Изобретение может быть использовано в любой отрасли машино- и приборостроения для правки и накатывания деталей типа вала, имеющих прямолинейную образующую.
Целью изобретения является повышение качества деталей.
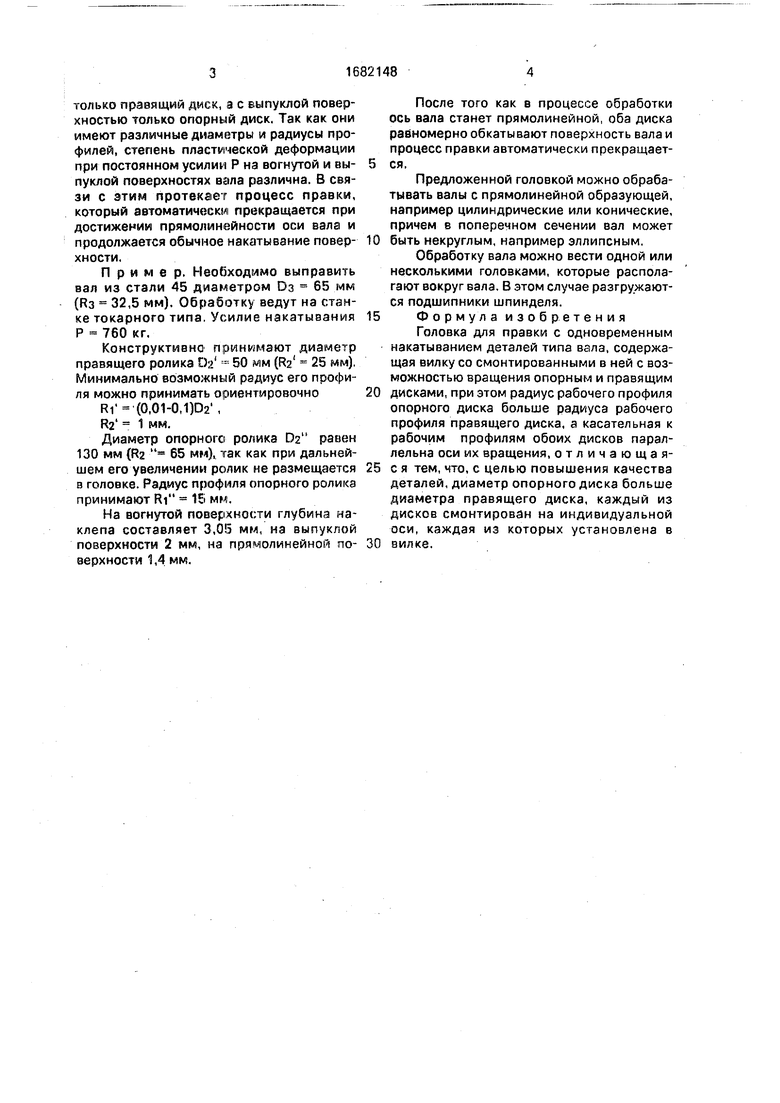
На чертеже показана предлагаемая головка, разрез.
В отверстии вилки 1 установлены подшипники 2, на которые опирается ось 3. На последней смонтирован правящий диск 4. Опорный диск 5 закреплен на оси 6, которая смонтирована в подшипниках 7, установленных в отверстиях вилки 1. Касательная А-А к профилям обоих дисков, лежащая в основной плоскости со стороны детали, параллельна осям 3 и 6. Радиус рабочего поршня опорного диска 5 больше радиуса рабочего профиля правящего диска 4.
Головка с помощью цилиндрического хвостовика 8 смонтирована в накатном приспособлении, имеющем нагружающий элемент пониженной жесткости, например пружину.
Головку устанавливают в начало обрабатываемой поверхности так, чтобы касательная А-А была параллельна образующей обрабатываемой детали 9, а опорный диск 5 был направлен в сторону сечения вала с наибольшим прогибом (положение I), нагружают усилием Р. Детали 9 сообщают вращение, а головке - осевую подачу до тех пор, пока она не переместится до сечения вала с наи- большим прогибом (положение II). Останавливают процесс, переворачивают головку на 180° вокруг оси хвостовика 8 и продолжают процесс, перемещая головку из положения II в положение III.
При вращении детали 9 в контакт с ее вогнутой поверхностью всегда вступает
О 00
ю
Ј
00
только правящий диск, а с выпуклой поверхностью только опорный диск. Так как они имеют различные диаметры и радиусы профилей, степень пластической деформации при постоянном усилии Р на вогнутой и выпуклой поверхностях вала различна. В связи с этим протекает процесс правки, который автоматически прекращается при достижении прямолинейности оси вала и продолжается обычное накатывание поверхности.
Пример. Необходимо выправить вал из стали 45 диаметром Оз 65 мм (Яз 32,5 мм). Обработку ведут на станке токарного типа. Усилие накатывания Р 760 кг.
Конструктивно принимают диаметр правящего ролика Da 50 мм (Ra 25 мм). Минимально возможный радиус его профиля можно принимать ориентировочно
R11-(0,01-0,1)02,
R2 1 мм.
Диаметр опорного ролика Da равен 130 мм (Ra 65 мм), так как при дальнейшем его увеличении ролик не размещается в головке. Радиус профиля опорного ролика принимают RI 15 мм.
На вогнутой поверхности глубина наклепа составляет 3,05 мм, на выпуклой поверхности 2 мм, на прямолинейной поверхности 1,4 мм.
После того как в процессе обработки ось вала станет прямолинейной, оба диска равномерно обкатывают поверхность вала и процесс правки автоматически прекращается.
Предложенной головкой можно обрабатывать валы с прямолинейной образующей, например цилиндрические или конические, причем в поперечном сечении вал может
быть некруглым, например эллипсным.
Обработку вала можно вести одной или несколькими головками, которые располагают вокруг вала, В этом случае разгружаются подшипники шпинделя.
Фо рмул а и зо б рете н и я
Головка для правки с одновременным накатыванием деталей типа вала, содержащая вилку со смонтированными в ней с возможностью вращения опорным и правящим
дисками, при этом радиус рабочего профиля опорного диска больше радиуса рабочего профиля правящего диска, а касательная к рабочим профилям обоих дисков параллельна оси их вращения, отличающаяс я тем, что, с целью повышения качества деталей, диаметр опорного диска больше диаметра правящего диска, каждый из дисков смонтирован на индивидуальной оси, каждая из которых установлена в
вилке.
| название | год | авторы | номер документа |
|---|---|---|---|
| Накатной ролик | 1990 |
|
SU1816671A1 |
| Накатной ролик | 1990 |
|
SU1816669A1 |
| Накатной ролик | 1990 |
|
SU1816670A1 |
| Накатная головка | 1990 |
|
SU1816668A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812082A1 |
| Способ комбинированной обработки цилиндрических валов | 1990 |
|
SU1771933A1 |
| Устройство для комбинированной обработки валов | 1991 |
|
SU1812081A1 |
| Деформирующий инструмент для накатывания с одновременной правкой деталей | 1989 |
|
SU1682141A1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
| БЕСЦЕНТРОВОЙ СТАНОК ДЛЯ ОБКАТКИ И СТАБИЛИЗАЦИИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608115C1 |

Изобретение можно использовать в любой отрасли машино- и приборостроения для правки и накатывания валов с прямолинейной образующей. Цель изобретения - повышение качества деталей. В отверстии вилки установлены подшипники, на которые опирается ось. На последней смонтирован правящий диск. Опорный диск установлен на оси 6, которая смонтирована в подшипниках 7. Касательная к профилям дисков параллельна осям. Диаметр и радиус профиля правящего диска выполнены по размерам меньше диаметра и радиуса профиля опорного диска. При обработке головку устанавливают так, чтобы опорный диск всегда был направлен в сторону сечения обрабатываемого вала с наибольшим прогибом. 1 ил.
////Т/////
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
