Изобретение относится к порошковой металлургии и композиционным материалам, в частности, может быть использовано при изготовлении порошковых кольцеобразных вставок для армирования алюминиевых поршней двигателей внутреннего сгорания (ДВС).
Целью изобретения является повышение адгезионной прочности соединения вставки с поршнем
Согласно способу, включающему приготовление порошка на основе железа, прессование, спекание и отжиг, в порошок вводят добавки 10-20 мас.% медного сплава, а отжиг производят в окислительной среде при 200-400°С В ряде случаев заготовки после спекания подвергают пропитке медным сплавом до получения в объеме заготовок 10-20 мае % меди
Способ осуществляют следующим образом
Приготавливают порошок материала на основе железа в который вводят 10-20
а
00
со
00 Os
о
мас.% медного сплава, например, путем смешивания.
Целесообразность введения меди в порошковый материал на основе железа обусловлена возможностью окисления меди до образования Си20 на последующей операции отжига в окислительной атмосфере при 200-400°С. Как известно, для обеспечения прочного сцепления между алюминием или его сплавами с одной стороны и взаимодействующими медьсодержащими материалами с другой стороны температура на границе фаз должна быть порядка 1200°С. Такой температуры достигают благодаря наличию не менее 10% СиаО, который взаимодействует с алюминием по экзотермической реакции:
2/3 AI + СиаО 1 /3 + 2 Си, в результате чего в зону соединения выделяется очень большое количество тепла и происходит разогрев этой зоны до требуемой температуры.
Затем из приготовленной смеси прессуют прессовки армирующих вставок необходимой геометрической формы, после чего заготовки спекают с целью формирования металлических контактов между порошковыми частицами.
При необходимости, например, для работы в условиях повышенных термосиловых нагрузок заготовки после спекания подвергают пропитке медным сплавом, что в дальнейшем приводит к повышению адгезионной прочности соединения армирующая вставка - отливка алюминиевого литейного сплава и износостойкости.
Затем заготовки порошковых армирующих вставок подвергают окислительному отжигу при 200-400°С.
Отжиг в окислительной среде приводит к окислению на поверхности порошковых армирующих вставок меди, введенной на предшествующих операциях получения порошка, либо пропитки спеченных заготовок на основе железа медным сплавом.
В результате экзотермической реакции при заливке такой вставки алюминиевым литейным сплавом выделяется большое количество тепла и образуются локальные мостики схватывания между медьсодержащими участками порошковой вставки на основе железа и отливкой алюминиевого сплава на границе соединения, что приводит к повышению адгезионной прочности.
П р и м е р 1 (по известному способу). Изготавливают порошок сплава, мас.%: никель 4; графит 1,5;,медь 7, из которого прессуют и спекают заготовки армирующих вставок по режимам, аналогичным режимам примеров 2-7, после чего детали отжигают
в восстановительной атмосфере при 600°С 2 ч. В дальнейшем заготовки подвергают дробеструйной обработке (чугунная дробь диаметром 3-5 мм), обезжиривают, алитируют в алюминиевом расплаве при 900°С в течение 0,25 ч, после чего производят кокильную заливку алюминиевым литейным сплавом АЛЗО по режимам примеров 2-7. Из полученных биметаллических заготовок
0 вырезают образцы и испытывают на износостойкость и адгезионную прочность аналогично примерам 2-7.
П р и м е ры 2-4 (по описанному способу). Приготавливают порошок материала на
5 основе железа следующего химического состава, мас.%: никель 4, графит 1,5; медь 10-15; железо остальное, путем смешивания исходных компонентов в шаровой мельнице в течение 6 ч. Полученную таким
0 образом порошковую смесь прессуют до относительной плотности 85-90%, спекают в водородно-азотной атмосфере при 1150°С в течение 2 ч, Спеченные заготовки подвергают окислительному отжигу при 200-400°С.
5 Полученные таким образом порошковые заготовки подвергают кокильной заливке алюминиевым литейным сплавом АЛЗО (ГОСТ 2685-75) при 900°С и получают биметаллические композиты. Из них вырезают биме0 таллические образцы, которые испытывают на адгезионную прочность по известной методике определения прочности на отрыв биметаллов, а также проводят сравнительные испытания на износостойкость в условиях
5 сухого трения, В качестве контртела используют диск из нирезисторного чугуна. Скоро- сть скольжения составляет 0,7 м/с, удельное давление 25 кг/см2, время испытания образца 1 ч. Смазка отсутствует. Отно0 сительную износостойкость определяли по формуле
х/Иэ,
где Их - приведенный износ исследуемого материала, мм ;
5 Йэ - приведенный износ эталонного материала (нирезисторный чугун марки 4Н15Д7Х2 по ГОСТ 11849-76).
Примеры 5-7 (по описываемому способу). Приготавливают порошок матери0 ала на основе железа следующего химического состава, мас.%: никель 4; графит 1,5; медь 3; железо остальное. Из полученного порошка прессуют заготовки плотностью 70-75%, которые затем спекают в защитно5 восстановительной атмосфере при 1150°С 2 ч. Спеченные заготовки подвергают пропитке медным сплавом состава, мас.%: медь 97; железо 3, при 1150°С в водородно-азотной атмосфере. Пропитку проводят таким образом, что в инфильтрированной заготовке поеле пропитки содержание меди составляет 10-20 мас.%. В дальнейшем заготовки подвергают окислительному отжигу при температурах, указанных в примерах 2-5. Затем проводят кокильную заливку порошковых заготовок алюминиевым сплавом по технологии примеров 2-4 и испытывают на адгезионную прочность и износостойкость.
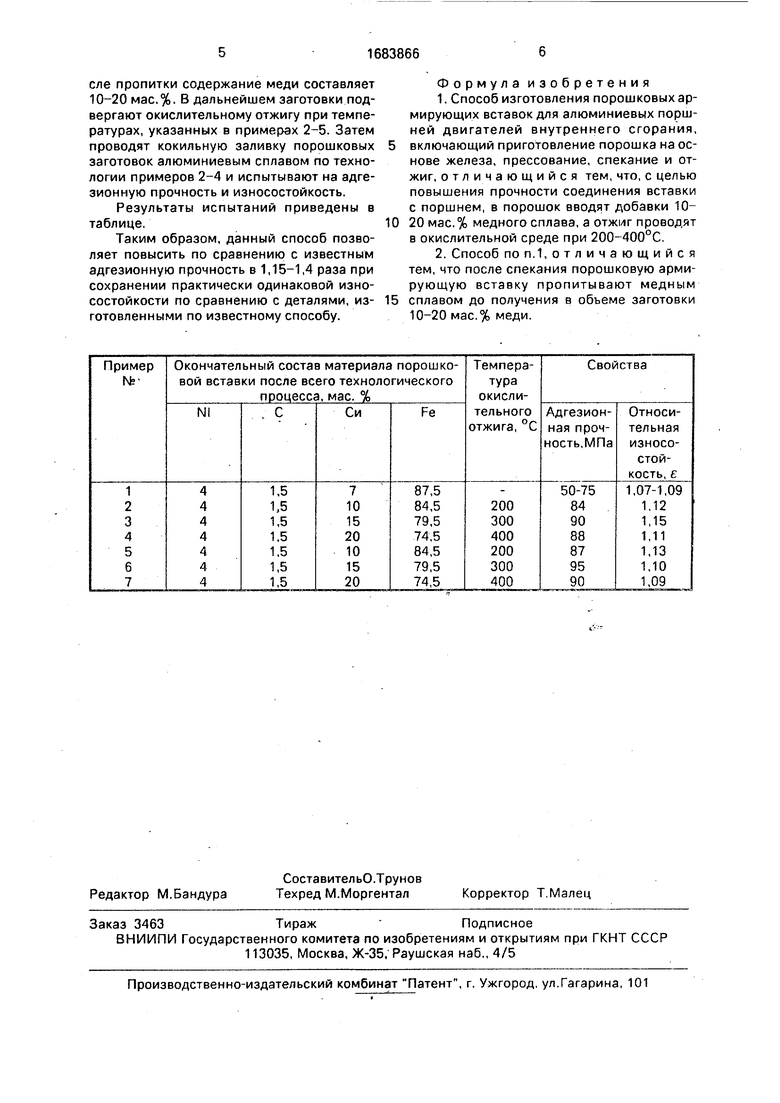
Результаты испытаний приведены в таблице.
Таким образом, данный способ позволяет повысить по сравнению с известным адгезионную прочность в 1,15-1,4 раза при сохранении практически одинаковой износостойкости по сравнению с деталями, изготовленными по известному способу.
Формула изобретения
1.Способ изготовления порошковых армирующих вставок для алюминиевых поршней двигателей внутреннего сгорания,
включающий приготовление порошка на основе железа, прессование, спекание и отжиг, отличающийся тем, что, с целью повышения прочности соединения вставки с поршнем, в порошок вводят добавки 100 20 мас.% медного сплава, а отжиг проводят в окислительной среде при 200-400°С.
2,Способ по п.1, отличающийся тем, что после спекания порошковую армирующую вставку пропитывают медным
5 сплавом до получения в объеме заготовки 10-20 мас.% меди.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления композиционных заготовок | 1987 |
|
SU1560411A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ УДАРОПРОЧНОЙ ПЛАСТИНЫ РЕЖУЩЕЙ НА ОСНОВЕ КУБИЧЕСКОГО НИТРИДА БОРА И УДАРОПРОЧНАЯ ПЛАСТИНА РЕЖУЩАЯ, ИЗГОТОВЛЕННАЯ ЭТИМ СПОСОБОМ | 2004 |
|
RU2284247C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ ПОРОШКА МЕДИ | 2023 |
|
RU2811355C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТНОЙ ВСТАВКИ ТОКОСЪЕМНИКА ЭЛЕКТРОТРАНСПОРТНОГО СРЕДСТВА | 2001 |
|
RU2207962C1 |
| Способ получения нанокомпозиционного материала на основе меди, упрочненного углеродными нановолокнами | 2018 |
|
RU2696113C1 |
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ ДЛЯ ЭЛЕКТРОТЕХНИЧЕСКИХ ИЗДЕЛИЙ | 2011 |
|
RU2466204C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФОРМ ДЛЯ ФОРМОВАНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1992 |
|
RU2027553C1 |
| МЕТАЛЛОКОМПОЗИТНЫЙ ФРИКЦИОННЫЙ СПЛАВ | 2019 |
|
RU2718243C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НИЗКОПОРИСТЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ | 2003 |
|
RU2336146C2 |
| СПЕЧЕННЫЙ МАТЕРИАЛ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ВКЛАДЫША ГНЕЗДА КЛАПАНА, СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ГНЕЗДА КЛАПАНА И ВКЛАДЫШ ГНЕЗДА КЛАПАНА | 1990 |
|
RU2081200C1 |
Изобретение относится к порошковой металлургии и композиционным материалам, в частности к способам изготовления порошковых вставок для алюминиевых поршней двигателей внутреннего сгорания (ДВС). Цель - повышение прочности соединения и вставки с поршнем. Приготавливают порошковый материал армирующей вставки, формуют, спекают и отжигают, а в порошок материала на железной основе вводят добавки 10-20 мас.% медного сплава, и отжиг проводят при 200-400°С в окислительной атмосфере. В ряде случаев заготовки после спекания подвергают пропитке медным сплавом до получения в объеме заготовки 10-20 мас.% меди. Применение предлагаемого способа позволяет повысить адгезионную прочность соединения (порошковая армирующая вставка-отливка алюминиевого литейного сплава) в 1,15-1,4 раза при сохранении высокой износостойкости и одновременном сокращении технологического цикла изготовления композиционных алюминиевых поршней ДВС с армирующими вставками 1 з п ф-лы 1 табл (Л С
| Лакедемонский А.В Биметаллические отливки | |||
| М : Машиностроение, 1964, с.180 | |||
| Заявка ФРГ №3300582, кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
