Изобретение относится к промышленности строительных материалов и может быть использовано в производстве строительных изделий и конструкций, изготовляемых на основе шлакощелочного вяжущего.
Цель изобретения - повышение качества поверхности и коэффициента конструктивного качества изделий на основе шлакощелочного вяжущего.
При изготовлении бетонных изделий бетонную смесь на шлакощелочном вяжущем укладывают в форму, уплотняют, затем производят термообработку изделий, после чего форму подключают к отрицательному полюсу источника постоянного тока, а накладной электрод - к положительному полюсу и пропускают постоянный ток через изделие в течение 5 мин, затем ток отключают и производят распалубку изделий.
Сущность способа изготовления бетонных строительных изделий в производственных условиях заключается в следующем.
Формуют изделие, подвергаюгего про- париванию, затем металлическую форму с затвердевшим в ней строительным изделием подают на пост распалубки, электроизолированный от остального парка форм. На поверхность затвердевшего изделия укладывают накладной электрод - металлическую пластину, имеющую размеры на 2-3 см меньше размера поверхности изделия, на которую она накладывается, с целью предотвращения электрозамыкания с корпусом формы. Затем корпус формы подключают к отрицательному полюсу источника постоянного тока, а уложенную на поверхность изделия пластину к положительному, и в та ком состоянии систему оставляют на 5 мин. ЗаО 00
hO
ч ел
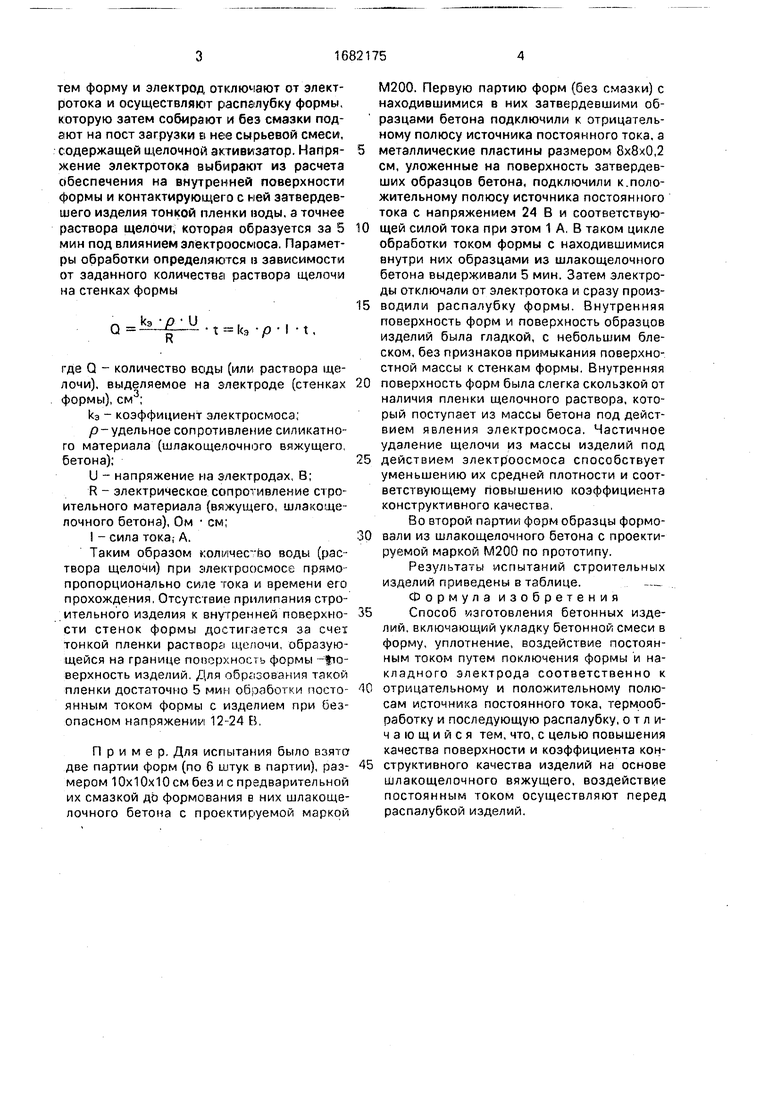
тем форму и электрод отключают от электротока и осуществляют распалубку формы, которую затем собирают и без смазки подают на пост загрузки в нее сырьевой смеси, содержащей щелочной активизатор. Напряжение электротока выбирают из расчета обеспечения на внутренней поверхности формы и контактирующего с ней затвердевшего изделия тонкой пленки воды, а точнее раствора щелочи, которая образуется за 5 мин под влиянием электроосмоса. Параметры обработки определяются в зависимости от заданного количества раствора щелочи на стенках формы
Q....
К
кэ р I t,
где Q - количество воды (или раствора щелочи), выделяемое на электроде (стенках формы), см ;
кэ - коэффициент электросмоса;
р-удельное сопротивление силикатного материала (шлакощелочного вяжущего, бетона);
U напряжение на электродах, В;
R - электрическое сопротивление строительного материала (вяжущего, шлакощелочного бетона), Ом см;
I - сила тока, А.
Таким образом количество воды (раствора щелочи) при электроосмосе прямо- пропорционально силе тока и времени его прохождения. Отсутствие прилипания строительного изделия к внутренней поверхности стенок формы достигается за счет тонкой пленки раствора щелочи, образующейся на границе поверхность формы -fio- верхность изделий, Для образования такой пленки достаточно 5 мин обработки постоянным током формы с изделием при безопасном напряжении 12-24 В.
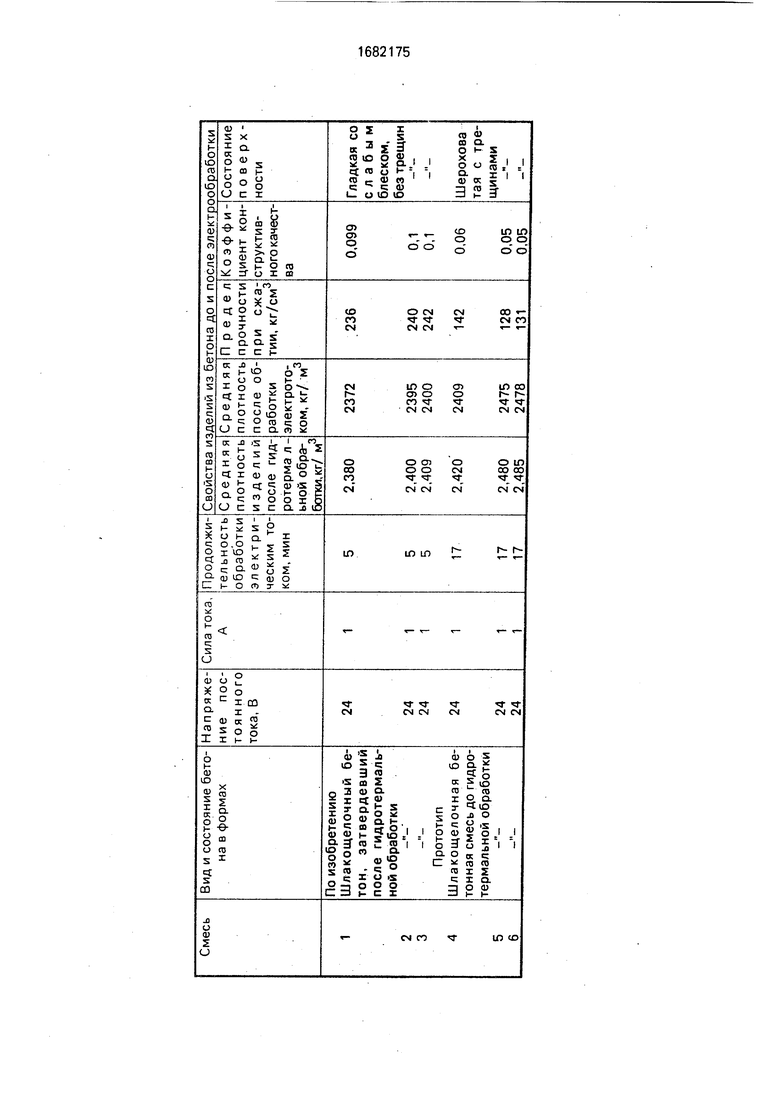
Пример. Для испытания было взята две партии форм (по 6 штук в партии), размером 10x10x10 см бези с предварительной их смазкой до формования в них шлакощелочного бетона с проектируемой маркой
М200. Первую партию форм (без смазки) с находившимися в них затвердевшими образцами бетона подключили к отрицательному полюсу источника постоянного тока, а
металлические пластины размером 8x8x0,2 см, уложенные на поверхность затвердевших образцов бетона, подключили к.положительному полюсу источника постоянного тока с напряжением 24 В и соответствующей силой тока при этом 1 А. В таком цикле обработки током формы с находившимися внутри них образцами из шлакощелочного бетона выдерживали 5 мин. Затем электроды отключали от электротока и сразу производили распалубку формы. Внутренняя поверхность форм и поверхность образцов изделий была гладкой, с небольшим блеском, без признаков примыкания поверхностной массы к стенкам формы, Внутренняя
поверхность форм была слегка скользкой от наличия пленки щелочного раствора, который поступает из массы бетона под действием явления электросмоса. Частичное удаление щелочи из массы изделий под
действием электроосмоса способствует уменьшению их средней плотности и соответствующему повышению коэффициента конструктивного качества.
Во второй партии форм образцы формовали из шлакощелочного бетона с проектируемой маркой М200 по прототипу.
Результаты испытаний строительных изделий приведены в таблице.-
Формула изобретения
Способ изготовления бетонных изделий, включающий укладку бетонной смеси в форму, уплотнение, воздействие постоянным током путем исключения формы и накладного электрода соответственно к
0 отрицательному и положительному полюсам источника постоянного тока, термообработку и последующую распалубку, отличающийся тем, что, с целью повышения качества поверхности и коэффициента кон5 структивного качества изделий на основе шлакощелочного вяжущего, воздействие постоянным током осуществляют перед распалубкой изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ И ИЗДЕЛИЙ ИЗ БЕТОННЫХ СМЕСЕЙ (ВАРИАНТЫ) | 1996 |
|
RU2097179C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШЛАКОЩЕЛОЧНОГО ВЯЖУЩЕГО | 1997 |
|
RU2137727C1 |
| Смазка для металлических форм | 1987 |
|
SU1435443A1 |
| СЫРЬЕВАЯ СМЕСЬ И СПОСОБ ИЗГОТОВЛЕНИЯ СТЕНОВЫХ И СТРОИТЕЛЬНЫХ КАМНЕЙ | 2009 |
|
RU2413691C1 |
| Смазка для форм | 1988 |
|
SU1630903A1 |
| Способ обработки массива бетонной смеси | 1979 |
|
SU876838A1 |
| ШЛАКОЩЕЛОЧНОЕ ВЯЖУЩЕЕ ДЛЯ РАДИАЦИОННО-ЗАЩИТНЫХ СТРОИТЕЛЬНЫХ МАТЕРИАЛОВ | 2011 |
|
RU2467964C1 |
| Способ очистки металлического формовочного оборудования | 1990 |
|
SU1761497A1 |
| ВЯЖУЩЕЕ | 2010 |
|
RU2442758C1 |
| СТРОИТЕЛЬНЫЙ МАТЕРИАЛ И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ СТРОИТЕЛЬНОГО МАТЕРИАЛА | 1998 |
|
RU2163581C2 |
Изобретение относится к промышленности строительных материалов, а именно к изготовлению бетонных изделий на основе шлакощелочного вяжущего. Цель изобретения - повышение качества поверхности и коэффициента конструктивного качества изделий на основе шлакощелочного вяжущего. Изделие формуют в металлической форме, после пропаривания форму подключают к отрицательному полюсу источника постоянного тока, на изделие укладывают накладной электрод и подключают к положительному полюсу. Постоянный ток пропускают в течение 5 мин, после чего отключают ток и производят распалубку изделий. Форма имеет чистую поверхность и не требует смазки. Коэффициент конструктивного качества изделий равен 0.1. 1 табл. (Л
| Способ очистки металлического формовочного оборудования | 1980 |
|
SU876443A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Вебер М.А | |||
| и др | |||
| Перспективы применения постоянного электрического тока в технологии производства сборных железобетонных конструкций.- Строительные материалы | |||
| Строительное производство | |||
| Кратк | |||
| содерж | |||
| докл | |||
| к XXVI научн | |||
| конференции | |||
| Л.: ЛИСИ, 1968 | |||
| с | |||
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
