-V7
/о
/5
| название | год | авторы | номер документа |
|---|---|---|---|
| Головка для правки с одновременным накатыванием деталей типа вала | 1989 |
|
SU1682148A1 |
| Устройство для подачи и правки сварочной проволоки | 1989 |
|
SU1657314A1 |
| Устройство для правки фасонного шлифовального круга | 1980 |
|
SU952557A1 |
| Бесцентровый круглошлифовальный станок | 2017 |
|
RU2679809C1 |
| Накатная головка | 1990 |
|
SU1816668A1 |
| Подводимая опора шпинделя шлифовального круга | 1982 |
|
SU1042945A1 |
| БЛОК ДАВИЛЬНЫХ РОЛИКОВ ДЛЯ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409441C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК БЛОКОМ РОЛИКОВ С ПЛАНЕТАРНЫМ ДВИЖЕНИЕМ | 2009 |
|
RU2410185C1 |
| СПОСОБ РОТАЦИОННОГО ВЫГЛАЖИВАНИЯ ЗАГОТОВОК | 2009 |
|
RU2409440C1 |
| УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 2015 |
|
RU2608114C1 |
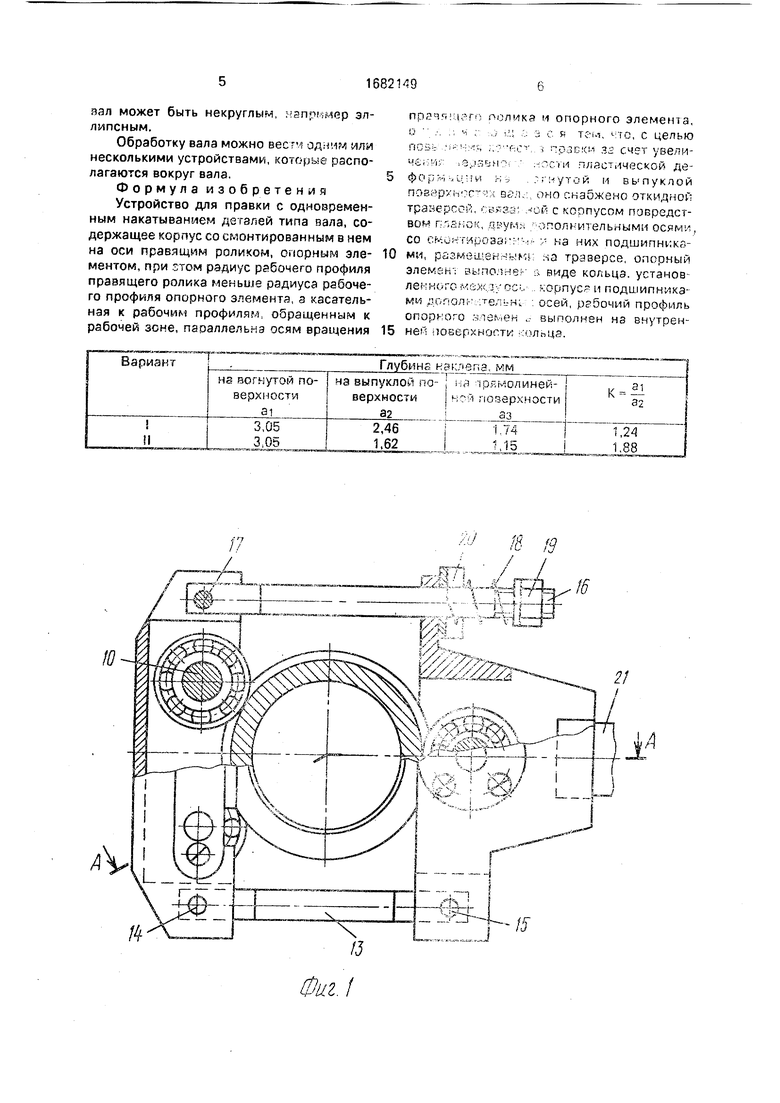
Изобретение может использовано в любой отрасли машино-и приборостроения для правки с одновременным накатыванлем валов с прямолпнзйчой обргзуюи ей Цель изобре,знмг - поьышеп э ка-,воса правки. 8 отверстиях корпуса установлена ось 3, на которой монтирован празящмй ролик 5, На ось 3 напрессован подшипник 5. Опорное котьцо 7 опирается на подшип- ,чи 5иеще м- 5 два подшипника 12. Касательная - к рабочим профилям ролика б и кочиц 7 параллельна их осям, радиус про- правящего ролика б выполнен меньше радиуса рабочего профиля кольца 7. При обработке устройство устанавливается так, чтобы опорнйе кольцо 7 всегда было оора- iu,ei;o в стопоку сечепмя обрзб тываемсго зала с наибольшим прогибом 3 in., 1 табл.
//7
/4
//2 /
f/
/
J
-/
7
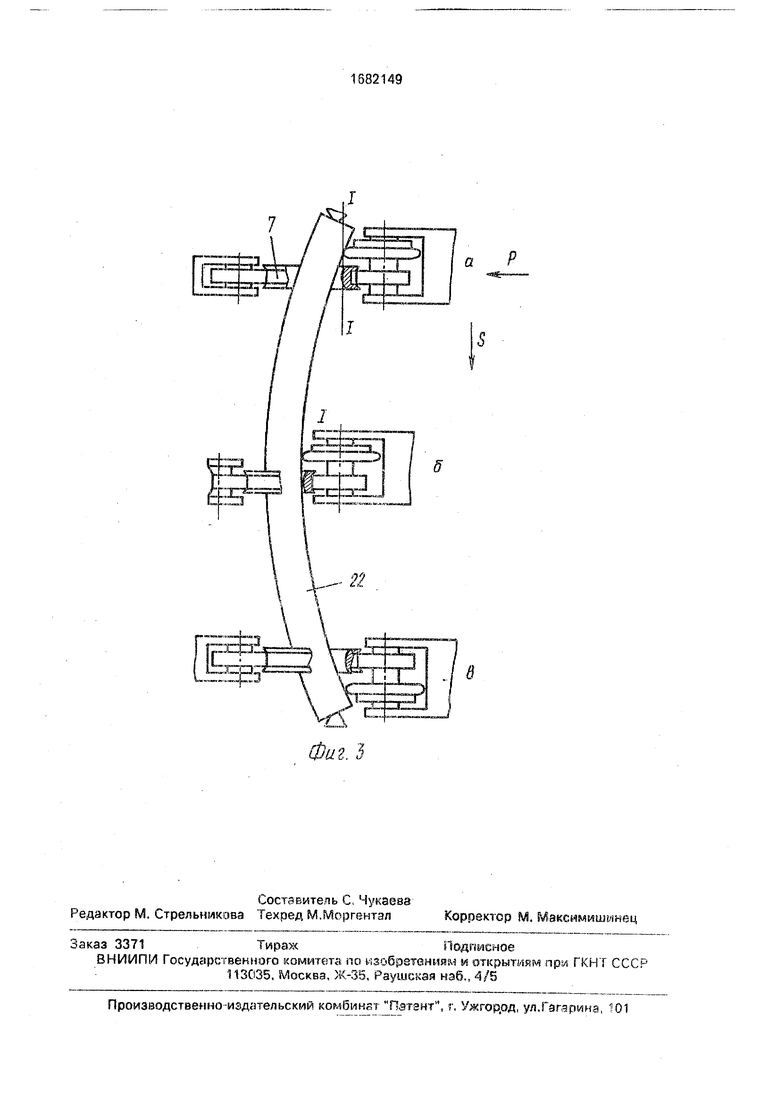
Фиг, 3
а Р
| Способ комбинированной обработки валов | 1987 |
|
SU1504071A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
