(Л С
Изобретение относится к обработке металлов давлением а именно,) к куз- нечно-штамповочному производству, и может быть использовано при полу- чйнии крупногабаритных поковок повышенного качества.
Цель изобретения - повьппение качества крупногабаритных поковок за счет уменьшения неравномерности де- формации в объеме поковки„
На фиг.1 изображена исходная заготовка с закатанной цапфой перед осадкой} на фиг.2 - то же, после пер вого этапа осадки на фиг.З то же, с удаленным инструментом с верхней части; ла фиг.4 - то же, после второго этапа осадкиJ на фиг.З - то же, в конечный момент осадки.
Способ осуществляют следующим об- разом.
Исходную заготовку 1 с з 1катан- ной цапфой 2 (lie показана) помещают на нижнюю плиту 3, с помощью 1зерхней осадочной П.ПИТЫ 4 ; осуществляют оса,цку со степенью деформации Е,(0,6.,.1,4
н (2 - -t 1)% и получают заготовку 5
высотой Н, (Н,Н(,-Н) к диаметром (фиг. 1 и 2)о После этого верхнюю осадочную плиту 4 приподнимают над заготовкой н вьщерживают в этом положении (Ь,,3.. 1,0) от времени, затраченного на осадку (фиг.З). Затем производят повторную осадку заготовки
СО . степенью деформации Ej(0,6... 1,4 II
(2 - 1)% (получают заготовку ,6 D,
диаметром D, высотой Н (фиг. 4); приподнимают плиту 4 (не показано) и осуществляют видержку, равную (0,3...1,0) времени, затраченного на осадку на данном этапе деформирования. При дальнейшей осадке, чере-. дуя обжатия со степенью деформации Е и вьщержку 2 , , получают заготовку 7 с конечньми геометрическигда размерами диаметром В..и .высотой Н., (фиг.З). При этом общая величина
степени деформации (Вд - - -100%)
составляет 40.«.60%,
Пример Способ использован при ковке поковок роторов турбогене- . раторов мощностью 500 тыс. кВт i i3
слитка массой 140 т, материал - сталь 35ХНЗМФА.
У слитка (после нагрева в печи) со стороны прибыльной части отковывают цапфу диаметром 1250 мм, длиной 1000 мм, отдавливают кюмпельную часть, биллетируют и получают блок диаметром 2050 мм, дпиной 3800 мм
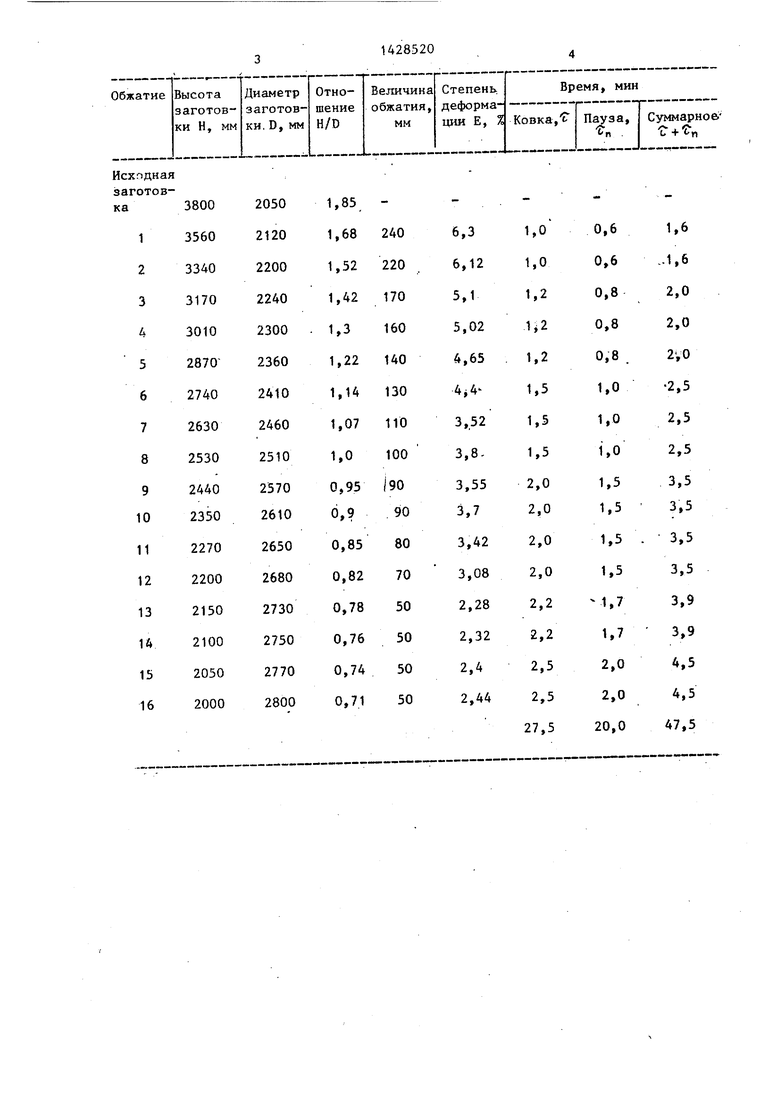
После подогрева в печи производят осадку биллета в несколько этапов с паузами между этапами в соответствии с таблицей.
Осаженный блок проковывают на диаметр 2400 мм, длиной 2700 мм и после четырех последующих нагревов получают поковку ротора с бочкой диаметром 1210 мм, дайной 6950 мм с диаметрами ступеней 0800, длиной 1040 мм, :/ 0 695 мм, длиной 2000 мм со сторонь донной части слитка и теми же диаметрами ступеней длиной соответственно 980 и 2760 мм со стороны при- бьшьной части слитка. После термооб-- работки производят анализ механических свойств поковок, который показывает, что способ обеспечивает высокий уровень механических характеристик металла и незначительную их анизотропность.
Таким образом, предлагаемый спо- соб позволяет повысить качество поковок изделий, что обеспечивает увеличение их гарантийного срока службы.
Формула из обретен.и я
Способ ковки поковок из слитков, включаюищй закатку цапфы и последующую осадку заготовки в несколько этапов с промежуточным удалением инструмента с верхней части заготовки и вь держкой между этапами осадки, отличающи йся тем, что, с целью повышения качества поковок, - осадку осуществляют со степенью деформации на каждом этапе, равной 0,6... 1,4 X (2 H/D + 1,0):%., где Н - высота заготовки перед эталом осадки, D - диаметр заготовки перед этапом оса;1ки, а вьщержку--между этапами производят во времени, равном (0,3... ,..1,0) где время осадки на п редьщущем этапе.
Исходная заготовка
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ковки полых поковок | 1988 |
|
SU1625573A1 |
| Способ изготовления полых поковок | 1989 |
|
SU1650314A1 |
| Способ ковки поковок дисков с осевым отверстием | 1988 |
|
SU1641498A1 |
| Способ изготовления осесимметричных поковок | 1988 |
|
SU1660819A1 |
| Способ изготовления буртовых валов | 1988 |
|
SU1590185A1 |
| Способ получения заготовок дисков | 1988 |
|
SU1608008A1 |
| Способ ковки бесприбыльных слитков | 1987 |
|
SU1512700A1 |
| Способ изготовления поковок | 1981 |
|
SU979015A1 |
| Способ ковки поковок типа пластин | 1987 |
|
SU1532169A1 |
| Способ ковки дисков | 1985 |
|
SU1260094A1 |
Изобретение относится к, обработке металлов давлением, а именно к кузнечно-штамповочному производству, и может быть использовано при получении крупногабаритных поковок. Цель - повышение качества крупногабаритных поковок за счет уменьшения неравномерности деформации в объеме заготовки. Проводят операцию осадки позтапно. В промежутках между этапами осуществляется отв.од верхнего инструмента от поверхности заготовки. При зтом на каждом этапе задаются степень деформации в зависимости от соотношения размеров заготовки и длительность паузы между обжатиями в зависимости от времени осадки на предыдущем этапе. 5 ил,, Г табл.
9иг.1
9 иг А
Составитель А.Быстров Редактор Н.Тупица Техред А. Кр 1вчук Корректор И.Муска
Заказ 5076/16
Тираж 589
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5.
Фаг.2
9ut.3
9«.г.5
Подписное
| Авторское свидетельство СССР 761104, кл. | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
