t
(21)4744345/27
(22)17.07.89
(46) 07.10.91. Бюл. Н 37
(71)Всесоюзный научно-исследовательский, проектно-конструкторский и технологический институт электросварочного оборудования
(72)Л.А.Кунашев, О.К.Песляк, Б.Н.Резников, С.И.Скудин
и И.Я.Смирнов
(53)621.791.762(088.8)
(56)Авторское свидетельство СССР № 1183325, кл. В 23 К 11/24, 1984.
(54)МНОГОЭЛЕКТРОДНАЯ МАШИНА ДЛЯ КОНТАКТНОЙ СВАРКИ
(57)Изобретение относится к сварке, а именно к многоэлектродным машинам контактной сварки постоянного тока.
Цель изобретения - повыпение качества сварных соединений и расширение технологических возможностей за счет снижения дискретности регулирования и стабилизации энергии на сварку. Многоэлектродная машина содержит источник 12 напряжения повышенной частоты, сварочный трансформатор 1, сварочный выпрямитель 2 с датчиком 3 тока, сварочные контуры 4 и 5, подключенные к сварочному выпрямителю через управляемые ключи 7 и 8, а также систему 6 управления, датчики 9 и 10 сжатия электродов и привод 11 сжатия электродов. Многоэлектронная машина позволяет перераспределять загрузку фаз питающей сети и снизить потребление энергии. 3 ил.
§
(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического регулирования процесса контактной сварки и устройство для его осуществления | 1984 |
|
SU1255338A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Способ управления и контроля процесса контактной сварки | 1985 |
|
SU1320033A1 |
| Машина для контактной точечной сварки | 1990 |
|
SU1764893A1 |
| Устройство для измерения амплитудного значения импульсов сварочного тока | 1983 |
|
SU1139592A2 |
| Система для управления процессом контактной точечной и шовной сварки | 1987 |
|
SU1511039A1 |
| Способ измерения активного сопротивления сварочного контура в процессе сварки | 1986 |
|
SU1488160A1 |
| МНОГОЭЛЕКТРОДНОЕ УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СВАРКИ АРМАТУРНОЙ СЕТКИ | 2009 |
|
RU2424882C1 |
| Машина для контактной точечной сварки | 1986 |
|
SU1391830A1 |
| Способ и устройство для выполнения межэлементных соединений свинцово-кислотных аккумуляторных батарей | 2020 |
|
RU2747154C1 |
Изобретение относится к сварочному производству, а именно к многоэлектродным машинам контактной сварки постоянного тока преимущественно сотовых конструкций.
Целью изобретения является повышение качества сварных соединений и расширение технологических возможностей за счет снижения дискретности регулирования и стабилизации энергии на сварку.
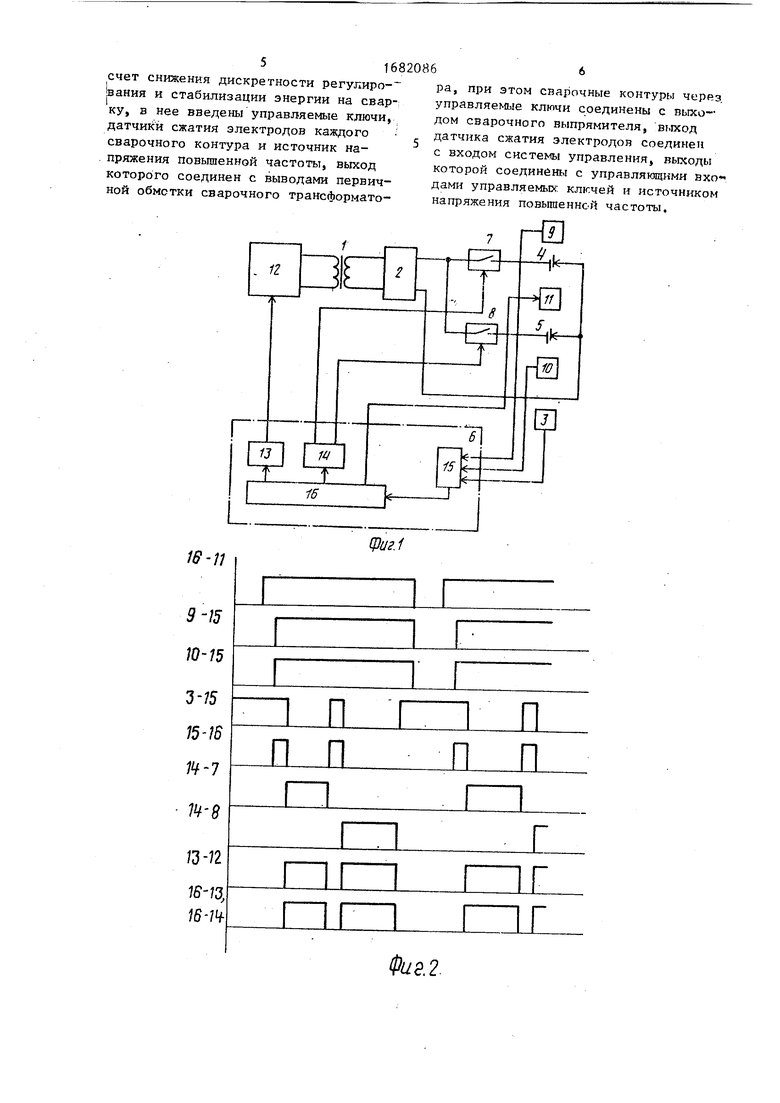
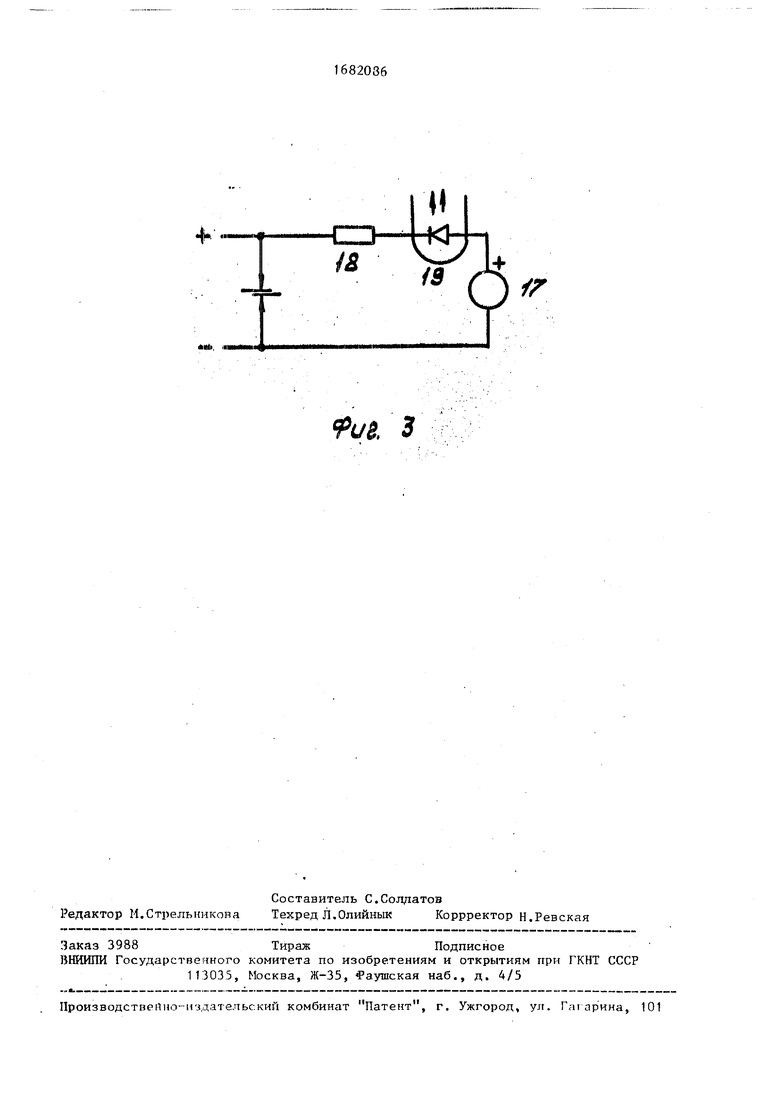
На фиг. 1 дана принципиальная схема машины с двумя сварочными -контурам ми; на фиг. 2 - циклограмма работы элементов машины; на фиг. 3 - принципиальная схема одного из вариантов реализации датчика сжатия электродов.
Машина содержит сварочный трансформатор 1, сварочный выпрямитель 2, датчик 3 тока сварочного выпрямителя 2, сварочные контуры 4 и 5, каждый с парой электродов, систему 6 управления, управляемые кгючи 7 и 8, датчики 9 и 10 сжатия электродов каждого контура, привод 11 сжатия электродов, источник 12 напряжения повышенной частоты.
Система управления содержит блок
13управления сварочным током, блок
14задания программы работы сварочных контуров, логический блок 15 и блок 16 задания интервалов сварочного цикла.
0
оо
Циклограмма работы машины (фиг. 2) содержит сигнал 16-11- управления приводом сжатия электродов4 сигналы 9-15 и 10-15 обратной связи с датчиков , сжатия, сигнал 3-15 обратной связи с датчика тока, сигнал 15-16 логического блока на блок задания интервалов сварочного цикла, сигналы 14-7 и 14-8 управления управляемых ключей, сигна- лы правления источником напряжения повышенной частоты, сигналы 16- 13 и . :16H} 4 es блока- задания интервалов сварочного -ЦикНа н а бдоки управления током и а блок задания программы pa- боты сварочных контуров.
Датчик сжатия электродов содержит источник 17 постоянного напряжения, резистор 18 и светодиод 19 оптоэлектронного прибора. Датчик сжатия элект- 2Q Реализацию циклограммы фиг. 2.
Датчик сжатия электродов раб следующим образом.
родов подключается к электродам сварочного контура так, чтобы минус источника 17 был соединен с электродом сварочного контура, подключенным к минусу сварочного выпрямителя машины а кг.тод светодиода 19 через резистор 18 - с электродом сварочного контура, подключенным к плюсу сварочного выпрямителя.
Машина работает следующим образом. По команде от системы 6 управления с блока 16 задания интервалов сварочного цикла включается привод 11 сжатия электродов. Посыле замыкания электродов соответствующие датчики 9 и 10 сжатия электродов выдают сигналы в логический блок 15 системы управления. При отсутствии сварочного тока в контурах машины датчик 3 тока сварочного выпрямителя выдает сигнал в логический блок 15. В случае установки по всем входам логического блока 15 разрешающих сигналов он выдает сигнал в блок 16, который начинает вырабатывать выдержки времени, соответствующие различным интервалам сварочного цикла, выдавая на интервал ток сигналы в блоки 13 и 14. Блок 13 управляет работой источника 12 напряжения повышенной .частоты, а блок 14 включает управляемый ключ 7 (или 8) в соответствии с программой работы сварочных контуров. После выключения сварочного тока сварочного выпрямителя 2 вновь выдают сигнал в блок 15. Блок 16 опять начинает вырабатывать выдержки времени интервалов сварочного цикла, блок 13 включает источник 12 напряжения повышенной частоты, а
блок 14 - следующий по программе управляемый ключ. После тогогкак закончится процесс сварки в последнем сварочном контуре, цикл работы машины завершается выключением привода 11 сжатия электродов.
В качестве управляемых ключей могут быть использованы, например, тиристоры.
Логический блок в соответствии с циклограммой на фиг. 2 можно реализовать на основе логических элементов И, блок задания программы работы сварочных контуров - на основе счетчиков
Систему управления можно также реализовать на основе микроЭВМ типа В7, используя платы ПМ301 , ЦВВ01, АВВ01,- при этом программа должна обеспечить
Q Реализацию циклограммы фиг. 2.
5
п 40
45
50
55
Датчик сжатия электродов работает следующим образом.
При разомкнутых сварочных электродах тока через светодиод нет и он находится в выключенном состоянии. После замыкания электродов через цепочку начинает протекать ток, опреде - ляемый величиной напряжения источника 1 7 и сопротивления резистора 13. Параметры источника 17 и резистора 18 выбираются такими, чтобы светодиод включился при наличии надежного электрического контакта между электродами.
Данная многоэлектродная машина для контактной сварки имеет по сравнению с базовым объектом, за который принята многоэлектродная машина типа МТМ-33, следующие преимущества: существенно меньшее потребление энергии при сварке, одновременная загрузка фаз питающей сети, сварочный ток не зависит от наличия магнитных масс в сварочном контуре, более высокое качество сварных соединений за счет снижения дискретности регулирования энергии на сварку.
Формула изобретения Многоэлектродная машина для контактной сварки, содержащая сварочный трансформатор, подключенный к сварочному выпрямителю, датчик тока сварочного выпрямителя, сварочные контуры, привод сжатия электродов и систему управления, отличающая- с я тем, что, с целью повышения качества сварных соединений и расширения технологических возможностей за
Г
Фие.2
Фиб, 3
tr
