Мфиг/
Изобретение относится к обработке металлов резанием и может быть использовано при получении глухих отверстий на расточных, агрегатных станках и автоматических линиях.
Цель изобретения повышение производительности обработки за счет удобства удаления стружки посредством ее дробления.
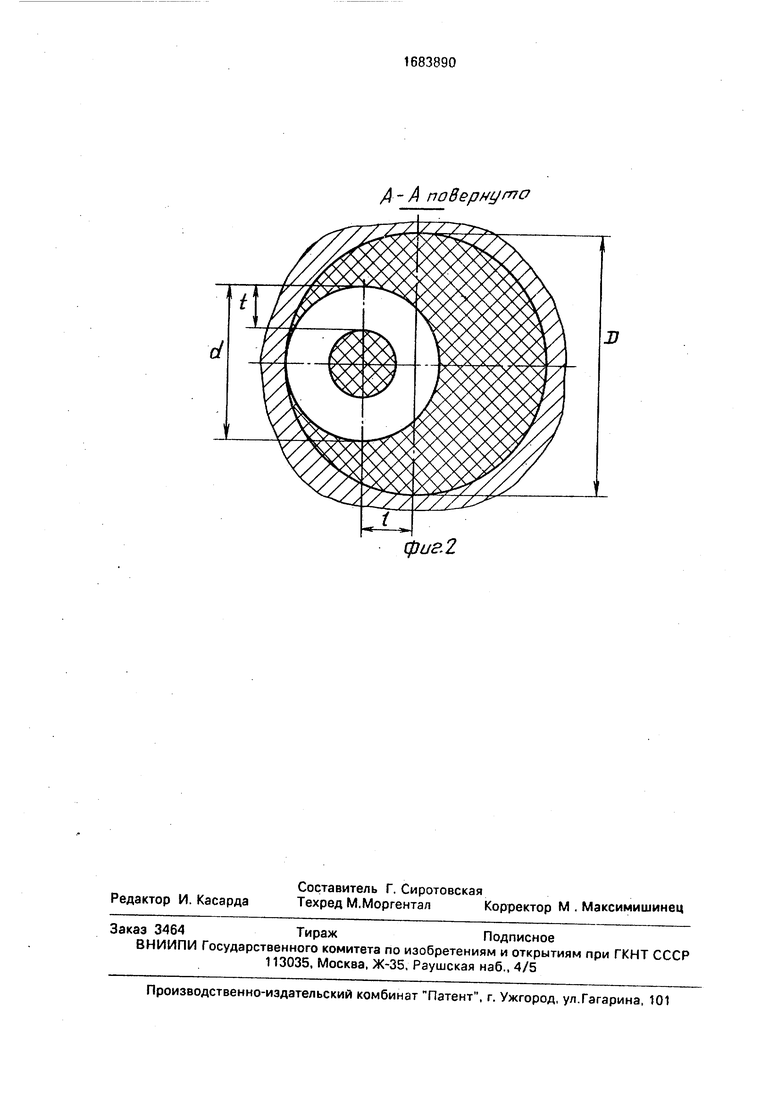
На фиг. 1 изображена схема обработки отверстия кольцевым сверлом на первом проходе; на фиг. 2 - разрез А-А на фиг. 1.
В детали 1 осуществляют обработку отверстия в два прохода. На первом проходе отверстие сверлят кольцевым сверлом 2, которое устанавливают параллельно оси получаемого отверстия на втором проходе с эксцентриситетом е, определяемым из соотношения е -д- ПРИ этом необходимо соблюдение условия d
где D - диаметр отверстия, получаемого на втором проходе;
t - ширина режущей части кольцевого сверла;
d - диаметр кольцевого сверла.
Кольцевому сверлу 2 сообщают вращение и осевое перемещение относительно неподвижной детали на заданную глубину L Производится обработка наиболее тяжелой для резания зоны глухого отверстия, расположенной вдоль оси обрабатываемого отверстия, где скорость резания стремится к нулю. Затем на втором проходе производится осевая обработка глухого отверстия
инструментом, выбранным в зависимости от характера обрабатываемого отверстия, - зенкером, резцом и т.д. В результате этой обработки одновременно удаляется сердечник, образовавшийся при обработке отверстия кольцевым сверлом. Зона, полученная при обработке кольцевым сверлом, обеспечивает дробление стружки на последующих проходах - зенкеровании, растачивании.
Формула изобретения
Способ обработки глухих отверстий, при котором детали и инструменту сообщают относительные вращения и движение подачи, а обработку осуществляют в два
прохода, причем на первом проходе выполняют отверстие, проходящее через ось обрабатываемого на втором проходе отверстия, отличающийся тем, что, с целью повышения производительности,
обработку отверстия на первом проходе осуществляют кольцевым сверлом, которое устанавливают параллельно оси получаемого на втором проходе отверстия с эксцентриситетом, определяемым по следующей
зависимости
-.
где d - диаметр кольцевого сверла;
t - ширина режущей части кольцевого сверла;
при этом диаметр кольцевого сверла определяют из следующего соотношения
. D +t ,
где D - диаметр отвер т-1я, получаемого на втором проходе.
/4 - А повернуло
| название | год | авторы | номер документа |
|---|---|---|---|
| КОМБИНИРОВАННЫЙ ОСЕВОЙ ИНСТРУМЕНТ | 2010 |
|
RU2418656C1 |
| НАСАДНОЙ ЗЕНКЕР Ю.В. РОЗЕНБЕРГА | 2005 |
|
RU2284880C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЛУБОКИХ УЗКОПРОФИЛЬНЫХ КОЛЬЦЕВЫХ ПАЗОВ | 2017 |
|
RU2650443C1 |
| СПОСОБ ОБНАРУЖЕНИЯ И КОЛИЧЕСТВЕННОГО ОПРЕДЕЛЕНИЯ ДЕФЕКТОВ СВЕРЛЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2432236C2 |
| Способ кольцевого сверления | 1979 |
|
SU823008A1 |
| Способ зенкерования и развертывания отверстий алмазными инструментами | 1979 |
|
SU874379A1 |
| Способ обработки отверстий | 1984 |
|
SU1256883A1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2011 |
|
RU2457926C1 |
| Способ комбинированной чистовой обработки отверстий и инструмент для его осуществления | 1990 |
|
SU1796429A1 |
| СПОСОБ ОБРАБОТКИ НЕКРУГЛЫХ ОТВЕРСТИЙ В ВИДЕ ЭКВИДИСТАНТЫ "ТРЕУГОЛЬНИКА РЕЛО" | 2003 |
|
RU2243863C1 |
Изобретение относится к обработке металлов резанием и может быть использовано при получении глухих отверстий. Цель изобретения - повышение производительности обработки за счет удобства удаления стружки посредством ее дробления. Обработку отверстия осуществляют в два прохода. На первом проходе сверлят кольцевым сверлом 2, которое устанавливают параллельно оси получаемого на втором проходе отверстия с эксцентриситетом е, определяемым из математического соотношения. Зона, полученная при обработке кольцевым сверлом, обеспечивает дробление стружки на последующих проходах - зенкеровании, растачивании. 2 ил.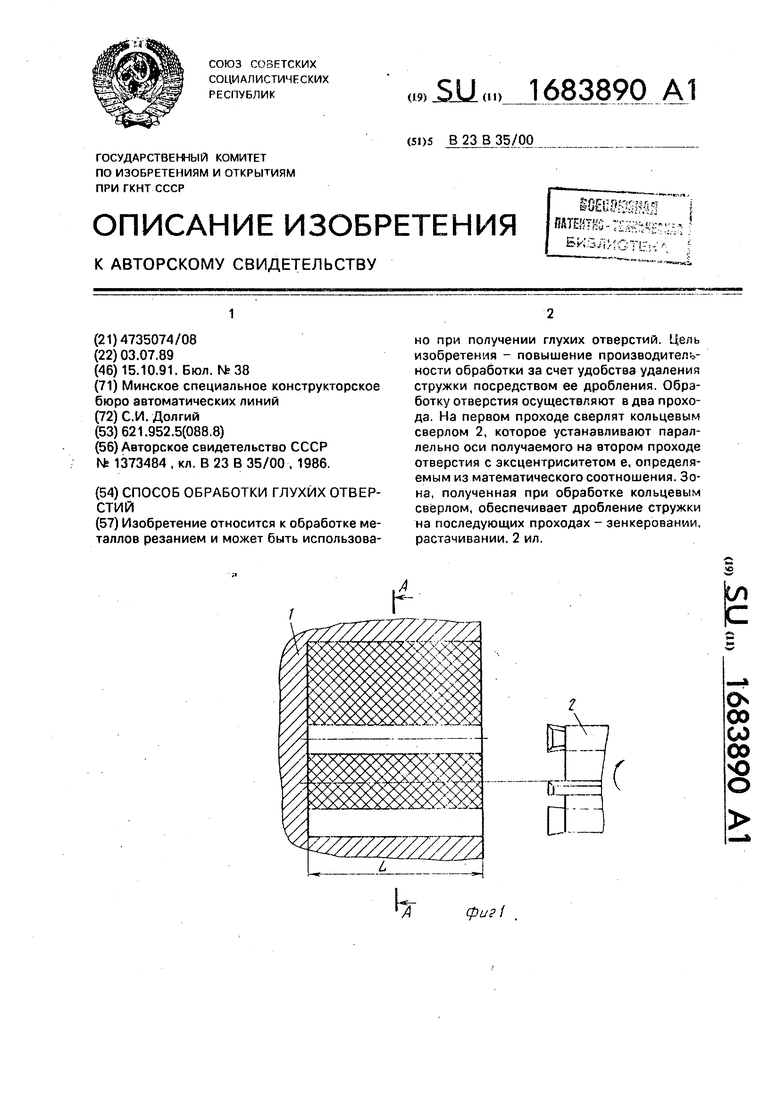
фиг 2
| Способ многопроходной обработки отверстий | 1986 |
|
SU1373484A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
