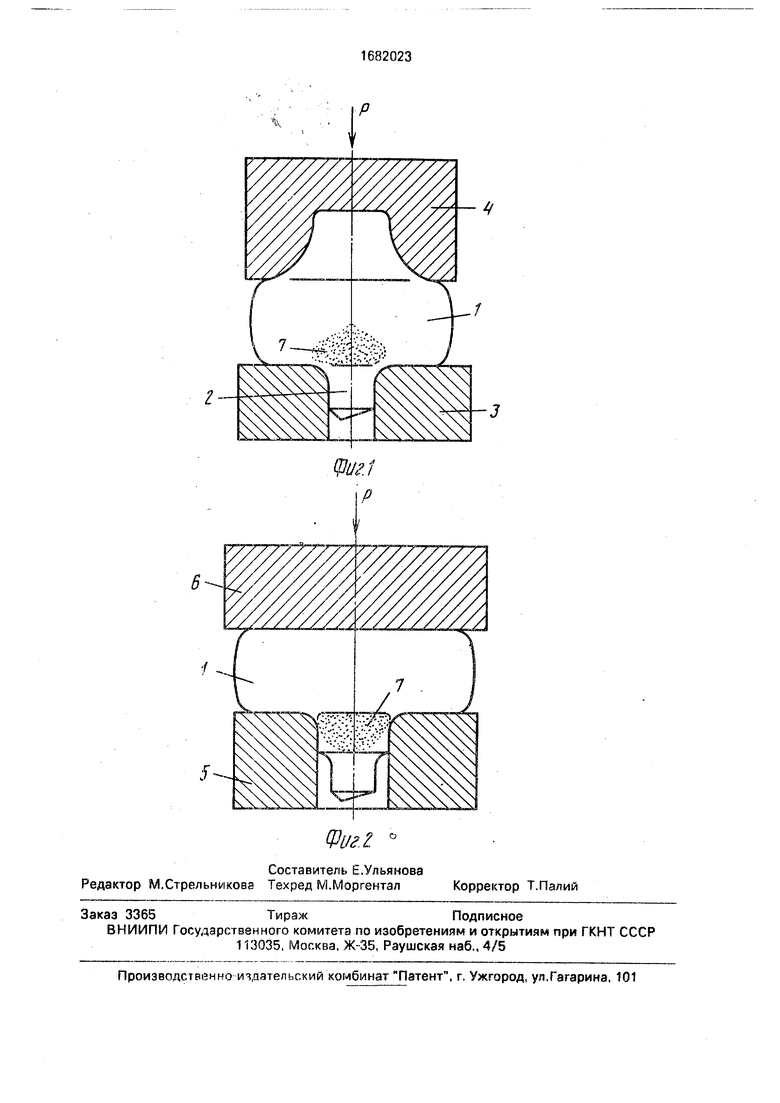
На фиг.1 показана осадка подприбыльной части слитка; на фиг.2 - осадка донной части слитка.
Целью изобретения является повышение качества поковок за счет уменьшения химической неоднородности металла по длине и сечению поковок и увеличение выхода годного при ковке слитков.
Осадка осуществляется поэтапно. Сначала производится осадка подприбыльной части слитка на подкладном кольце, причем донная часть слитка размещена в отверстии ограничительного кольца (см, фиг.1). Затем после выдержки денной части слитка в ограничительном кольце до температуры поверхности в зоне контакта на 50-100°С выше верхнего предела температуры конца ковки производят осадку донной части слитка плоской плитой на подкладном кольце с диаметром отверстия, равным 0,6-0,8 диаметра слитка (см. фиг.2).
Выдержка донной части слитка в отверстии ограничительного кольца способствует захолаживанию поверхностного слоя металла, контактирующего со стенками ограничительного кольца. При дальнейшей осадке донной части происходит преимущественное вертикальное смещение слоев осевой зоны слитка. Применение подкладного кольца, в котором выполнено отверстие, обеспечивает удаление из поковки металла подприбыльной зоны слитка, имеюо оо
ю о
ю ы
щего повышенное содержание углерода, серы и неметаллических включений, в отверстие подкладного кольца.
Величина диаметра отверстия подкладного кольца определяется расположением зоны химической неоднородности (повышенной ликвации) в промышленных слитках, При уменьшении этого соотношения менее 0,6 металл зоны повышенной ликвации удаляется неполностью, а при увеличен нии этого соотношения более 0,8 в отходы уходит часть годного металла, что уменьшает выход годного.
Выдержка донной части слитка в ограничительном кольце до температуры поверхности в зоне контакта на 50-100°С выше верхнего предела температуры конца ковки обеспечивает устойчивость процесса и качество поверхности поковок.
Способ осуществляют следующим образом.
Слиток 1 после формирования цапфы 2 (со стороны прибыльной части) устанавливают цапфой в отверстие подкладного кольца 3, а донную часть помещают в отверстие ограничительного кольца 4 и производят осадку подприбыльной части слитка. Донную часть выдерживают в отверстии ограничительного кольца 4 до температуры поверхности в зоне контакта ее с ограничительным кольцом на 50-100°С выше верхнего предела температуры конца ковки, после чего кольцо 4 снимают, слиток устанавливают на подкладное кольцо 5 с отверстием, диаметр которого равен 0,6-0,8 диаметра слитка 1, и производят осадку донной части плоской плитой 6.
При осадке донной части в таких условиях происходит удаление ликвационной зоны 7 подприбыльной части в отверстие подкладного кольца 5. Удаление дефектной зоны 7 из поковки обеспечивает повышение химической однородности) металла и выравнивание свойств по длине и сечению поковки. Увеличивается выход годного при ковке за счет удаления только дефектной зоны слитка.
Пример. Откованы заготовки типа диск из слитков массой 2,9 и 13т стали 45 и 40 соответственно. Сталь выплавляют в мартеновских печах емкостью 50 т и разливают на слитки верховым способом. Высота тела слитков 1360 и 1560 мм. общая высота 1955 мм и 2710 мм, средний диаметр слитков 530 и 1068 мм соответственно.
Нагрев слитков под ковку проводят в нагревательной печи с выдпижным подом. Температура металпа под ковку 1180- 1200°С. У слиткогз предварительно формируют цапфы со стороны прибыльной части, Диаметр цапфы 200 и 440 мм соответственно. Нижнюю часть слитков перед осадкой помещают в отверстие ограничительного
кольца и производят осадку псдприбыльной части на подкладном кольце. После осадки подприбыльной части нижнюю часть слитков выдерживают в ограничительном кольце до температуры поверхности в зоне
контакта 870 990°С, что на 20-140°С выше верхнего предела температуры конца ковки, которая составляет для этих марок стали 850°С. Затем производят осадку плоской плитой, При этой операции осадки используют подкладные кольца с отверстиями диаметром 265-475 и 545-1000 мм соответственно. В процессе последней операции происходит вытеснение наиболее загрязненного металла из-под прибыльной
части и в отверстие подкладных колец. Далее ковку производят по обычной технологии,
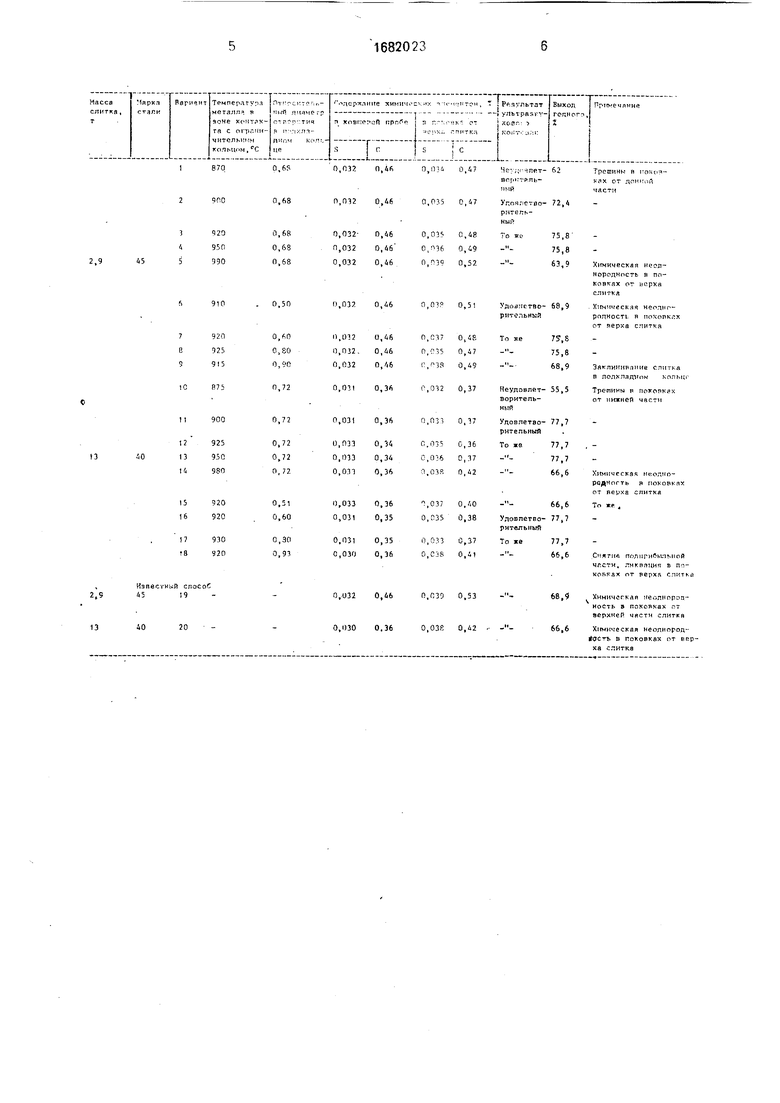
Результаты испытаний приведены в таблице.
Данный способ осадки слитков способствует удалению ликвационной подприбыльной зоны слитка в полость подкладного кольца, снижаются потери металла при обрубке головной части, повышается степень
химической однородности металла поковки по ее длине и сечению, стабилизируется уровень механических свойств в деталях изделий,
Поковки имеют меньшую степень ликвации серы и углерода в зоне, соответствующей верхней части слитка. Выход годного увеличивается на 7-11%,
Формула изобретения
Способ осадки кузнечных слитков путем размещения донной части слитка в отверстии ограничительного кольца, осадки подприбыльной части на подкладном кольце и последующей осадки донной части также на
подкладном кольце, отличающийся тем, что, с целью повышения качества поковок за с.четуменьшения химической неоднородности металла и увеличения выхода годного, осадку донной части слитка производят плоской плитой после выдержки донной части слитка в отверстии ограничительного кольца до достижения температуры поверхностного слоя металла в зоне контакта со стенками ограничительного
кольца на 50... 100°С выше верхнего предела значения температуры конца ковки, причем осадку донной части производят на подкладном кольце с отверстием, диаметр которого составляет 0,6...0,8 диаметра слитка.
2.9
HsBeoHoiH crocoG 4519
0,032 0,46
13
40
20
О,(130 0.36
0,53
0,42
68,9Хнммчсгкая teonnnpoqность в поковках пт верхне- чисти слитка
66,6Химическая неолнород
ОСтъ в поковках от верха слитка
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА | 2008 |
|
RU2389581C1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВКИ ИЗ СЛИТКА | 2008 |
|
RU2392084C1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| "Способ ковки крупных поковок с отверстием | 1971 |
|
SU441754A1 |
| Способ ковки поковок из слитков | 1986 |
|
SU1428520A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении поковок из кузнечных слитков. Цель изобретения - повышение качества поковок за счет снижения химической неоднородности металла, а также увеличение выхода годного. Осадку подпри- быльной части слитка осуществляют на подкладном кольце. Донная часть слитка размещается в отверстии ограничительного кольца, При этом донную часть выдерживают в ограничительном кольце до достижения температуры в зоне контакта ее с кольцом на 50-100°С выше верхнего предела значения температуры конца ковки. После этого производят осадку донной части плоской плитой на подкпадном кольце с отверстием, диаметр которого составляет 0,6- 0,8 диаметра слитка. Способ позволяет при осадке донной части слитка удалить ликвэ- ционную зону подприбыльной части в отверстие подхладного кольца. Повышается химическая однородность металла и выход годного за счет удаления только дефектной зоны слитка. 2 ил., 1 табл. (Л С
№к/ °
Составитель Е.Ульянова Редактор М.Стрельникова Техред М.Моргентал
Корректор Т.Палий
| Способ осадки кузнечных слитков | 1980 |
|
SU893364A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
