Изобретение относится к машино- и приборостроению и может быть использовано для правки валов ППД, обычного их накатывания и комбинированной обработки (накатывание с одновременной правкой ППД).
Цель изобретения - повышение производительности обработки и расширение технологических возможностей головки.
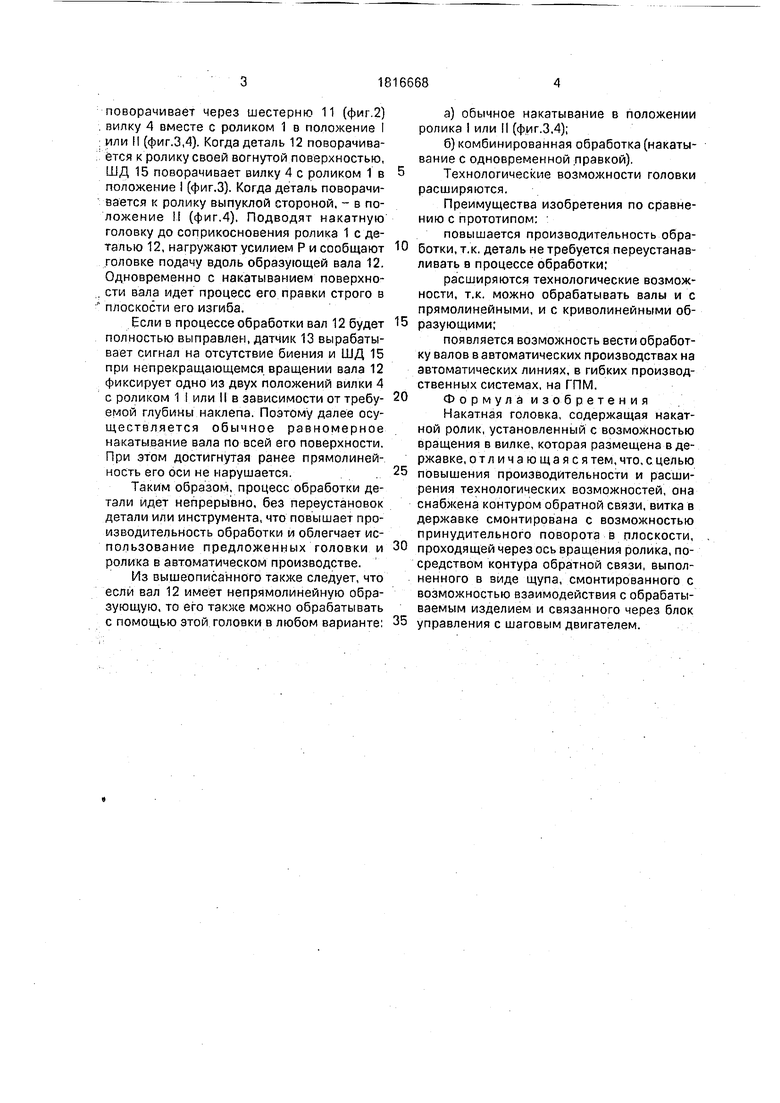
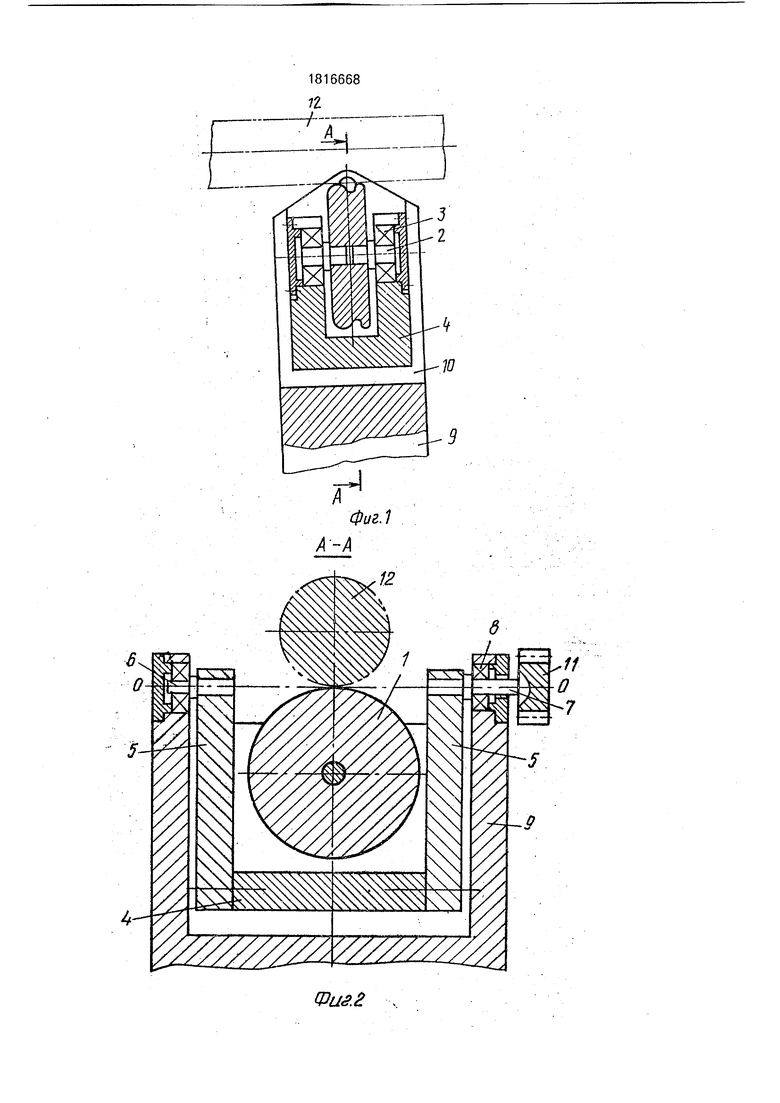
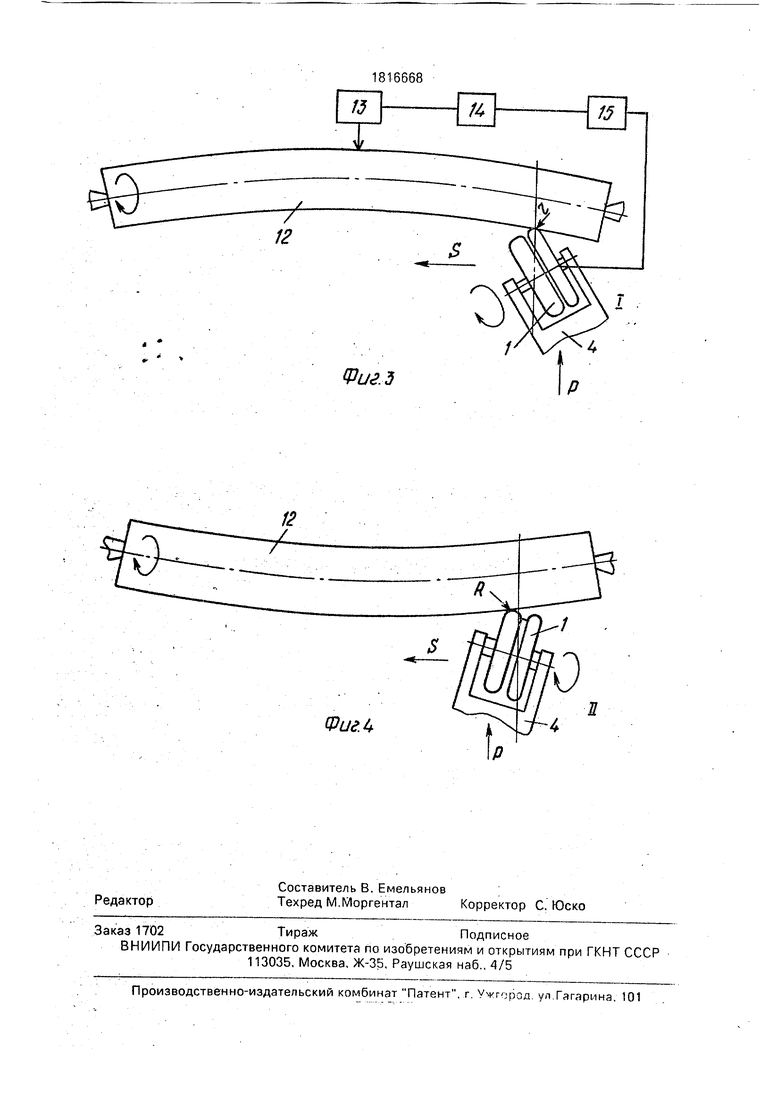
На фиг.1 изображена накатная головка в разрезе горизонтальной плоскостью, проходящей через оси детали и накатного ролика; на фиг.2 - разрез А-А на фиг.1; на фиг.З и 4 - схемы обработки вала.
Пример конкретного выполнения.
Накатная головка (фиг. 1,2) содержит накатной ролик 1, установленный на оси 2, которая опирается на подшипники 3, смонтированные в отверстиях вилки 4. К торцам вилки 4 прикреплены две пластины 5, в отверстия которых запрессованы оси 6 и 7. Последние опираются на подшипники 8, установленные в отверстиях державки 9, в которой выполнен прямоугольный сквозной
паз 10, На свободном конце оси 7 закреплена шестерня 11. Ось 0-0 проходит по касательной к рабочей поверхности ролика 1 посреди его ширины.
На фиг.З показана принципиальная схема установки, на которой использованы предлагаемые объекты. Обрабатываемая деталь 12 установлена в центрах токарного станка. С ней контактирует щуп датчика 13, соединенного с блоком управления шаговым двигателем (БУШД) 14. Последний соединен с шаговым двигателем (ШД) 15. На выходном валу ШД смонтирована шестерня,-находящаяся в зацеплении с шестерней 11 (фиг.2) накатной головки, (Датчик 13, БУШД 14 и ШД 15 в совокупности представляют собой жбнтур обратной связи углового положения вилки 4 с положением плоскости изгиба обрабатываемого вала 12).
Детали 12 сообщают вращение. Датчик 13 вырабатывает сигнал и подает его на БУШД 14, который в зависимости от величины и знака сигнала датчика 12 вырабатывает командуй передает ее ка ШД 15. Последний
ел С
LW&
поворачивает через шестерню 11 (фиг.2) вилку 4 вместе с роликом 1 в положение I или II (фиг.3,4). Когда деталь 12 поворачивается к ролику своей вогнутой поверхностью, ШД 15 поворачивает вилку 4 с роликом 1 в положение I (фиг.З). Когда деталь поворачивается к ролику выпуклой стороной, - в положение II (фиг.4). Подводят накатную головку до соприкосновения ролика 1 с деталью 12, нагружают усилием Р и сообщают головке подачу вдоль образующей вала 12. Одновременно с накатыванием поверхности вала идет процесс его правки строго в плоскости его изгиба.
Если в процессе обработки вал 12 будет полностью выправлен, датчик 13 вырабатывает сигнал на отсутствие биения и ШД 15 при непрекращающемся вращении вала 12 фиксирует одно из двух положений вилки 4 с роликом 1 I или II в зависимости от требуемой глубины наклепа. Поэтому далее осуществляется обычное равномерное накатывание вала по всей его поверхности. При этом достигнутая ранее прямолинейность его оси не нарушается.
Таким образом, процесс обработки детали идет непрерывно, без переустановок детали или инструмента, что повышает производительность обработки и облегчает использование предложенных головки и ролика в автоматическом производстве.
Из вышеописанного также следует, что если вал 12 имеет непрямолинейную образующую, то его также можно обрабатывать с помощью этой головки в любом варианте:
0
5
0
5
0
5
а) обычное накатывание в положении ролика I или II (фиг.3,4);
б) комбинированная обработка (накатывание с одновременной .правкой).
Технологические возможности головки расширяются.
Преимущества изобретения по сравнению с прототипом: :
повышается производительность обработки, т.к. деталь не требуется переустанавливать в процессе обработки;
расширяются технологические возможности, т.к. можно обрабатывать валы и с прямолинейными, и с криволинейными образующими;
появляется возможность вести обработку валов в автоматических производствах на автоматических линиях, в гибких производственных системах, на ГПМ.
Формул а изобретения
Накатная головка, содержащая накатной ролик, установленный с возможностью вращения в вилке, которая размещена в державке, от л ича ю щая с я тем, что, с целью повышения производительности и расширения технологических возможностей, она снабжена контуром обратной связи, витка в державке смонтирована с возможностью принудительного поворота в плоскости, проходящей через ось вращения ролика, посредством контура обратной связи, выполненного в виде щупа, смонтированного с возможностью взаимодействия с обрабатываемым изделием и связанного через блок управления с шаговым двигателем.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатной ролик | 1990 |
|
SU1816671A1 |
| Накатной ролик | 1990 |
|
SU1816670A1 |
| Накатной ролик | 1990 |
|
SU1816669A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812082A1 |
| Деформирующий инструмент для накатывания с одновременной правкой деталей | 1989 |
|
SU1682141A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812081A1 |
| Головка для правки с одновременным накатыванием деталей типа вала | 1989 |
|
SU1682148A1 |
| Резьбонакатной полуавтомат | 1988 |
|
SU1625568A1 |
| Головка для тангенциального накатывания резьб | 1972 |
|
SU487699A1 |
| Приспособление для накатки рифов | 1991 |
|
SU1785477A3 |
Использование: обработка металлов давлением, правка валов, их накатывание и комбинированная обработка. Сущность изобретения: накатная головка содержит накатной ролик, установленный в вилке, которая смонтирована в державке с возможностью ее принудительного поворота в плоскости, проходящей через ось вращения ролика. Принудительный поворот согласован с помощью контура обратной связи с положением обрабатываемого вала относительно накатного ролика. Это позволяет обкатывать вогнутую поверхность изогнутого вала элементом накатного ролика с меньшим радиусом рабочего профиля, а выпуклую поверхность - с большим радиусом рабочего профиля. При этом одновременно с накатыванием протекает процесс правки вала строго в плоскости изгиба. 4 ил.
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
