Изобретение относится к электродуговой сварке и можеТ быть использовано при сооружений вертикальных резервуаров и других сосудов и конструкций с горизонтальными швами на вертикальных и наклонных стенках. Цель изобретения - повьшшние качества сварных швов путем автоматизации коррекции положения электро дов относительно шва при изменении наклона стенки свариваемой конструк ции в процессе сварки. На фиг. 1 изображена установка для сварки горизонтальных швов, общий вид; на фиг. 2 - то же, вид в плане. Установка для сварки состоит из портала, включающего ноги 1, соединенные балкой 2, На последней смонтирована каретка 3 с приводом 4. На каретке смонтированы оголовок портала, включающий опорные ролики 5 и приводные ролики 6, и датчик угла наклона стенки свариваемой конструк ции, состоящий из корпуса 7 и разме щенных в нем с возможностью взаимодействия маятника 8 и микровыключателей 9, На ногах портала смонтированы сварочные головки 10 и центрируюп(ие ролики 11 . Для сварки установку навеитвают на верхнюю кромку собранных под сварку элементов 12. Перемещением каретки 3 по балке добиваются вертикального расположения ног портала. Сварочные головки 10 настраиваются на свариваемый стык с обеих сторон свариваемой конструкции, и установка включается на сварку. Когда стенка свариваемой констру ции расположена вертикально, сварка стыка по всей длине производится без перемещения портала относительно каретки 3. При сварке конструкци в виде неправильного (наклонного) усеченного конуса вступает в работу система управления приводом каретки Когда угол наклона стенки свариваемой конструкции становится отличньм от вертикального, центрирующие роли кй 11 принудительно наклоняют порта 412 при этом сварочные головки 10 смещаются со стыка, так как при изменении угла наклона стенки изменяется длина образующей. Сварочные головки 10 смещаются как по вертикали, так и по горизонтали, причем одна головка стремится упереться в конструкцию, а другая - отойти от нее. При отклонении портала от вертикального положения наклоняется и корпус 7 датчика, жестко закрепленный на каретке 3. Вместе с корпусом 7 датчика наклоняются микровыключатели 9, один из которых (в зависимости от направления наклона при взаимодействии с верхним плечом маятника 8, сохраняющего вертикальное положение) срабатывает и включает привод 4. Последний посредством реечного зацепления перемещает портал в горизонтальной плоскости перпендикулярно свариваемому стыку влево или вправо в зависимости от того, какой из микровыключателей 9 сработал. При перемещении портала наклон каретки 3 выравнивается, корпус 7.датчика возвращается в исходное положение и микровыключатель 9 отключается, выключая привод 4. Перемещение портала прекращается. Привод устанавливается в нормальное положение. При установке привода 4 в вертикальное положение головки 10 автоматически устанавливаются в исходное положение. При дальнейшем изменении угла наклона стенки свариваемой конструкции портал вновь наклоняется вместе с кареткой 3 и корпусом 7 датчика, снова срабатывает микровыключатель 9, включая привод 4, который выравнивает наклон портала и так далее. Таким образом осуществляется слежение сварочной горелки за свариваемым стыком в течение всего периода сварки.. По сравнению с прототипом предлагаемое техническое, решение -позволяет за счет автоматического поддержания электродов в заданном положении повысить качество сварного соединения конструкций с изменяющимся углом наклона их стенок в процессе сварки.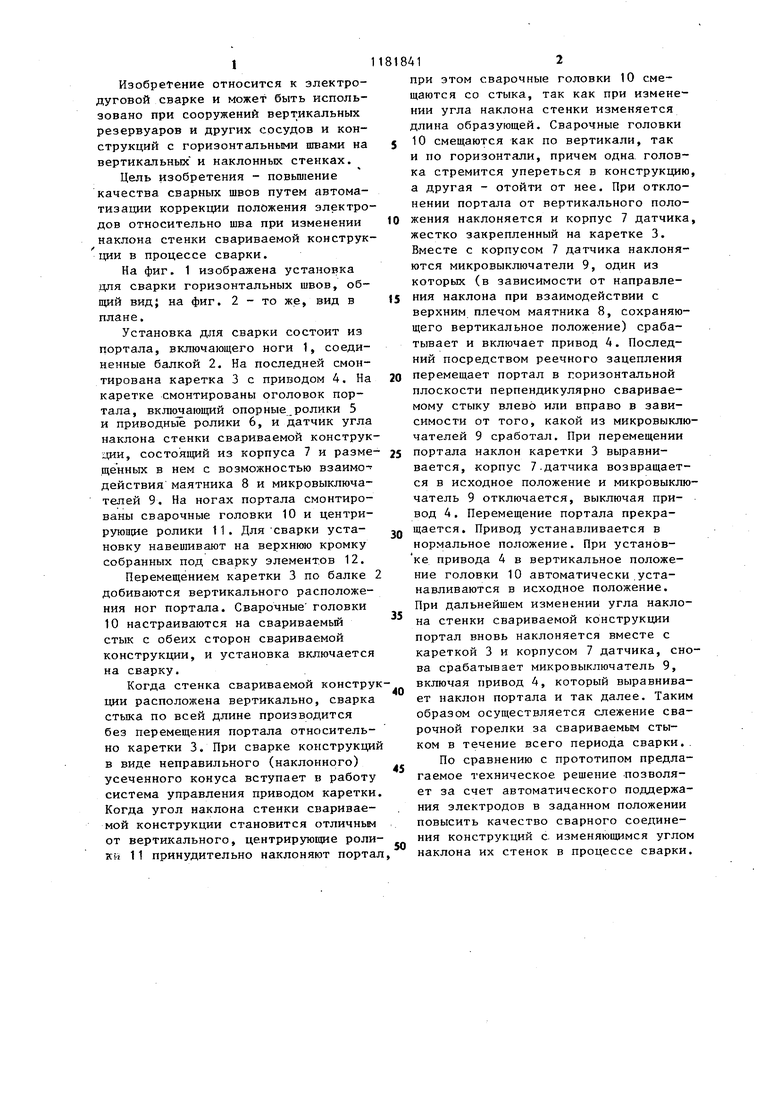
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки угловых швов | 1989 |
|
SU1701461A1 |
| Устройство для сборки и автоматической дуговой сварки под флюсом стыковых швов изделий | 1982 |
|
SU1147543A1 |
| Устройство для автоматической дуго-ВОй СВАРКи СТыКОВыХ СОЕдиНЕНий | 1979 |
|
SU846192A1 |
| Устройство для сварки вертикальных угловых швов | 1991 |
|
SU1796393A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ | 2005 |
|
RU2294274C1 |
| Способ и устройство для гибридной лазерно-дуговой сварки таврового соединения | 2023 |
|
RU2827374C1 |
| СВАРОЧНЫЙ СТАН | 2007 |
|
RU2358848C1 |
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Устройство для автоматической приварки ребер жесткости к плоскому полотнищу | 1977 |
|
SU747649A1 |
| УСТАНОВКА ДЛЯ ЛАЗЕРНО-ДУГОВОЙ СВАРКИ ДЕТАЛЕЙ | 2015 |
|
RU2615428C1 |

УСТАНОВКА ДЛЯ СВАРКИ ГОРИЗОНТАЛЬНЫХ ШВОВ НА ВЕРТИКАЛЬНЫХ СТЕНКАХ ЛИСТОВЫХ КОНСТРУКЦИЙ, содержащая подвижный портал, состоящий из стоек, соединенных балкой, оголовка, смонтированного на балке А 9 y y77 77 //7/7 // // /// f/ f///i//7 // f/////fii/ //f Фиъ.1 и включающего опорные и приводные ролики, а также сварочные головки со сварочными электродами, смонтированные на стойках портала, о тличающаяся тем, что, с целью повьпиения качества сварных швов путем автоматизации коррекции положения сварочных электродов относительно шва при измерении наклона стенки листовой конструкции в процессе сварки, она снабжена кареткой с приводом, смонтированной на балке портала с возможностью перемещения вдоль нее, датчиком угла наклона стенки свариваемой конструкции и свя - Э занной с ним системой управления при водом каретки, при этом оголовок с опорными и приводными роликами смонтирован на каретке. 00 o 4
| Способ смешанной растительной и животной проклейки бумаги | 1922 |
|
SU49A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| ПОСТ УПРАВЛЕНИЯ КРАНОМ, ЭКСКАВАТОРОМ И Т.П. | 2017 |
|
RU2737565C2 |
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
