Изобретение относится к способу изготовления тела оси транспортного средства посредством соединения с замыканием материала трубы оси с расположенной на продольной оси трубы оси шейкой оси, которая снабжена опорными поверхностями для расположения колеса транспортного средства и обращенно к трубе оси имеет трубное поперечное сечение, которое по существу равно трубному поперечному сечению трубы оси.
Кроме того, изобретение относится к изготовляемому предпочтительно таким способом телу оси транспортного средства, состоящему из трубы оси и снабженной опорными поверхностями для расположения соответствующего колеса транспортного средства шейки оси, которая обращенно к трубе оси имеет трубное поперечное сечение, которое по существу равно трубному поперечному сечению трубы оси, причем оба трубных поперечных сечения установлены друг против друга и соединены друг с другом с замыканием материала посредством сварного шва.
Изготовленное сваркой тело оси описано в EP 2 133 164 B1 в качестве возможного варианта осуществления. На центральной трубе оси закреплены на ее обоих концах участки приема колес, которые обозначаются в целом также как шейки оси. Трубные поперечные сечения участков приема колес равны в области соединения трубным поперечным сечениям центральной трубы оси. Соединение осуществляется посредством процесса сварки, причем EP 2 133 164 B1 указывает в первую очередь процесс сварки трением. Однако, уровнем техники является также применение для соединения с замыканием материала шейки оси обычного электродугового способа сварки.
Тела оси, прежде всего при их использовании в качестве оси автомобиля промышленного назначения, подвергаются наряду с обусловленными торможением нагрузками кручения также сильным динамическим нагрузкам изгиба. Преобладающее при этом в теле оси нагрузочное состояние отличается на верхней стороне тела оси, где в первую очередь преобладают нагрузки сжатия, от нижней стороны тела оси, где в первую очередь действуют нагрузки растяжения. Обычные способы сварки, также как и способ сварки трением, не учитывают эти различные нагрузочные состояния. Этот недостаток лишь частично уравновешивается тем, что такое тело оси может устанавливаться в любом поворотном положении в конструкции оси, то есть без различия, какой окружной участок тела оси находится внизу в области, прежде всего, нагрузок растяжения, а какой окружной участок находится вверху в области, прежде всего, нагрузок сжатия. Однако, это преимущество лишь иллюзорно, так как у многих тел оси поворотное положение и без того задано навесными конструктивными элементами, как например кронштейнами тормозов, и должно учитываться при монтаже оси.
Исходя из этого, в основе изобретения лежит задача разработать для изготовления тела оси из трубы оси и закрепленной на ней шейки оси способ сварки, который оптимизирован в отношении динамических нагрузок, которым обычно подвержено тело оси в режиме движения. Кроме того, должно создаваться соответствующее тело оси с применением, в частности, для оси автомобиля промышленного назначения.
Для решения этой задачи предлагается способ изготовления с указанными вначале признаками, который отличается следующими шагами способа:
– расположение трубы оси и шейки оси с установленными коаксиально друг относительно друга стыковыми поверхностями их трубных поперечных сечений в посадочном месте изделия сварочной системы, причем сварочная система включает в себя помимо этого электродуговое сварочное устройство и параллельно работающее лазерное сварочное устройство,
– непрерывное проведение сварного шва в окружном направлении трубных поперечных сечений, причем оба сварочных устройства активны и направлены снаружи на по существу один и то же окружной участок стыковых поверхностей, и причем лазерный луч под прямым углом падает на наружную сторону трубы и пересекает предпочтительно продольную ось трубы оси,
– окончание проведения сварного шва, после того, как он проведен по окружному углу, по меньшей мере, в 360° и предпочтительно от 360° до 370°.
Кроме того, предлагается тело оси транспортного средства, которое может изготавливаться этим способом. Такое тело оси состоит из трубы оси и, по меньшей мере, одной снабженной опорными поверхностями для расположения соответствующего колеса транспортного средства шейки оси, которая обращенно к трубе оси имеет трубное поперечное сечение, которое по существу равно трубному поперечному сечению трубы оси. Оба трубных поперечных сечения установлены друг против друга и соединены друг с другом с замыканием материала сварным швом, причем сварной шов доходит от наружной стороны трубных поперечных сечений до расположенного на внутренней стороне трубных поперечных сечений корня сварного шва, и сварной шов распространяется по всему периметру тела оси первым, проходящим примерно по половине периметра участком сварного шва и вторым, проходящим по остатку периметра участком сварного шва, и причем корень сварного шва имеет на внутренней стороне трубы вдоль первого участка сварного шва выступающий вовнутрь трубы гребень из расплава материала, а вдоль второго участка сварного шва сравнительно сглаженный шов.
Существенным аспектом изобретения является применение двойного способа сварки за счет комбинирования традиционного электродугового сварочного устройства с работающим параллельно, то есть одновременно, лазерным сварочным устройством. Помимо этого оба сварочных устройства работают снаружи на примерно одном и том же окружном участке тела оси. Направление лазерного луча таково, что лазерный луч расположен перпендикулярно к продольному распространению трубы оси, и вследствие этого он падает под прямым углом на продольное распространение наружной стороны трубы. Предпочтительно он пересекает продольную ось трубы оси.
Дальнейшая особенность заключается в том, что хотя сварной шов проводится по всему периметру, тем не менее только на частичном периметре, который составляет примерно половину от общего периметра, еще имеющаяся вторичная энергия лазерного луча дополнительно используется для того, чтобы дорабатывать сварной шов, который на внутренней стороне трубы имеет склонность к явному образованию корня. Еще попадающая на внутреннюю сторону трубы энергия (вторичная энергия) лазерного луча используется, для того чтобы возникший в области корня сварного шва гребень из расплава материала снимать, сглаживать и выравнивать. Вследствие этого корень сварного шва здесь сглаживается, что на этом окружном сегменте дополнительно улучшает соединение с замыканием материала между двумя трубными концами и сокращает концентрации напряжений для того, чтобы таким образом была возможность наиболее хорошо противостоять нагрузкам растяжения.
В результате после окончания проведения сварного шва, что происходит после достижения окружного угла между 360° и 370°, на внутренней стороне трубы имеется первый частичный периметр, который на корне сварного шва отличается явно видимым гребнем из расплава материала, а также второй частичный периметр, на котором внутренняя сторона трубы выполнена сравнительно более гладкой. Эксперименты показали то, что на втором, то есть сглаженном на внутренней стороне трубы лазерным лучом, окружном сегменте качество сварного соединения дополнительно улучшено. Следовательно, тело оси устанавливается в ходовой части (шасси) и, в частности, ходовой части автомобиля промышленного назначения таким образом, что второй окружной сегмент находится в режиме движения внизу, и он расположен таким образом там, где в основном преобладают критические нагрузки растяжения.
В итоге достигается таким образом способ сварки, который для изготовления тела оси из трубы оси и закрепленной на ней шейки оси оптимизирован в отношении типичных динамических нагрузок, которым подвержено тело оси в режиме движения.
Для того чтобы во время будущего монтажа тела оси в ходовой части автомобиля промышленного назначения обеспечивать оптимизированное в отношении нагрузок монтажное положение, тело оси может быть снабжено снаружи, по меньшей мере, одной меткой, которая однозначно согласована с частичным периметром, на котором находится первый, несглаженный участок сварного шва, и/или с частичным периметром, на котором находится второй, сглаженный участок сварного шва. Например, такая метка может быть словом или символом, обозначающим "верх" и/или "низ", для того чтобы таким образом давать монтеру во время монтажа оси однозначное указание по монтажу.
Дальнейшие преимущества и подробности разъясняются далее на основе примера осуществления. При этом делается ссылка на фигуры. На фигурах показано:
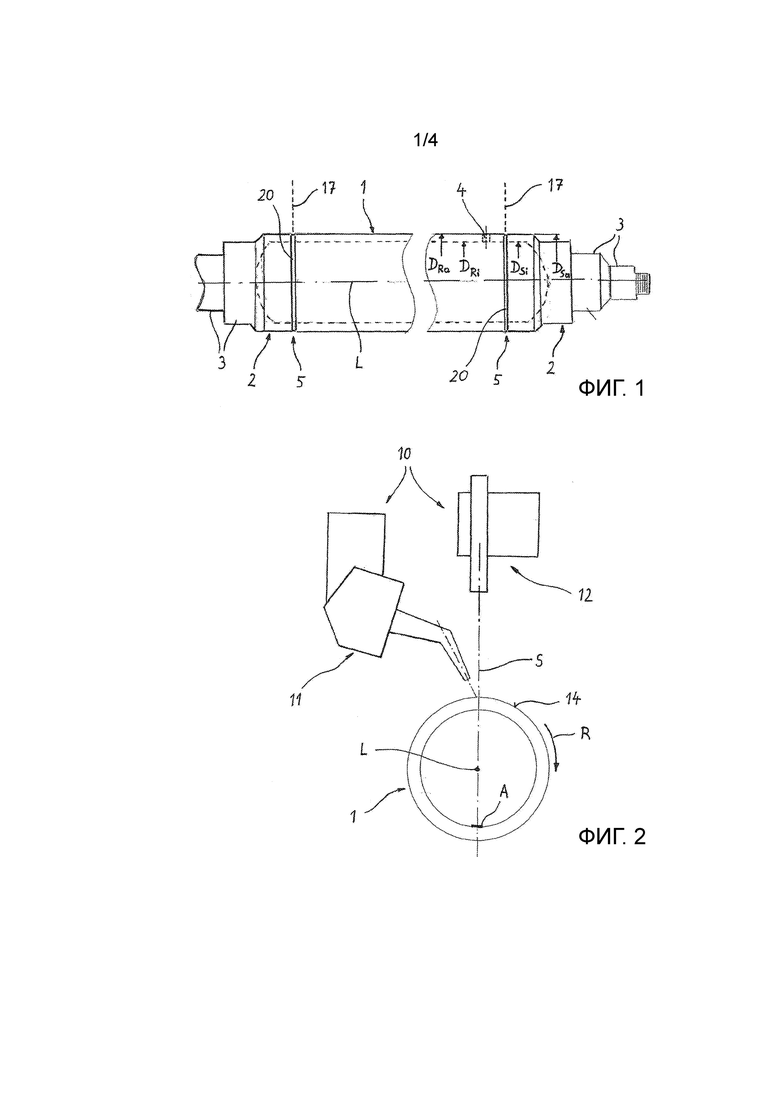
фиг.1 – на сильно укороченном виде тело оси, которое находит применение в неприводной оси автомобиля промышленного назначения прицепа автомобиля промышленного назначения;
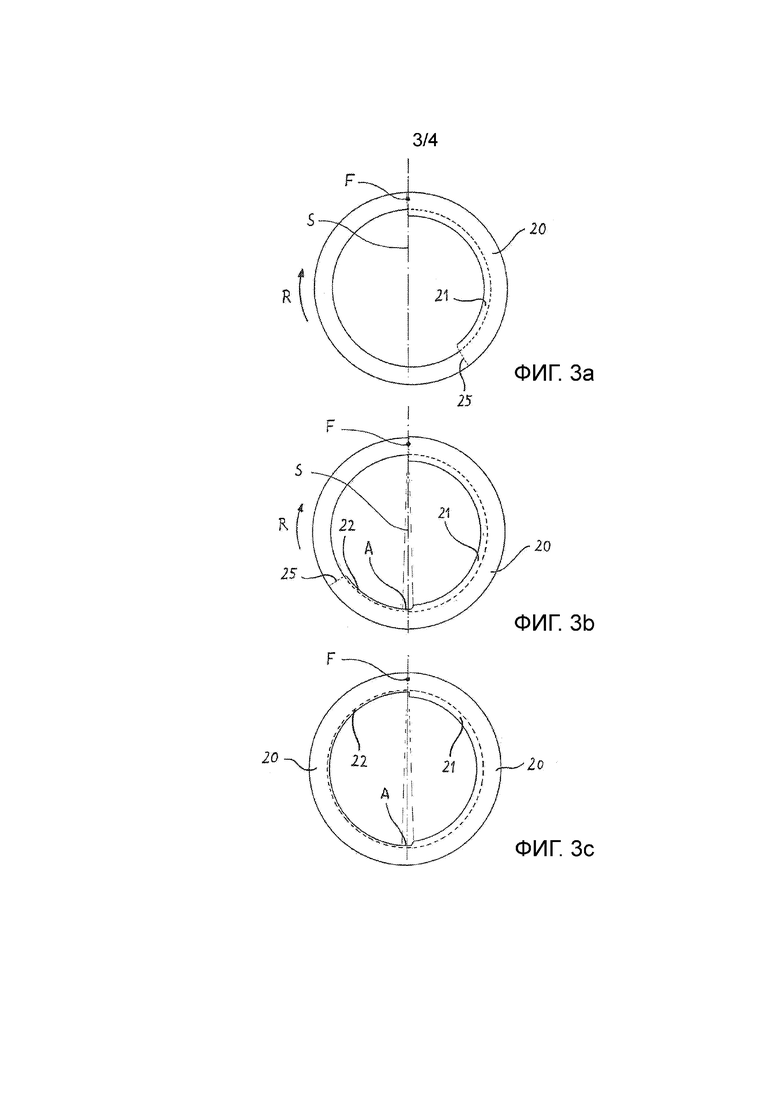
фиг.2 – на сильно упрощенном схематичном изображении сдвоенная сварочная система для изготовления тела оси, причем отдельные объекты изображены в плоскости сварки;
фиг.2a – объекты согласно фиг.2 с дальнейшими деталями;
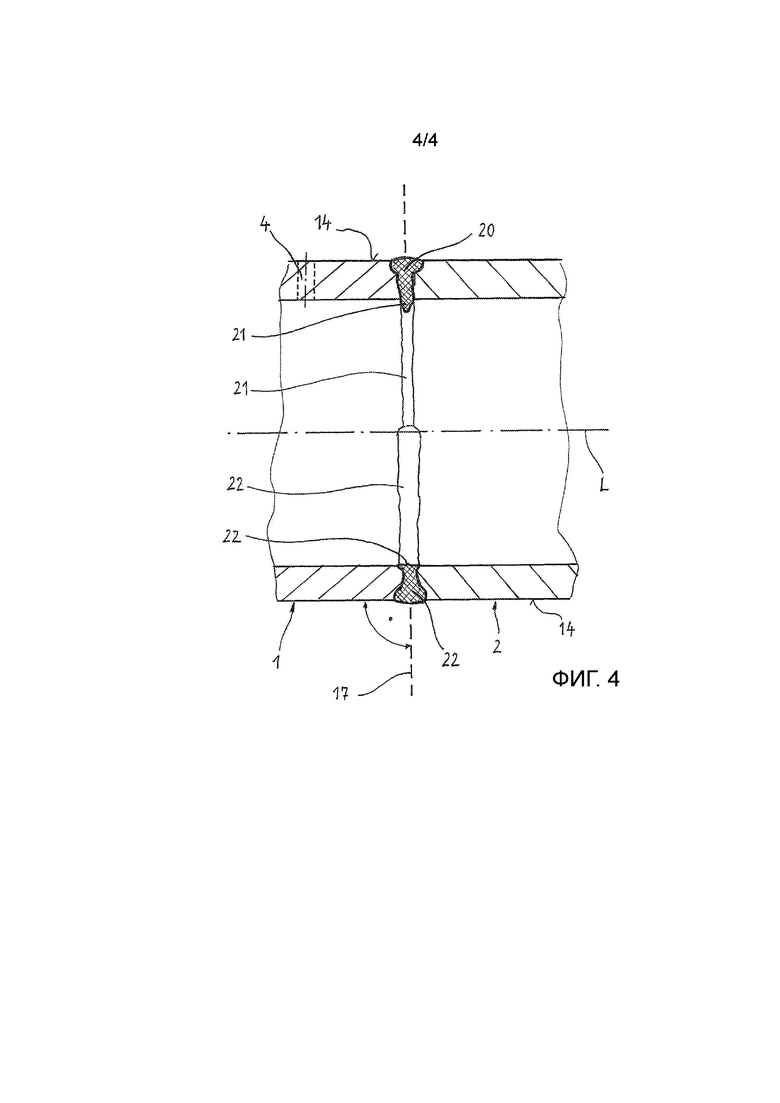
фиг.3a–3c – в плоскости сварки отдельные стадии процесса сварки; и
фиг.4 – разрез тела оси вдоль его продольной протяженности, здесь в области созданного между трубой оси и шейкой оси сварного соединения.
Показанное на фиг.1 тело оси, выполненное здесь в виде сплошного тела оси для неприводной оси автомобиля промышленного назначения, состоит в целом из трех продольных участков. Центральный продольный участок образует труба 1 оси из стали. На обоих открытых концах трубы 1 оси закрепляется при помощи описанного в дальнейшем более подробно способа сварки в каждом случае шейка 2 оси. Каждая шейка 2 оси состоит предпочтительно из стали и снабжена опорными поверхностями 3 для опорных конструктивных элементов, например для подшипников качения соответствующего колеса транспортного средства и/или для расположения тормозного барабана или тормозного диска дискового тормоза. Кроме того, на шейке 2 оси может быть закреплен кронштейн барабанного тормоза или дискового тормоза.
Труба 1 оси приобретает свою длину посредством распиловки. Распил проходит под прямым углом к продольной протяженности трубы оси. Он приводит к пиленной стыковой поверхности, которая без дальнейшей обработки подходит для последующего процесса сварки.
Кроме того, труба 1 оси снабжается в качестве подготовки к сварке отверстием 4 диаметром предпочтительно от 4 до 10 мм. Отверстие 4 соединяет внутреннюю часть трубы оси с окружающей средой. Оно служит во время процесса сварки в качестве выходного вентиляционного отверстия для возникающих при сварке газов.
На будущем готовом изделии отверстие 4 больше не требуется. Следовательно, оно в дальнейшем закрывается, так что влага и грязь не могут попадать во внутреннюю часть трубы оси. Отверстие или вентиляционное отверстие 4 может вместо трубы 1 оси также выполняться в шейке 2 оси.
Каждая шейка 2 оси имеет на своем обращенном к трубе 1 оси конце равным образом трубное поперечное сечение. Это трубное поперечное сечение по существу равно трубному поперечному сечению трубы 1 оси и расположено на той же продольной оси L. Открытое трубное поперечное сечение шейки 2 оси, ввиду того, что шейка 2 оси является отливкой или поковкой, подготавливается посредством режущего способа обработки, как например посредством обточки. Кольцеобразная торцевая поверхность шейки 2 оси является таким образом подготовленной посредством режущего способа обработки поверхностью.
Шейка 2 оси снабжается еще перед процессом сварки отверстиями для последующего закрепления держателя ABS.
Если, как изображено, оба трубных поперечных сечения являются круглыми, то внутренний диаметр DSi трубного поперечного сечения на шейке 2 трубы примерно равен внутреннему диаметру DRi трубы 1 оси. Равным образом наружный диаметр DSa трубного поперечного сечения на шейке 2 трубы примерно равен наружному диаметру DRa трубы 1 оси.
В области 5 соединения происходит соединение с замыканием материала задействованных трубных поперечных сечений и тем самым неподвижное закрепление шейки 2 оси на соответствующем конце трубы 1 оси. Соединение осуществляется при помощи двойного способа сварки. Для его реализации используемая сварочная система 10 обладает не показанным на фиг.2 посадочным местом изделия, в котором конец трубы оси и шейка 2 оси могут фиксироваться в коаксиальной ориентации на продольной оси L, далее электродуговым сварочным устройством 11 и, наконец, работающим параллельно, то есть одновременно лазерным сварочным устройством 12.
Предпочтительно оба сварочных устройства 11 и 12 закреплены на общем держателе инструмента, относительно которого посадочное место изделия может вращаться вокруг продольной оси L тела оси.
Сначала конец трубы оси и шейка 2 оси прихватываются в своей коаксиальной ориентации на причастных стыковых поверхностях. Прихватка осуществляется, по меньшей мере, в трех распределенных по периметру точках прихватки и предпочтительно в шести точках прихватки.
Согласно фиг. 2 электродуговое сварочное устройство 11 и лазерное сварочное устройство 12 направлены примерно на одно и то же сварочное положение снаружи на установленных друг против друга стыковых поверхностях двух соединяемых трубных поперечных сечений. Однако, предпочтительно обе рабочих оси ориентированы таким образом, что место обработки электродугового сварочного устройства 11 опережает место, в котором лазерный луч S одновременно падает на наружную сторону 14 трубы, причем опережение V составляет предпочтительно не более 5 мм и наиболее предпочтительно не более 3 мм.
Энергетический луч S лазерного сварочного устройства падает под прямым углом на наружную сторону 14 трубных поперечных сечений. Направление лазерного луча S таково, что лазерный луч S расположен перпендикулярно продольной протяженности трубы 1 оси, и вследствие этого он падает согласно фиг.4 под прямым углом на продольную протяженность наружной стороны 14 трубы.
Относительно оси S энергетического луча лазера рабочая ось электродугового сварочного устройства 11 имеет угол W, который составляет от 25° до 30° относительно оси S энергетического луча лазера и предпочтительно 27°. Тем не менее обе оси, то есть рабочая ось электродугового сварочного устройства 11 и ось S энергетического луча лазера, находятся в заданной стыковыми поверхностями концов труб плоскости 17 сварки (фиг.4). Предпочтительно ось S лазерного луча пересекает продольную ось L трубы 1 оси под прямым углом.
Электродуговое сварочное устройство 11 выполнено, например, для выполнения способа MAG–сварки (сварки плавящимся электродом в среде активного газа) и работает предпочтительно с управляемым электроникой импульсным источником тока. Сварочное устройство создает электрическую дугу между поданной снаружи, содержащей предпочтительно никель сварочной проволокой и наружной стороной 14 области 5 соединения. Электрическая дуга сваривает стыковые поверхности на концах труб и поданную сварочную проволоку, причем возникает сварной шов 20. Этот процесс действует лишь примерно на 4 мм в глубину. Во время процесса сварки устройство подачи проволоки направляет сварочную проволоку непрерывно через сварочную горелку к месту сварки. Кроме того, сварочная горелка снабжает сварной шов 20 задействованным в процессе сварки металлическим активным газом.
Сварочная проволока должна быть легирована никелем, с содержанием никеля от 1,5% до 5% и предпочтительно от 2% до 3% объемных процентов.
Однако, электродуговое сварочное устройство 11 может быть также приспособлено для расходующих другую сварочную проволоку способов сварки.
Лазерное сварочное устройство 12 является предпочтительно волоконным лазером. Однако, способ соединения можно также выполнять диодным лазером с импульсными диодами. Лазерное сварочное устройство работает с энергетическим лучом высокой плотности энергии, который сфокусирован на определенную фокальную точку. Эта фокусная точка F находится предпочтительно в месте, которое расположено между наружной стороной 14 трубы и третью толщины D стенки трубы 1 оси. Следовательно, фокусная точка F находится предпочтительно в месте, которое имеет меньшее расстояние до наружной стороны 14 трубы, чем до внутренней стороны трубы.
Ширина лазерного луча сначала сужается от выхода из лазерного сварочного устройства 12 до фокусной точки F. Начиная с фокусной точки F, лазерный луч снова расширяется, так что на противоположной внутренней стороне трубы энергия лазерного луча падает на поверхность A. Имеющаяся таким образом в распоряжении на противоположной внутренней стороне трубы в зоне A энергия плавления имеет в рамках описанного здесь способа большое значение.
Фиг.3a показывает ситуацию в первой части выполнения способа. Благодаря параллельной, то есть одновременной, работе обоих сварочных устройств 11, 12 сварной шов на фиг.3a уже проведен по частичному периметру, который составляет примерно треть от общего периметра. Ссылочной позицией 25 обозначено стартовое положение сварки, то есть начало уже проведенного сварного шва 20. Стрелкой R обозначено направление вращения состоящего из трубы 1 оси и шейки 2 оси изделия относительно сварочных устройств. Для точности процесса используется датчик нулевого зазора. Он направляет и позиционирует процессы сварки.
В радиальном направлении, как показывает продольный разрез с фиг.4 в верхней части, сварной шов 20 выполнен сплошным. Расплав материала распространяется таким образом от наружной стороны 14 трубы до корня сварного шва на внутренней стороне трубы. Энергия лазера способствует формированию сварного шва 20. Одновременно часть энергии лазера достигает в виде вторичной энергии внутренней противоположной зоны A. Следовательно, она уже предварительно подогревается, что оказывает положительный эффект на формирование структуры и, в частности, на характер изменения твердости.
Проведение сварного шва 20 влечет тем не менее за собой то, что на внутренней стороне трубы выступает материал. Здесь образуется корень сварного шва в виде гребня 21 из расплава материала, который значительно выступает во внутреннюю часть 15 трубы, как неравномерно сформированное ребро.
За выполнение сварного шва 20 отвечает двойной способ сварки, при котором образование сварного шва осуществляется посредством способа электродуговой сварки, тем не менее это поддерживается введенной лазерным лучом энергией (первичной энергией лазерного луча). Эта энергия приводит к гомогенизации и улучшает структуру сварного шва в целом. В частности, последний получает на наружной стороне трубы чистую, ровную поверхность шва.
Фиг.3b показывает дальнейшую стадию способа, на которой сварной шов 20 уже распространяется по окружному сегменту, который составляет примерно две трети общего периметра.
Как только сварной шов проведен на окружной угол в 180°, попадает, как изображено на фиг.3b внизу, состоящий из расплавленного материала корня гребень 21 в область той поверхности A, которая охватывается энергией лазерного луча S за его фокусной точкой F, то есть вторичной энергией лазерного луча. Плотность энергии в зоне A еще достаточна для того, чтобы гребень 21 расплавлять, уменьшать и выравнивать зону вокруг гребня, так что возникает сглаженный корень 22. Преимуществом сглаженного таким образом корня 22 сварного шва является улучшение структуры материала и тем самым качества этого участка сварного шва.
Наконец, фиг.3c показывает ситуацию при завершении процесса сварки. Сварной шов 20 проведен на 360°–370° и предпочтительно на окружной угол в 365°. Этот процесс длится примерно 15 секунд. Возникли два примерно одинаковых по величине окружных сегмента или частичных периметра. Сваренный лишь позже окружной сегмент, который показан на фиг.3c справа, имеет выступающий вовнутрь гребень 21 на корне сварного шва. Сваренный же первым, показанный на фиг.3c слева окружной сегмент получил позже сглаживание гребня благодаря плотности энергии лазерного луча. При этом сваренная лишь позже окружная длина распространяется по частичному периметру от 170° до 180°, а сваренная первой окружная длина по частичному периметру от 180° до 190°.
Возникающие при сварке в среде защитных газов газы, которые в противном случае могли бы приводить к избыточному давлению, могут выходить через уже описанное вентиляционное отверстие 4 из внутренней части трубы. Последнее закрывается затем позже запорным элементом.
В будущем практическом применении тело оси устанавливается на оси транспортного средства и, в частности, на оси автомобиля промышленного назначения таким образом, что частичный периметр со сглаженным корнем 22 сварного шва находится внизу, и он подвержен таким образом в режиме движения наиболее критичным нагрузкам растяжения. На фиг.4 это обеспечиваемое при будущем монтаже оси поворотное положение тела оси показано на продольном разрезе.
Для правильного монтажа оси готовое тело оси может быть снабжено снаружи, по меньшей мере, одной меткой, которая может однозначно согласовываться с обоими окружными участками или окружными сегментами, то есть либо с первым окружным участком или окружным сегментом, и/или со вторым окружным участком или окружным сегментом. Метка должна быть словом или символом, обозначающим "верх", соответственно, "низ". Метка может быть закреплена с этой целью снаружи на теле оси, или она может быть неизменно выгравирована в материале тела оси.
Альтернативно в качестве метки может служить остающийся после завершения процесса сварки концевой кратер.
В целом создается тело оси, которое можно изготавливать относительно быстро и с малым количеством шагов изготовления. Двойная сварка происходит только на общем угле в 360° или немного больше, чем 360°, приводит на наружной стороне концов труб к чистой, ровной поверхности шва и осуществляется "за один заход". Тем не менее возникают два различных окружных участка, которые различаются формированием корня сварного шва на внутренней стороне соединенных концов труб.
При помощи способа могут одновременно к обоим концам трубы оси привариваться обе шейки 2 оси, если также сварочная система 10 имеется в двух экземплярах. Вследствие этого экономится время обработки. В противном случае, с использованием лишь одной сварочной системы 10, сначала лишь одна шейка 2 оси и затем другая шейка 2 оси соединяется с трубой 1 оси.
Следовательно, описанный способ сварки оптимизирован в отношении типичных динамических нагрузок, которым подвержено тело оси в режиме движения. Учитывается, что в режиме движения преобладающее в теле оси нагрузочное состояние отличается на верхней половине тела оси, где, прежде всего, преобладают нагрузки сжатия, от нижней половины, где, прежде всего, действуют нагрузки растяжения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 труба оси
2 шейка оси
3 опорная поверхность
4 отверстие, вентиляционное отверстие
5 область соединения
10 сварочная система
11 электродуговое сварочное устройство
12 лазерное сварочное устройство
14 наружная сторона трубы
17 плоскость сварки
20 сварной шов
21 гребень из расплава материала
22 сглаженный корень сварного шва
25 начальное положение сварки
A поверхность, зона
D толщина стенки
DRa наружный диаметр
DRi внутренний диаметр
DSa наружный диаметр
DSi внутренний диаметр
F фокусная точка
L продольная ось тела оси
R направление вращения
S лазерный луч
V опережение
W угол между сварочными устройствами
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ гибридной лазерно-дуговой сварки толстостенных труб | 2022 |
|
RU2787195C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки толстостенных стыковых соединений | 2018 |
|
RU2697754C1 |
| Способ бездефектной гибридной лазерно-дуговой сварки тонкостенных стыковых соединений | 2018 |
|
RU2697756C1 |
| Способ производства электросварных прямошовных труб | 2023 |
|
RU2827008C1 |
| ВНУТРЕННЯЯ СВАРОЧНАЯ МАШИНА С ЛАЗЕРНОЙ ИЗМЕРИТЕЛЬНОЙ СИСТЕМОЙ ДЛЯ ТРУБОПРОВОДОВ | 2014 |
|
RU2692540C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕРМИЧЕСКИМ ЦИКЛОМ МНОГОПРОХОДНОЙ ЛАЗЕРНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СОЕДИНЕНИЙ В УЗКОЩЕЛЕВУЮ РАЗДЕЛКУ СО СВАРОЧНОЙ ПРОВОЛОКОЙ | 2020 |
|
RU2754216C1 |
| Устройство для лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660503C1 |
| МОСТ ТРАНСПОРТНОГО СРЕДСТВА | 2009 |
|
RU2469876C2 |
| ВАЛ ТРАНСПОРТНОГО СРЕДСТВА И СПОСОБ И УСТРОЙСТВО ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 2002 |
|
RU2282537C2 |
| Способ лазерно-дуговой сварки стыка сформованной трубной заготовки | 2017 |
|
RU2660541C1 |

Изобретение относится к способу изготовления тела оси транспортного средства посредством соединения с замыканием материала трубы (1) оси с расположенной на продольной оси (L) трубы оси шейкой (2) оси, которая снабжена опорными поверхностями (3) для расположения колеса транспортного средства и обращенно к трубе (1) оси, имеет трубное поперечное сечение, которое по существу равно трубному поперечному сечению трубы оси. Заявленный способ включает расположение трубы (1) оси и шейки (2) оси с установленными коаксиально друг относительно друга стыковыми поверхностями их трубных поперечных сечений в посадочном месте изделия сварочной системы (10), причем сварочная система включает в себя помимо этого электродуговое сварочное устройство (11) и параллельно работающее лазерное сварочное устройство (12), непрерывное проведение сварного шва (20) в окружном направлении трубных поперечных сечений, причем оба сварочных устройства (11, 12) активны и направлены снаружи на по существу один и тот же окружной участок стыковых поверхностей, и причем лазерный луч (S) под прямым углом падает на наружную сторону (14) трубы и пересекает предпочтительно продольную ось (L) трубы (1) оси, окончание проведения сварного шва (20) после того, как он проведен по окружному углу, по меньшей мере, в 360°, причем место обработки электродугового сварочного устройства (11) опережает место, в котором лазерный луч (S) падает на наружную сторону (14) трубы, причем опережение (V) составляет не более 5 мм. Кроме того, предлагается соответствующее тело оси. Предложенный способ сварки оптимизирован в отношении типичных динамических нагрузок, которым подвержено тело оси в режиме движения. 2 н. и 15 з.п. ф-лы, 7 ил.
1. Способ изготовления тела оси транспортного средства посредством соединения с замыканием материала трубы (1) оси с расположенной на продольной оси (L) трубы оси шейкой (2) оси, которая снабжена опорными поверхностями (3) для расположения колеса транспортного средства и обращенно к трубе (1) оси, имеет трубное поперечное сечение, которое по существу равно трубному поперечному сечению трубы оси, включающий в себя шаги:
– расположение трубы (1) оси и шейки (2) оси с установленными коаксиально друг относительно друга стыковыми поверхностями их трубных поперечных сечений в посадочном месте изделия сварочной системы (10), причем сварочная система включает в себя помимо этого электродуговое сварочное устройство (11) и параллельно работающее лазерное сварочное устройство (12),
– непрерывное проведение сварного шва (20) в окружном направлении трубных поперечных сечений, причем оба сварочных устройства (11, 12) активны и направлены снаружи на по существу один и тот же окружной участок стыковых поверхностей, и причем лазерный луч (S) под прямым углом падает на наружную сторону (14) трубы и пересекает предпочтительно продольную ось (L) трубы (1) оси,
– окончание проведения сварного шва (20) после того, как он проведен по окружному углу, по меньшей мере, в 360°,
причем место обработки электродугового сварочного устройства (11) опережает место, в котором лазерный луч (S) падает на наружную сторону (14) трубы, причем опережение (V) составляет не более 5 мм.
2. Способ по п.1, отличающийся тем, что фокусная точка (F) лазерного луча (S) находится в месте между наружной стороной (14) трубы и третью толщины (D) стенки трубы (1) оси.
3. Способ по п.1 или п.2, отличающийся тем, что электродуговая сварка выполняется со сварочной проволокой, которая легирована никелем.
4. Способ по любому из пп.1–3, отличающийся тем, что во время проведения сварного шва (20) посадочное место изделия вращается вокруг продольной оси (L) тела оси.
5. Способ по любому из пп.1–3, отличающийся тем, что во время проведения сварного шва (20) оба сварочных устройства (11, 12) перемещаются синхронно по круговой траектории вокруг продольной оси (L) тела оси.
6. Способ по любому из пп.1–5, отличающийся тем, что для направления, соответственно, позиционирования сварочных процессов применяется датчик нулевого зазора.
7. Способ по любому из пп.1–6, отличающийся тем, что стыковая поверхность трубы (1) оси создается посредством распиловки трубы оси.
8. Способ по любому из пп.1–7, отличающийся тем, что труба (1) оси снабжается в качестве подготовки к сварке вентиляционным отверстием (4), через которое газы могут выходить из внутренней части трубы.
9. Способ по любому из пп.1–8, отличающийся тем, что в качестве подготовки к сварке труба (1) оси и шейка (2) оси в области своих стыковых поверхностей посредством выполнения точек прихватки предварительно соединяются и выравниваются друг относительно друга.
10. Тело оси транспортного средства, изготовленное способом по п.1 и состоящее из трубы (1) оси и снабженной опорными поверхностями (3) для расположения соответствующего колеса транспортного средства шейки (2) оси, которая обращенно к трубе (1) оси имеет трубное поперечное сечение, которое по существу равно трубному поперечному сечению трубы (1) оси, причем оба трубных поперечных сечения установлены друг против друга и соединены друг с другом с замыканием материала сварным швом (20), причем сварной шов (20) доходит от наружной стороны трубных поперечных сечений до расположенного на внутренней стороне трубных поперечных сечений корня сварного шва и распространяется по всему периметру тела оси первым, проходящим примерно по половине периметра участком сварного шва и вторым, проходящим по остатку периметра участком сварного шва, и причем корень сварного шва имеет на внутренней стороне трубы вдоль первого участка сварного шва выступающий вовнутрь трубы гребень (21) из расплава материала, а вдоль второго участка сварного шва – сравнительно сглаженный шов (22).
11. Тело оси по п.10, отличающееся тем, что первый участок сварного шва проходит по длине периметра от 170° до 180°, а второй участок сварного шва – по длине периметра от 180° до 190°.
12. Тело оси по п.10 или п.11, отличающееся тем, что оно снабжено снаружи, по меньшей мере, одной меткой, которая может однозначно согласовываться с участком периметра, на котором находится первый участок сварного шва, и/или с участком периметра, на котором находится второй участок сварного шва.
13. Тело оси по п.12, отличающееся тем, что меткой является возникающий с завершением процесса сварки концевой кратер.
14. Тело оси по п.12, отличающееся тем, что метка является словом или символом, обозначающим "верх" и/или "низ".
15. Тело оси по любому из пп.10–14, отличающееся тем, что оно снабжено вентиляционным отверстием (4) для процесса сварки.
16. Тело оси по п.15, отличающееся тем, что вентиляционное отверстие (4) закрыто запорным элементом.
17. Тело оси по любому из пп.10–16, отличающееся тем, что труба (1) оси и шейка (2) дополнительно соединены друг с другом точками прихватки.

