1
(21)4724783/05 (22)31.07.89 (46)07.10.91. Бюл. №37
(71)Украинский научно-исследовательский и конструкторский институт по разработке оборудования для переработки пластмасс, резины и искусственной кожи
(72)С.Б.Котов, В.А.Сенатос и В.И.Мозыр- ский
(53)678.057.374,6 (088.8)
(56)Авторское свидетельство СССР Ms 642200, кл. 8 29 С 47/20, 1977.
Патент США № 4201532, кл. В 29 D 23/04, опублик. 1980.
(54)ЭКСТРУЗИОННАЯ ГОЛОВКА
(57)Изобретение относится к переработке пластмасс и может быть использовано для производства рукавных пленок и труб. Цель изобретения - повышение качества изделий путем обеспечения интенсификации процесса смешения потоков расплава материала. Для этого экструзионная головка
содержит корпус и дорн. На поверхности дорна выполнены спиральные распределительные каналы с переменной площадью поперечного сечения. Между ними образованы гребни. Дорн установлен с возможностью контактирования частью поверхности каждого гребня с внутренней поверхностью корпуса. На поверхности дорна выполнены щелевые пазы для соединения смежных спиральных распределительных каналов. Рабочий канал переменного сечения образован между остальной частью поверхности гребней и внутренней поверхностью корпуса. Щелевые пазы разделяют поверхности гребней. При работе головки происходит наложение отдельных потоков расплава, поступающих из распределительных каналов. При этом дефектные участки подвергаются деформациям сдвига. При переходе расплава в рабочий канал направление деформации меняется. Это ведет к повышению смесительного эффекта. 5 ил.
сл
аяе
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка | 1989 |
|
SU1752569A1 |
| Экструзионная головка | 1991 |
|
SU1801764A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОЙ ЭКСТРУЗИИ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ | 2000 |
|
RU2171744C1 |
| Экструзионная головка для нанесения покрытия на трубы | 1987 |
|
SU1382652A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионный агрегат | 1987 |
|
SU1500498A1 |
| ВРАЩАЮЩАЯСЯ ЭКСТРУЗИОННАЯ ГОЛОВКА ЭКСТРУДЕРА ДЛЯ ПОЛУЧЕНИЯ БИОРАЗЛАГАЮЩЕЙСЯ ПЛЕНКИ НА ОСНОВЕ КРАХМАЛА ЭКСТРУЗИЕЙ С РАЗДУВКОЙ | 2009 |
|
RU2447992C1 |
| Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами | 1980 |
|
SU963872A1 |
| Экструзионная головка для изготовления многополостных профильных полимерных изделий | 1979 |
|
SU887236A1 |
| Экструзионная головка для изготовления многополостных профильных изделий из полимерных материалов | 1983 |
|
SU1111869A1 |
Изобретение относится к перергЗотке полимерных материалов и может быть использовано в оборудовании для происзод- ства рукавных пленок и труб из термопластов.
Целью изобретения является повышение качества изделий за счет обеспечения интенсификации процесса смешения потоков расплава материала,
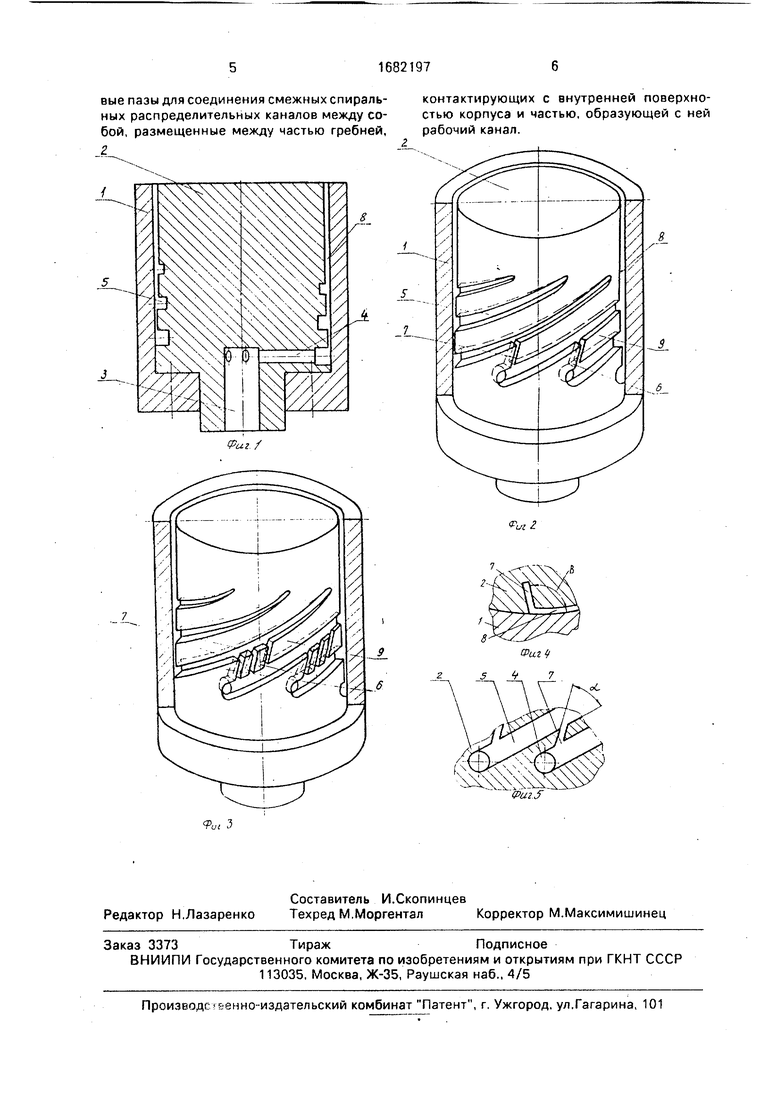
На фиг.1 изображена экструзионная головка для производства труб и пленок из полимерных материалов, сечение; на фиг.2 -тоже, сосни имираспоеделительными каналами, соединенными одним щелевым пазом; на фиг.З - то же, с каналами, соединенными несколькими щелевыми пазами; на фиг.4 - щелевой паз, сечение плоскостью, перпендикулярной боковым стенкам щелевого паза и внутренней поверхности корпуса; на фиг.5 - то же, сечение плоскостью, перпендикулярной боковым стенкам щелевого паза и боковым стенкам спирального распределительного канала.
Экструзионная головка содержит корпус 1 и расположенный в нем дорн 2. В дорне 2 выполнены центральный входной
О 00
N3
Ю XJ
канал 3 и система 4 радиальных каналов, соединяющих центральный входной канал 3 со спиральными распределительными каналами 5 с переменной площадью поперечного сечения, выполненные на поверхности дорна 2 с образованием между ними гребней 6. Дорн 2 установлен с возможностью контактирования частью поверхности каждого гребня 6 с внутренней поверхностью корпуса 1. На поверхности дорна 2 выполнены щелевые пазы 7 для соединения смеж- ных спиральных распределительных каналов 5 между собой, Щелевые пазы 7 разделяют части поверхности гребней в спиральных распределительных каналах 5. Рабочий канал 8 переменного сечения образован между остальной частью 9 поверхности гребней G и внутренней поверхностью корпуса 1. Щелевые пазы 7 выполнены на полную глубину спиральных распределительных каналов 5, Количество щелевых пазов 7 может быть больше одного (фиг.З). В этом случае все, кроме последнего, щелевые пазы 7 расположены на контактирующей с корпусом 1 части гребня 6 спирального распределительного канала 5, а последний щелевой паз 7 разделяет части гребня спирального канала 5.
Боковые стенки щелевых пазов 7 выполнены под углом а 90° к стенкам спиральных распределительных каналов 5 и под углом к внутренней поверхности корпуса 1 для обеспечения отсутствия зон замедленного течения и зон вторичных циркуляционных течений (фиг.4 и 5). С этой целью условия а 90 и выполняются одновременно, как показано на фиг.4, в плоскости сечения, перпендикулярной боковым стенкам щелевого паза 7 и внутренней поверхности корпуса 1 и на фиг.5 в плоскости сечения, перпендикулярной боковым стенкам щелевого паза 7 и боковым стенкам спирального распределительного канала 5.
Экструзионная головка работает следующим образом.
Полимерный материал из центрального входного канала 3 по радиальным каналам 4 поступает в спиральные распределительные каналы 5, Благодаря переменной площади поперечного сечения спиральных распределительных каналов 5 полимерный материал из спирального распределительного канала 5 поступает в щелевой паз 7 и в рабочий канал 8. При течении в рабочем канале 8 происходит наложение отдельных потоков расплава, поступающих из каждого спирального распределительного канала 5, при этом слияние потока в спиральном распределительном канале 5 и потока, исходящего из расположенного ниже смежного спирального распределительного канала 5, происходит в зоне, удаленной от рабочего
канала 8, у боковой стенки спирального распределительного канала 5. Эта зона характеризуется увеличенным по сравнению с зонами, находящимися в рабочем канале 8, временем пребывания полимерного мате0 риала и в головке, в течение которого происходит в результате диффузии образование зацеплений на поверхности раздела потоков. Дефектные участки, образующиеся при слиянии потоков, продолжают течение в спи5 ральном распределительном канале 5, откуда попадают в рабочий канал 8 и выходят из головки, В спиральном распределительном канале 5 дефектные участки подвергаются деформациям сдвига в плоскости, перпен0 дикулярной ориентации поверхности раздела потоков, а при переходе в рабочий канал 8 направление деформации также меняет направление, благодаря чему достигается значительный смесительный эффект и рас5 пределение дефектных участков по периметру изделия.
В конструкции экструзионной головки с количеством щелевых пазов 7, соединяющих соседние спиральные распределитель0 ные каналы 5, более одного, поток, поступающий из каждого спирального распределительного канала 5, перед слиянием с потоком в расположенном выше спиральном распределительном канале 5 разделя5 ется, благодаря чему достигается более интенсивное смешение потоков и более однородные свойства по периметру изделия.
Формула изобретения
0 Экструзионная головка, содержащая корпус и дорн, спиральные распределительные каналы с переменной площадью поперечного сечения, выполненные на поверхности дорна с образованием между
5 ними гребней, рабочий канал переменного сечения и систему радиальных каналов для соединения центрального входного канала подачи расплава и спиральных распределительных каналов, отличающаяся тем,
0 что, с целью повышения качества изделий за счет обеспечения интенсификации процесса смешения потоков расплава материала, дорн установлен с возможностью контактирования частью поверхности каж5 дого гребня с внутренней поверхностью корпуса и с возможностью образования между остальной поверхностью каждого гребня и внутренней поверхностью корпуса рабочего канала переменного сечения, причем на поверхности дорна выполнены щеле
вые пазы для соединения смежных спираль- контактирующих с внутренней поверхно- ных распределительных каналов между со- стью корпуса и частью, образующей с ней бой, размещенные между частью гребней, рабочий канал.
2
Фиг /
Vvtl
