Изобретение относится к металлообработке и может быть использовано в станках для обработки криволинейных режущих кромок изделий, в частности топоров.
Цель изобретения - повышение производительности и качества обработки.
Цель достигается за счет базирования и ориентирования заготовок, позволяющих обрабатывать заготовки с погрешностями как по толщине, так и по ширине с двух сторон.
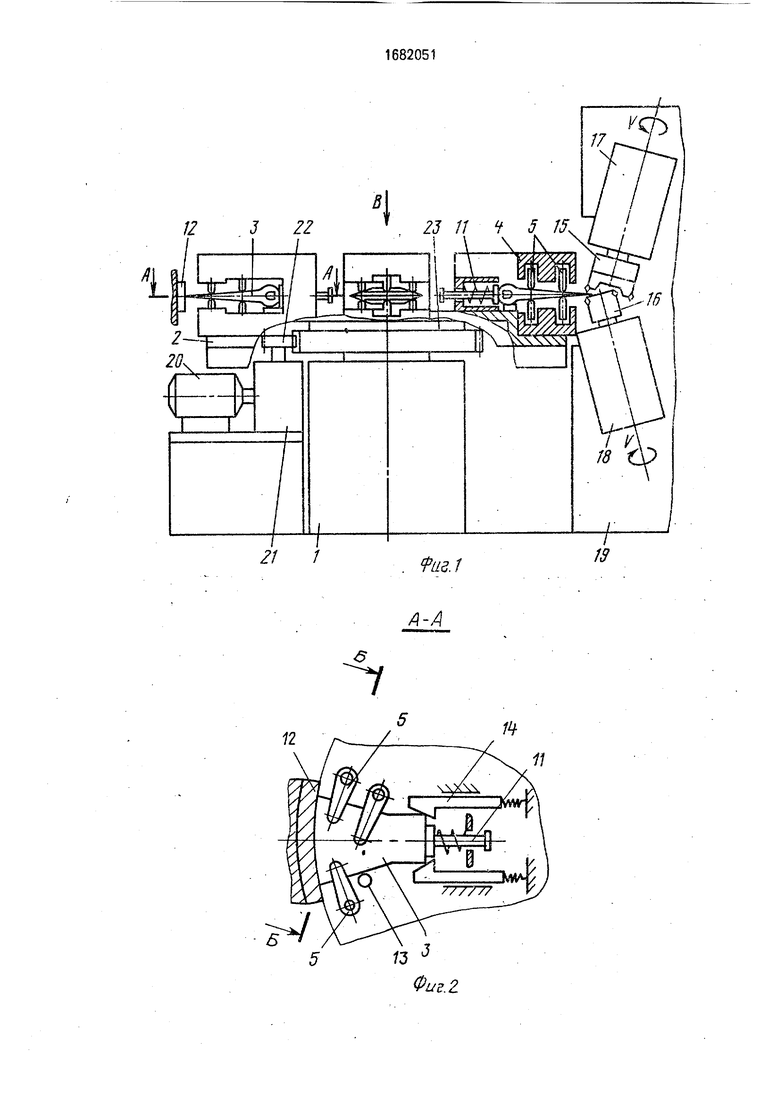
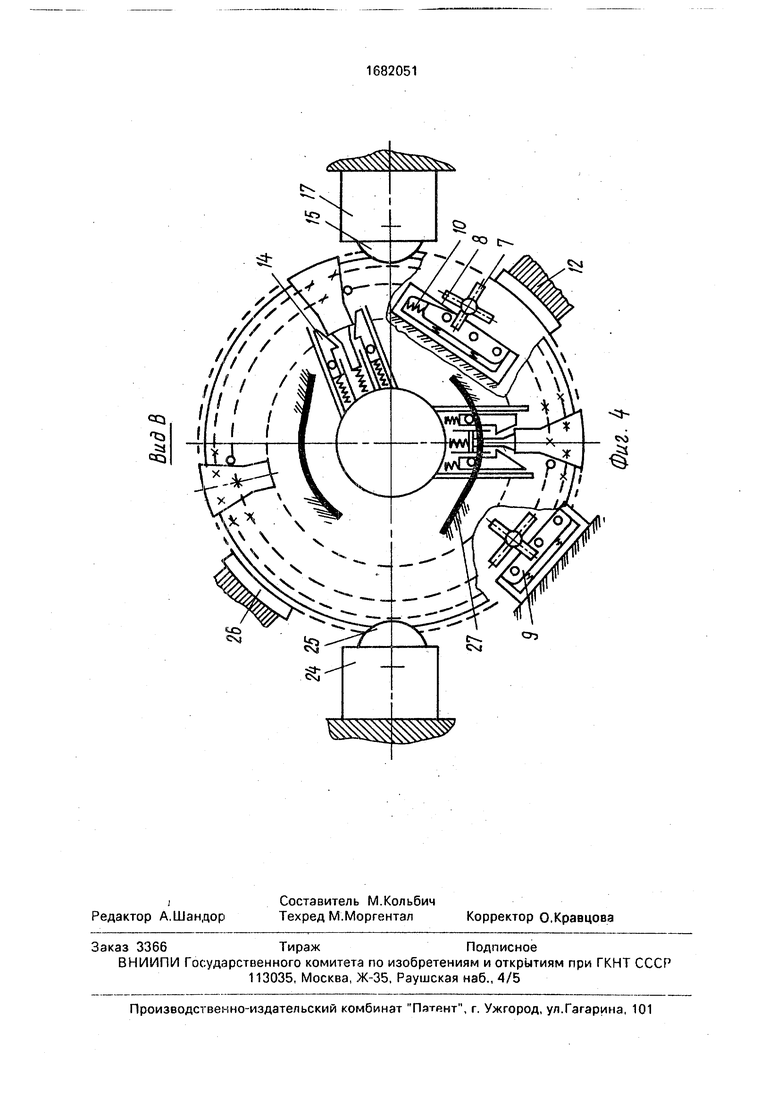
На фиг.1 представлено устройство, общий вид; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - сечение Б-Б на фиг.2; на фиг.4 - вид В на фиг.1 (с дополнительной позицией для заточки изделия).
Устройство включает в себя станину 1, внутри которой размещен узел с плитой 2, На плите 2 размещены заготовки (топор) 3 в специальных приспособлениях 4, в которых смонтированы три пары прихватов 5, обеспечивающих зажим заготовок 3 посредством специального винта б, выполненного с правой и левой резьбой, взаимодействующей с ответными резьбами прихватов 5. На нижнем конце винта б размещена звездочка 7, взаимодействующая со штырями планок 8 и 9, торцовые части которых также подпружинены пружиной 10, причем усилие пружины 10 достаточно для зажима заготовки. Подпружиненный упор 11 служит для выставления заготовки 3 по шаблону 12.
Жесткий упор 13 и подпружиненные клинья 14 служат для фиксации детали от возможного смещения в процессе обработки. Обработка лезвия заготовки топора 3 производится инструментами (например, торцовыми фрезами) 15 и 16; режущая часть фрезы 15 выполнена чашеобразной формы, Инструменты 15 и 16 закреплены в шпинделях головок 17 и 18, размещенных на вертикальной плите 19. Торцовые фрезы 15 имеют различные диаметры, причем фреза 16 меньшего диаметра входит во внутреннюю полость фрезы 15 большего диаметра. Плита 2 приводится во вращение от двигателя 20 через редуктор 21 посредством шестерни 22 и колеса 23. В-подшипниках 24 закреплены шлифовальные круги 25. Шаблон 26 служит для установки фрезерованной заготовки под заточку лезвия. Шаблон 27 служит для отжима клиньев 14.
Устройство работает следующим образом,
Включается двигатель 20, и плита 2 совместно со специальными приспособлениями 4 приходит во вращение. Заготовки топора 3 вручную устанавливаются в приспособления 4 при разжатых прихватах 5 путем надавливания на подпружиненный
упор 11 до контакта с жестким упором 13. В это время клинья 14 отведены к центру при помощи шаблона 27.
Заготовка 3 входит в зону шаблона 12 и
устанавливается в требуемое положение относительно режущих инструментов (торцовых фрез) 15 и 16, размещенных под углом друг к другу, обеспечивающим одновременное фрезерование припуска для образова0 ния лезвия. При последующем вращении плиты 2 звездочка 7 входит в контакт с подпружиненным упором 9 и разворачивает винт 6. При этом прихваты 5, сближаясь, зажимают по трем точкам заготовку 3 по
5 средней линии клина. Затем шаблон 27 отпускает подпружиненные клинья 14, которые дополнительно фиксируют заготовку 3 .в требуемом положении, исключая возможность ее смещения.
0 При последующем вращении плиты 2, заготовка 3.подводится к фрезам 15 и 16, режущие кромки которых равноудалены от центра вращения устройства, и начинается одновременная обработка лезвия топора с
5 двух сторон. Далее, при повороте плиты 2, звездочка 7 входит в контакт с упором 8, разворачивающим винт б в обратную сторону, При этом заготовка 3 освобождается, выталкивается за счет подпружиненного
0 упора 11, а на ее место устанавливается другая. Подпружиненные клинья 14 при этом снова будут отведены шаблоном 27 к центру.
Устройство может быть выполнено с
5 двумя позициями: первая - фрезерование лезвия топора, вторая - заточка лезвия топора после закалки.
Ориентация лезвия топора при заточке производится так же, как и при фрезерова0 нии.
Формула изобретения Устройство для обработки изделий, включающее размещенные на станине поворотный стол, копиры, инструментальные
5 головки, установленные на столе приспособления с базирующими, зажимными и фиксирующими элементами, отличающееся тем, что, с целью повышения качества обработки, базирующие, зажимные и
0 фиксирующие элементы выполнены в виде трех пар прихватов, винтов с правой и левой резьбой, соединяющих прихваты в каждой паре, выполненных со звездочкой на концах, и закреппениых на станине
5 подпружиненных планок со штырями, предназначенных для взаимодействия со звездочками, а фиксирующие элементы эы- полнены в виде подпружиненных клиньев, предназначенных для взаимодействия с копиром.
tt
и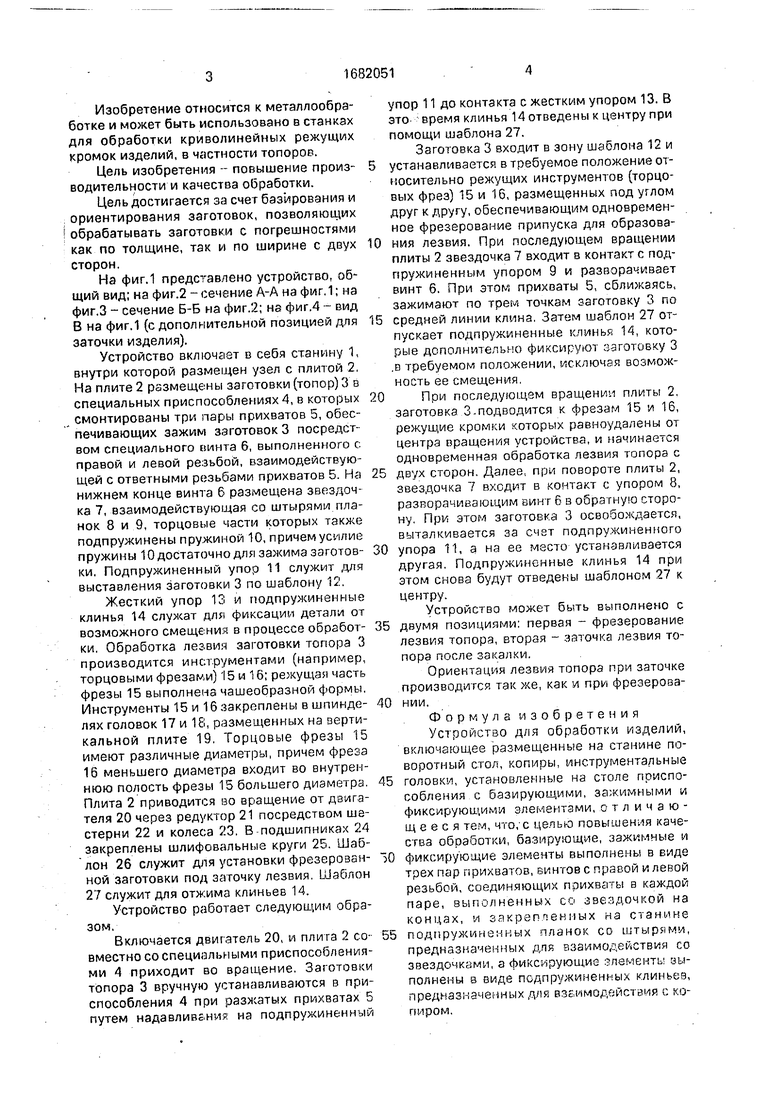
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для заточки изделий | 1986 |
|
SU1373538A1 |
| Устройство для отделочной обработки наружных поверхностей тел вращения | 1988 |
|
SU1627384A1 |
| ТОРЦЕВАЯ ФРЕЗА | 1992 |
|
RU2014175C1 |
| Устройство для обработки изделий | 1979 |
|
SU795890A1 |
| Фреза торцовая | 1986 |
|
SU1313591A1 |
| Торцовая фреза | 1976 |
|
SU891256A1 |
| УНИВЕРСАЛЬНЫЙ ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 1994 |
|
RU2064860C1 |
| Вайма для сборки рамок корпусов струнных музыкальных инструментов | 1987 |
|
SU1444146A1 |
| Агрегат для изготовления профилированного ранта для деталей низа обуви | 1988 |
|
SU1666050A1 |
| Сборная торцовая фреза | 1991 |
|
SU1808517A1 |
Изобретение относится к металлообработке и может быть использовано в станках для обработки криволинейных режущих кромок изделий, в частности топоров. Цель изобретения - повышение производительности и качества обработки за счет базирования и ориентирования заготовок, позволяющих обрабатывать заготовку с погрешностями как по толщине, так и по ширине с двух сторон. На плите размещены заготовки 3 в специальных приспособлениях 4, в которых смонтированы три пары прихватов 5, обеспечивающих зажим заготовок 3 посредством винта 6, выполненного с правой и левой резьбой, взаимодействующей с ответными резьбами прихватов 5. На нижнем конце аинта 6 размещена звездочка 7, взаимодействующая со штырями планок 8, торцы которых подпружинены пружиной 10. Для фиксации детали от возможного смещения в процессе обработки служат жесткий упор и подпружиненные клинья. 4 ил. (Л С о 00 ю о СП
гещ
ISOS891
1
I IZ
21
CQ
ti
iS
N
b
| Устройство для заточки изделий | 1986 |
|
SU1373538A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
